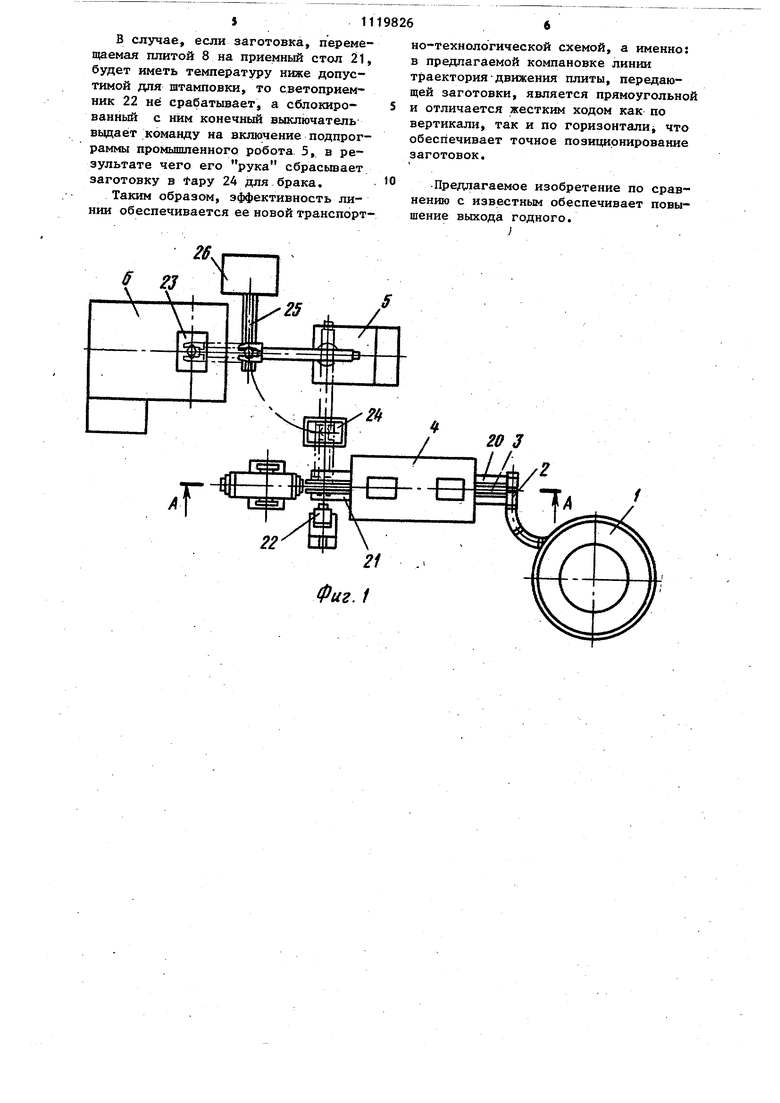
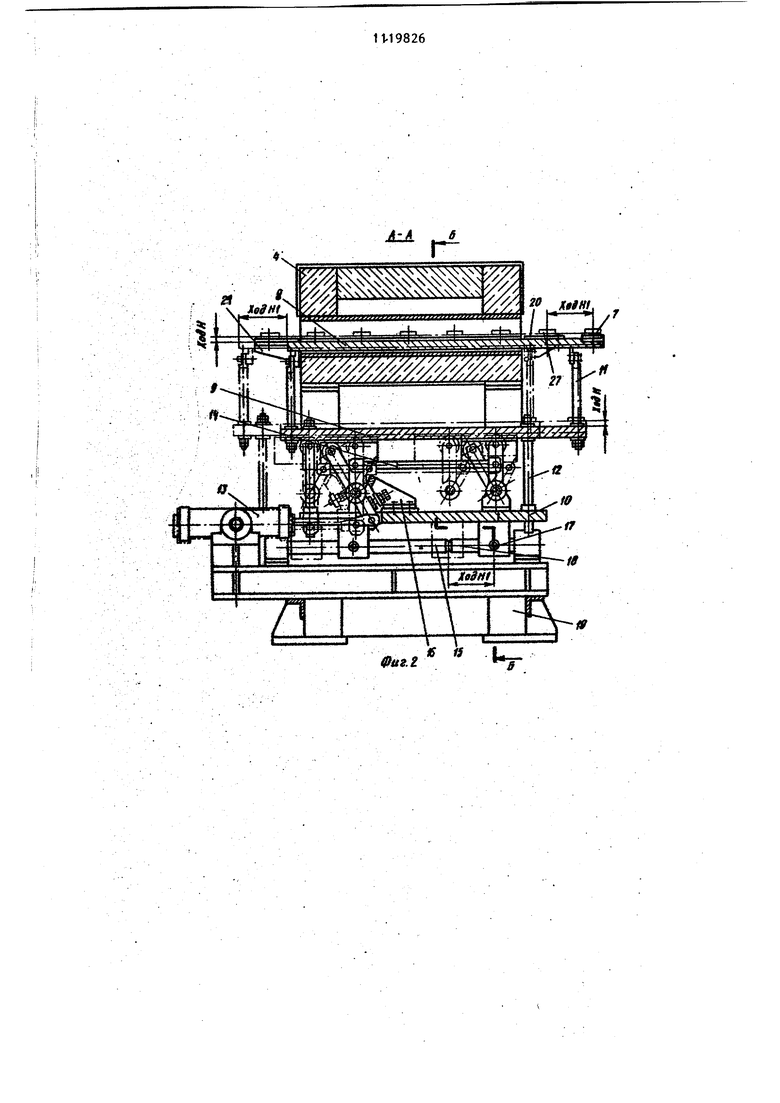
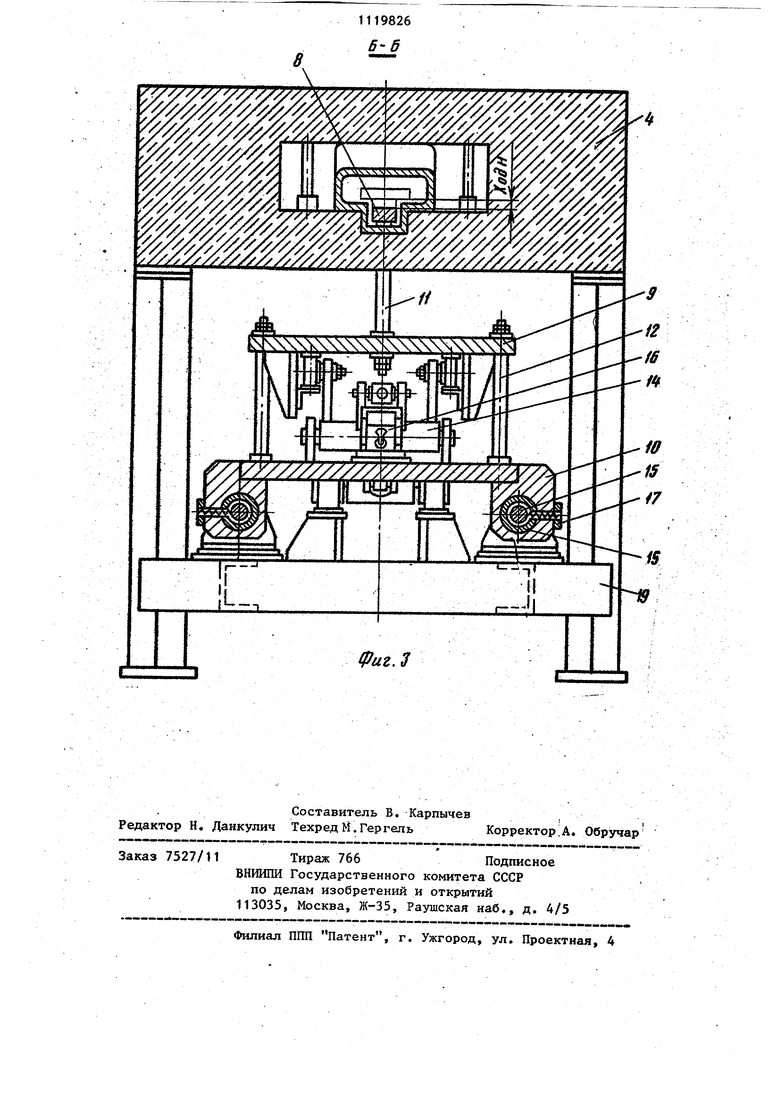
Изобретение относится к обработке металлов давлением, а именно к робо тизированным линиям горячей штамповки, и может быть использовано в металлургии, в частности, для динамического горячего прессования деталей из предварительно спеченных заготовок. Известна линия горячей штамповки, содержащая установленные в технологической последовательности вибро1бункер, лоток, нагревательное устрой ство с механизмом поштучной вьщачи заготовок, промышленный робот и штамповочный пресс lj Однако конструкция известной лини является узкоспециализированной и предназначена для горячей штамповки заготовок, представляннцих собой в плане окружность с удлиненным хвоетовиком. Применение транспортера для передачи нагретой заготовки на позицию, обслуживаемую роботом, не дает точного позиционирования заготовки. Это ограничивает технологические возможности линии. Кроме того, известная линия скомпанована таким образом, что промьш ленный робот установлен на значитель ном расстоянии от нагревателя, так как между ними последовательно расположены рольганг перемещения загото вок и лоток передачи заготовок от нагревателя на, транспортер. По этой причине не всегда обеспечивается оптимальный температурный режим штамповки изделий, что снижает их качест во. Цель изобретения - повьш1ение выхода годного,расширение технологических возможностей. Указанная цель достигается тем, что в линии горячей штамповки, преим щественно круглых в плане поковок, содержащей установленные в технологической последовательности вибробун кер, лоток, нагревательное устройство с механизмом поштучной выдачи заготовок, промышленный робот и штамповочный пресс, механизм поштуч- ной выдачи заготовок выполнен в виде рабочей плиты, расположенной в нагре вателе, а также промежуточной и опор ной плит, связанных между собой тягами, рабочая плита установлена на направляющих, связанных с промежуточ ной плитой, промежуточная и рабочая плиты установлены с возможностью вертикального перемещения, а опорная плита - с возможностью горизонтального перемещения от привода в виде смонтированного на основании нагревательного устройства силового цилиндра, а также связанных с его штоком и с опорной плитой поворотных рычагов, установленных с возможностью взаимодействия с промежуточной плитой, при этом опорная плита установлена на горизонтальных направляющих, снабженных фиксаторами шагового перемещения и снабжена упором для ограничения угла поворота рычагов, а рабочая плита сочленена с лотком одним из концевых участков. Благодаря указанной совокупности признаков, а именно - за счет расположения балки в нагревателе - вьздача заготовок промьшшенному роботу осуществляется сразу же после их нагрева. Это гарантированно обеспечивает оптимальный режим горячей штамповки. На фиг. 1 изображена роботизированная линия горячей штамповки, общий вид в плане на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2. Линия горячей штамповки содержит вибробункер 1 (фиг.1), лоток 2, механизм 3 поштучной выдачи заготовок, нагревательное устройство 4, промьшгленный робот 5 и штамповочный пресс 6. Лоток 2 (фиг.2) содержит приемное гнездо 7 для заготовок. Механизм 3 поштучной вьвдачи заготовок, выполнен в виде проходящей через нАгреватель 4 и лоток 2 рабочей плиты 8, а также промежуточной плиты 9 и опорной 10, расположенных одна над другой, при этом плита 8 жестко связана тягами 11 с верхней плитой 9, которая в свою очередь связана вертикальными направляющими 12 с опорной плитой 10, на которой установлен приводной, посредством пневмоцилиндра 13, рьмажный механизм 14, взаимодействующий с плитой 9, а плита 10 установлена с возможностью перемещения на горизонтальных направляющих 15 и снабжена двусторонним упором 16, взаимодействующим с рычажньм механизмом 14 и двумя фиксаторами 17 попеременно взаимодействующими с кольцевыми пазами 18, выполненными на горизонтальных направляющих 15. Расстояние между кольцевыми пазами опреде3ляет ход Н. плиты 8. Механизм 3 поштучной выдачи смонтирован на раме 19 нагревательного устройства 4. Кроме того, линия содержит также два приемных стола 20 и 21, поверхности которых являются продолжением поверхности поДины нагревательного устройства 4, светоприемник 22 (фиг.1), штамп (пресс-форму) 23, тару 24 для брака, гравитационный поток 25, тару 26 для Готовой продукции . Роботизированная линия горячей штамповки работает следующим образом, В исходном положении плита 8 (фиг.2) находится в приемном гнезде 7 лотка 2, заготовки 27 загружены в вибробункер 1, рычаги приводного механизма расположены в крайнем положении и взаимодействуют с винтом двустороннего упора 16, а шарики фиксаторов 17 (фиг.З) находятся в крайних кольцевых пазах 18 горизонтальных направляющих 15, рука про мьшшенного робота 5 (фиг.1) располо ена над гравитационным лотком 25, ползун штамповочного пресса 6 подня в крайнее верхнее положение, штамп 23 (фиг.1) раскрыт. I После включения линии заготовки из вибробункера 1 поступают по лотк 2 в приемное гнездо 7. После того, как первая заготовка поступила в приемное гнездо 7 лотка 2, датчик наличия заготовки выдает команду на включение пневмоцилиндра 13 рычажного механизма 14, рьмаги которо поворачиваются, занимая крайнее вер нее положение до контакта с другой поверхностью двустороннего упора 16 при этом плита 9 перемещается вверх по вертикальным направляющим 12, вместе с ней перемещается вверх и плита 8, жестко связанная тягами 11 с плитой 9 (ход Н). Шток пневмоцилиндра 13 рычажного механизма 14 продолжает движение, при этом взаимодействие рычага рыча ного механизма с поверхностью двуст роннего упора создает необходимое усилие для отвода шариков фиксаторо 17 и опорная плита 10 по горизонтал ным направляющим 15 совместно с рычажным механизмом 14, двусторонним упором 16, плитами 8 и 9 переметает в крайнее положение, при этом шарик фиксаторов 17 входят в контакт с др 64 гими кольцевыми пазами, выполненными на горизонтальных направляющих 13 (ход Н). При обратном ходе пневмоцилиндра 13 рьиажного механизма 14 рычаги поворачиваются в исходное положение до контакта с винтом двустороннего упора 16, при этом плита 9 и жестко связанная с ней тягами плита 8 опускается по вертикальным направляющим 12 в исходное положение (ход Н). В это время заготовка опускается на приемный стол 20. Шток пневмоцилиндра 13 рычажного механизма 14 продолжает движение, при этом взаимодействие рычага рьмажного меканнзгла 14 с винтом двустороннего упора 16 создает необходимое усилие для отвода шариков фиксаторов 17, и опорная плита 10 по горизонтальным направляющим 15 совместно с рычажным механизмом 14, двусторонним упором 16, плитами 8 и 9 перемещается в исходное положение (ход Н), при этом шарики фиксаторов 17 входят в контакт с первыми кольцевыми пазами, вьтолненными на горизонтальных направляющих 15 За несколько таких циклов работы линии обеспечивается загрузка нагревателя . Нагрев заготовок до нужной температуры в нагреватепе 4 контролируется реле времени, которое в заданный момент выдает команду на включение пневмоцилиндра 13 рычажного механизма 14. Перемещением следующей заготовки из приемного гнезда 7 лотка 2, плита 8 выдает-нагретую заготовку на приемный стол 21 (позиция обсл ткивается промышленным роботом). При этом, если заготовка нагрета до ковочной температуры, срабатывает светоприемник 22, сблокированный с конечным выключателем, контролируюшд1м крайнее нижнее положение плиты 8, после чего включается программа управления промьш1ленным роботом 5. Рукой промьш ленного робота 5 заготовка транспортируется в штамп, при этом плита 8 возвращается в исходное положение. После операции штамповки рука промышленного робота 5 снимает готовую деталь со штампа и сбрасывает ее в гравитационный лоток 25, по которому деталь поступает в тару 26 для готовой продукции. В дальнейшем цикл повторяется.
J 11
в случае, если заготовка, перемещаемая плитой 8 на приемный стол 21, будет иметь температуру ниже допустимой для штамповки, то светоприемник 22 не срабатывает, а сблокированный с ним конечный выключатель выдает команду на включение подпрограммы промышленного робота 5, в результате чего его рука сбрасьшает заготовку в tapy 24 для брака.
Таким образом, эффективность линии обеспечивается ее новой транспорт9826«
но-технологической схемой, а именно: в предлагаемой компановке линии траектория-движения плиты, передающей заготовки, является прямоугольной 5 и отличается жестким ходом как по вертикали, так и по горизонталиj что обеспечивает точное позиционирование заготовок.
О Предлагаемое изобретение по сравнению с известным обеспечивает повышение выхода годного.
)
.Ы
-. ,7
№
и
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированная линия горячей штамповки | 1982 |
|
SU1068265A1 |
| Роботизированная линия горячей штамповки | 1985 |
|
SU1355454A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Способ горячей штамповки поковок и автоматическая линия для его осуществления | 1989 |
|
SU1733168A1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ преимущественно кругляк в плане поко9ОК, содержащая установленные в технологической последовательности вибробункер, лоток, нагревательное устройство с механизмом поштучной вьздачи заготовок, промьшшенный робот и штамповочный пресс, отличающая с я тем, что, с целью повьшения выхода годного, механизм поштучной выдачи заготовок выполнен в виде рабочей плиты, расположенной в нагревателе, а также промежуточной и опорной плит, связанных мелсду собой тягами, рабочая плита установлена на направляющих, связанных с промежуточной плитой, промежуточная и рабочая плиты установлены с возможностью вертикального перемещения, а опорная плита - с возможностью горизонтального перемещения от привода в виде смонтированного на основании нагревательного устройства силового цилиндра, а также связанных с его штоком и с опорной плитой поворотных рычагов, установленных с возможностью взаимодействия с промежуточной плиСП той, при этом опорная плита установлена на горизонтальных направляющих, снабженных фиксаторами шагового перемещения и снабжена упором для ограничения угла поворота рычагов, а рабочая плита сочленена с лотком одним из концевых участков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Роботизированная линия горячей штамповки | 1979 |
|
SU863309A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
