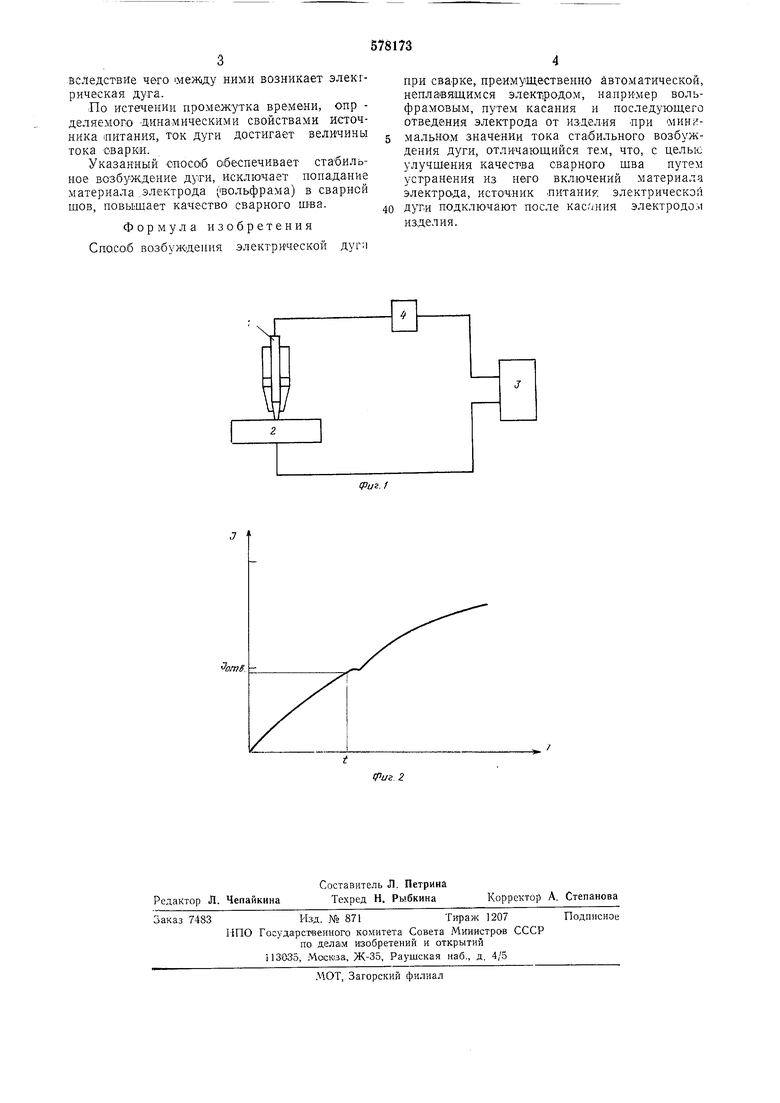
вследствие чего между ними возникает электрическая дуга.
По истечении промежутка времени, опр деляемого Динамическими свойствами источника питания, ток дуги достигает величины тока оварки.
Указанный стюсаб обеспечивает стабильное возбуждение дуги, исключает попадание материала .электрода (вольфрама) в сварной шов, повышает качество сварного .
Формула изобретения Способ возбуждения электрической дуг;
при сварке, преимущественно автоматической, неплавящимся электродом, например вольфрамовым, путем касания и последующего отведения электрода от изделия -прн мин мальном значении тока ста|бильного возбуждения дуги, отличающийся тем, что, с целью улучшения качества сварного шва путем устранения из него включений материала электрода, источник литании, электрической дуги подключают после кас/шия электродолт изделия.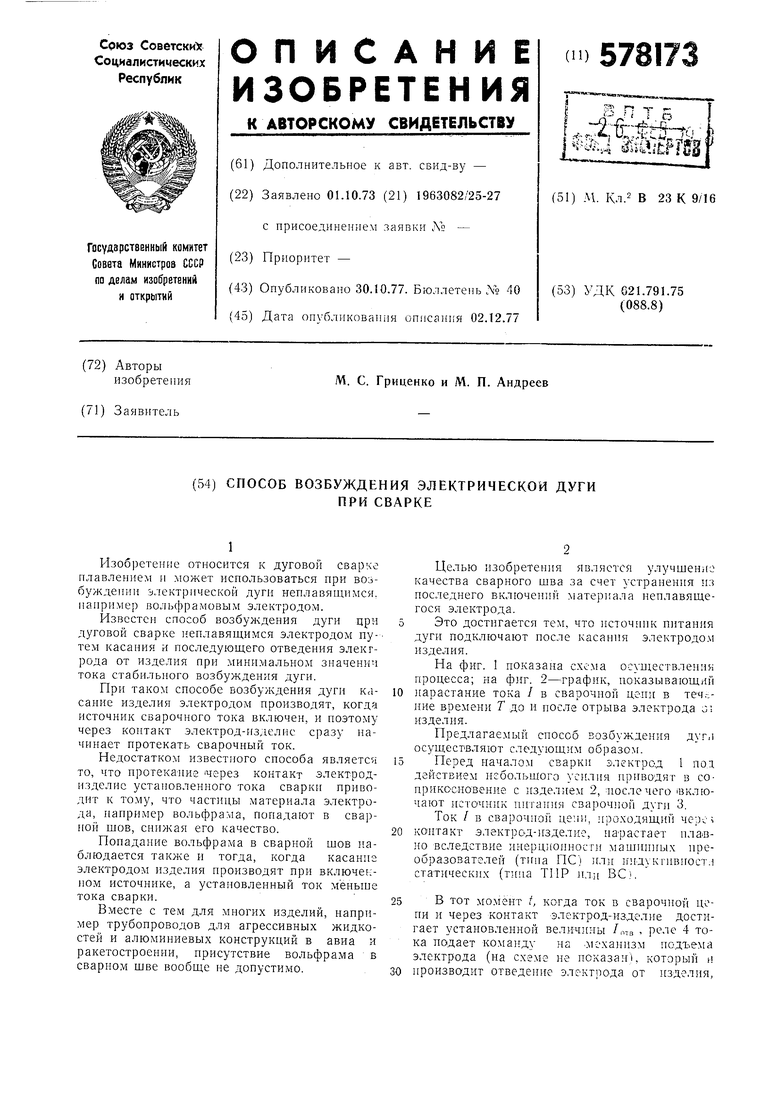
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возбуждения дуги при точечной дуговой сварке в среде защитных газов | 1981 |
|
SU1038128A1 |
| Способ возбуждения дуги при точечной дуговой сварке в среде защитных газов | 1982 |
|
SU1049212A1 |
| Способ возбуждения сварочной дуги переменного тока | 1975 |
|
SU561639A1 |
| Устройство для сварки неплавящимся электродом | 1982 |
|
SU1061955A1 |
| Состав защитной пасты | 1985 |
|
SU1334548A1 |
| Способ сварки неплавящимся вольфрамовым электродом в среде защитных газов | 1989 |
|
SU1633624A1 |
| Способ сварки стыковых соединений | 1986 |
|
SU1408649A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
omg.
