1
Изобретение относится к автоматизации технологических процессов в различных областях машиностроения и может найти применение в загрузочно-ориентирующих устройствах и транспортных системах автоматических линий.
Известно устройство, в корпусе которого расположен рабочий орган например крючковый захват, взаимодействующий с блокирующим рычагом при заполнении деталями отводящего лотка, имеющего паз под одно плечо рычага, закрывающий доступ в лоток очередной детали 1.
Однако в этом устройстве деталь, находящаяся на входе, контактирует с деталями, движущимися в ячейках транспортной системы, повреждая их поверхности и создавая вероятно.сть заклинивания транспортной системы.
Целью изобретения является повыщенис качества выдаваемых деталей за счет исключения трения Щероховатых поверхностей.
Для этого предлагаемое устройство для поштучной выдачи деталей снабжено шарнирно установленным в корпусе промежуточным лотком, торцовая поверхность которого выполнена по радиусу с центром, лежащим на оси шарнира, и юна бжена выступом, цредназначенным для перекрытия гнезда траиопортного ротора, а на боковой поверхности лотка
выполнена опорная поверхность под второе плечо блокирующего рычага.
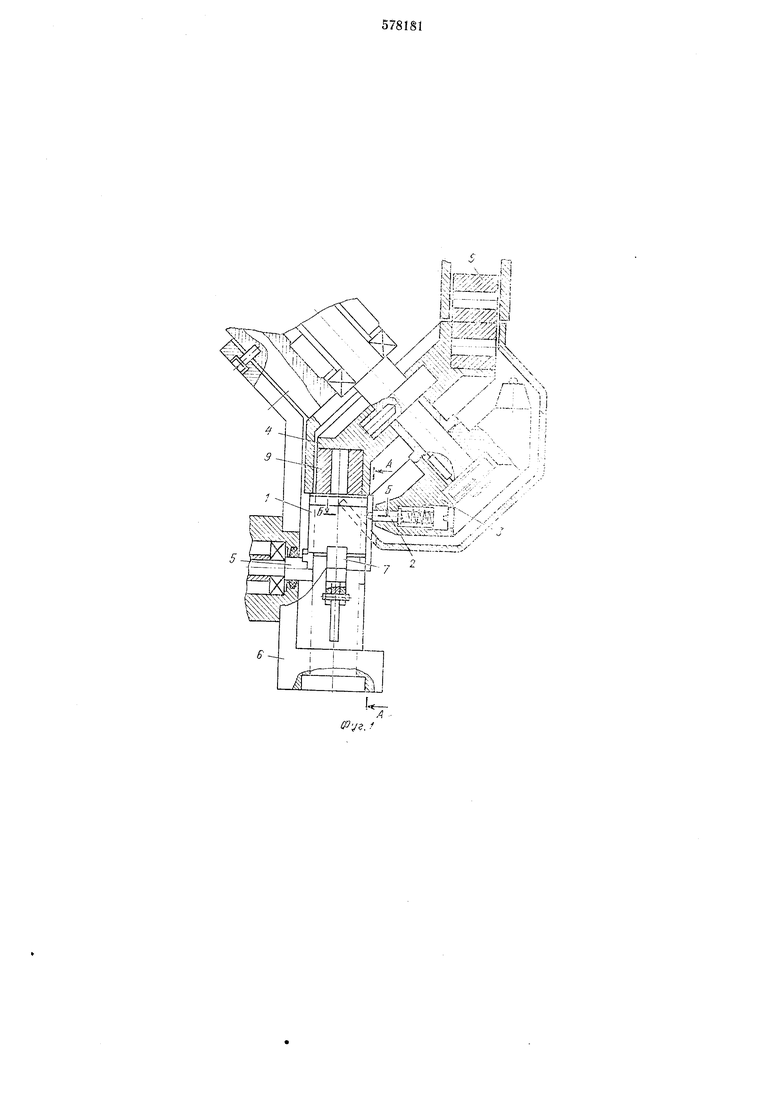
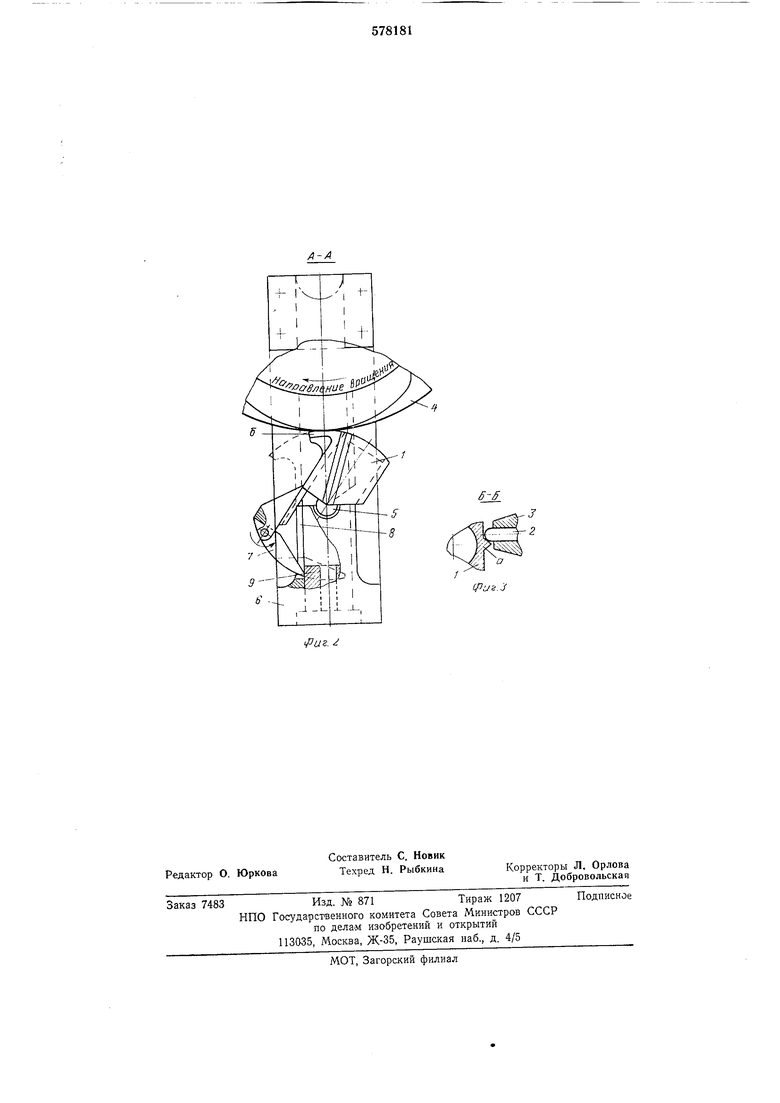
На фиг. 1 схематически изображено предлагаемое устройство, продольный разрез; Н-ч фиг. 2 - разрез по А - А на фиг. 1; на фиг. 3 - разрез по Б - Б на фиг. 1.
Устройство содержит промежуточный лоток 1 с цилиндрической полостью (см. фиг. 3), имеющий на передней своей грани прямоугольный выступ а для зацепления с фиксатором 2 водила 3, расположенного на транспортном роторе 4.
Торцовая иавер.хность лотка 1 выполнена по радиусу с центром на оси шарнира 5 м снабжена выступом б (см. фиг. 2).
Устройство содержит также отводящий лоток 6 с установленным на нем блокирующим двуплечим рычагом 7, больщим своим .плечом перекрывающим полость промежуточного лотка, а меньшим - упирающимся в опорную поверхность, выполненную на боковой поверхности промежуточного лотка. На боковой поверхности отводящего лотка 6 выполнено окно 8 под одно плечо блокирующего рычага 7.
Трансиортный ротор 4 и.меет ячейки длл транспортирования деталей 9.
Устройство для поштучной выдачи деталей работает следующим образом. Когда промежуточный лоток повернут по
часовой стрелке до упо.ра в блокирующий рычаг 7, то он своим выступом б перекрывает гнездо транспортного ротора 4 с деталью 9. Водило 3, набегая каждым из шести своих фиксаторов 2 на выступ а промежуточного лотка 1, стремится повернуть его -против часовой стрелки до совмещения ячейки ротора 4 с цилиндрической .полостью этого лотка, и в случае их совмещения деталь 9 выпадает из ячейки ротора 4 s промежуточный лоток под действием Собственного веса.
В цилиндрической полости лотка деталь удер Живается нижпим плечоМ блокирующего рычага 7, а затем, поскольку водило 3 продолжает вращаться, подпружиненный фиксатор 2 устанавливается в гнез1де и выходит из зацепления с выступом а, промежуточный лоток возвращается в исходное -положение, блокирующий рычаг выходит «ижни1м плечом «з паза 8 отводящего лотка 6, и деталь 9 падает IB этот лоток.
В тот момент, когда водило 3 начинает поворачивать промежуточный лоток, блокирующий рычаг 7 своим верхним плечом, упираясь в опорную поверхность этого лотка, нижпим плечом входит в паз 8 отводящего лотка 6 и, если в лотке находится деталь 9, упирается в нее и стопорит промежуточный лоток. В этом случае фиксатор 2 устанавливается, срываясь с выступа а, и промежуточный лоток остается в исходном положении (см. фиг. 2). Ячейка ротора 4 не сообщается с цилиндрической -полостью промежуточного лотка, и деталь 9 уносится ротором 4 и циркулирует в его ячейке до тех пор, пока не совместится со свободной цилиндрической полостью промежуточного лотка.
В том случае, когда детали 9 в отводящем лотке 6 нет, ннжнеее цлечо рычага 7 .мается вверх, освобождает пром ежуточный лоток, ПОЛОСТЬ которого совмещается с ячейкой транспортного ротора 8, т. е. принимает очередную деталь 9. Затем деталь 9 проваливается в отводящий лоток 6, как только фиксатор 4 освобо;ждает выступ а, т. е. занимает положение, показанное на фиг. 2 прерывистой
линией.
Формула и 3 о б р е т е li н я
Устройство для поштучной выдачи деталей от транопортной Системы IK станкам автоматической линии, в корпусе которого расположены рабочий орган, например транспортный
ротор с гнездами под детали, блокирующий двуплечий рычаг и отводящий лоток с пазом под одно плечо рычага, отличающееся тем, что, с целью повышения качества выдаваемых деталей, оно спабже; 0 шарпирпо установленным в корпусе промежуточным лотком, торцовая поверхность которого выполнена по радиусу с центром, лежащим на осп шарнира, и снабжена выступом, предназначенным для перекрытия гнезда трапспортпого ротора, а на боковой поверхности «ютка выполнена опорная поверхность под второе плечо блокирующего рычага.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР jY 368984, кл. В 23 Q 7/04, 1970.
cPas
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочный ротор | 1991 |
|
SU1816642A1 |
| Автоматизированный технологический комплекс | 1987 |
|
SU1509225A1 |
| Устройство для разделения потока деталей | 1986 |
|
SU1357187A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2098257C1 |
| Система дистанционного транспортирования и распределения штучных изделий | 1986 |
|
SU1350085A1 |
| Устройство для подачи цилиндрических деталей | 1980 |
|
SU963801A1 |
| Устройство для ориентированной поштучной выдачи гнезд разъемов | 1986 |
|
SU1367079A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |