Изобретение относится к подъемно-транспортному машиностроению и может быть использовано для автономного принудительного транспортирования штучных изделий на значительные по дистанции расстояния (десятки метров) по трубчатым лоткам от устройств ориентации к рабочим машинам с обеспечением распределения изделий между несколькими единицами рабочих машин.
Цель изобретения - повышение эффективности транспортирования.
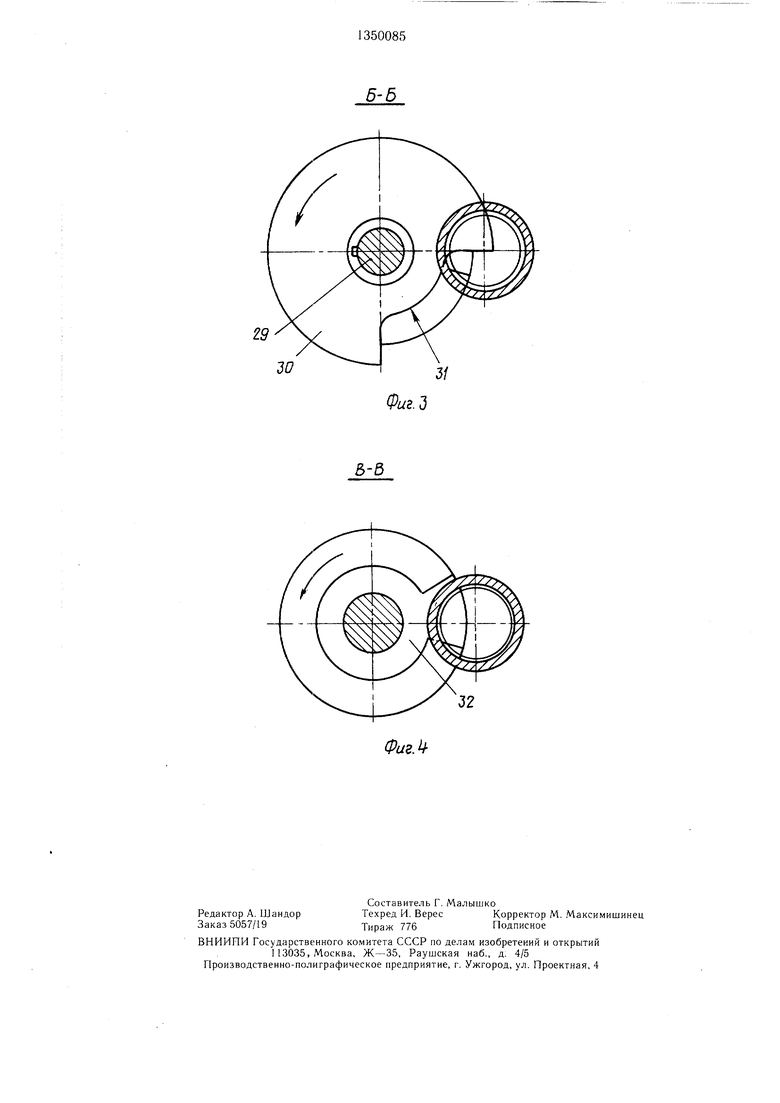
На фиг. 1 изображена предлагаемая система, обш.ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Система дистанционного транспортирования и распределения деталей включает бункерное ориентирующее приспособление 1, связанное самотечным гравитационным лотком 2 с питающим каналом 3 генератора 4 дви10
15
и диска 30 на канале 3 выполнены пазы 33 и 34. Окно 10 выдачи транспортного канала 9 стыкуется с вторым потребителем 35.
Работа системы дистанционного транспортирования и распределения осуществляется следующим образом.
Изделия (детали), ориентируемые из навала в бункере приспособления 1, подаются гравитационным лотком 2 в питающий канал 3 генератора 4. Механизм 11 поштучной подачи обеспечивает поштучную выдачу деталей в ячейки 6 винта 5, которые передвигаются витками винта 5 в канале 7 и затем выталкиваются торцовой частью 8 винта 5 в транспортный канал 9 по протяженной трассе 12 с горизонтальным 13 и вертикальным 14 участками и транспортируются к участку 15 распределения с комплексом 16 выгрузки.
Комплекс 16 и участок 15 распредележения, выполненного в виде винта 5 с меж- 20 работают следующим образом, витковыми ячейками 6, расположенным ря-При необходимости подачи деталей к подом продольным направляющим каналом 7, расположенным за торцовой частью 8 винта 5 подающего транспортного канала 9 с окном 10 выдачи. На питающем канале 3
25
35
40
установлен механизм 11 поштучной подачи деталей в ячейки 6, а подающий транспортный канал 9 выполнен в виде протяженной лотковой трассы 12 с горизонтальными 13 и вертикальными 14 участками. Лотковая трасса 12 подающего транспортного канала 9 содержит участок 15 рас- 30 пределения с комплексом 16 выгрузки и дополнительное окно 17 выдачи деталей. В зоне дополнительного окна 17 расположен распределительный лоток 18 с приводом 19 и каналом 20 с входным 21 и выходным .22 окнами. Канал 20 включает участок 23, на котором от выходного окна 22 выполнен подъем, обеспечивающий перемещение деталей под действием их веса. В начале и конце подъема на участке 23 установлены датчики 24 и 25, которые фиксируют наличие деталей в канале 20 и электрически связаны с приводом 19 распределительного лотка 18.
Выходное окно 22 стыкуется с потребителем 26 рабочей машиной. Генератор 4 движения установлен в пространстве так, что ось винта 5 расположена вертикально с обеспечением возможности транспортирования деталей сверху вниз. При этом питающий 3 и направляющий 7 каналы расположены на одной линии. Механизм 11 поштучной подачи включает обеспечивающий синхрониза- 50 цию его работы с винтом 5 подпружиненный прижим 27, который кинематически сопряжен с поворотным кулачком 28, закрепленным на валу 29 винта 5 и поворотным диском 30 с тангенциальным пазом 31. Диск 30 жестко закреплен на валу 29 винта 5 таким образом, что тангенциальный паз 31 расположен над торцовой частью 32 верхнего витка винта 5. Для прижима 27
требителю 26, т.е. когда датчик 25 фиксирует отсутствие деталей в нижней части участка 23, сигналом от датчика 25 включается привод 19 и распределительный лоток 18 перекрывает транспортный канал 9, открывая путь деталям через дополнительное окно 17 выдачи деталей во входное окно 21 канала 20.
45
55
Детали заполняют к.анал 20 на участке 23 и выдаются при этом также через выходное окно 22 потребителю 26. Но так как производительность выдачи деталей генератором 4 больше, чем производительность потребителя 26, участок 23 заполняется деталями до датчика 24, который после выдержки времени дает сигнал на привод 19, переключающий распределительный лоток 18 в первоначальное положение. При этом детали начинают движение по каналу 9 к потребителю 35, в лоток которого выдаются через окно 10 выдачи.
Механизм поштучной подачи работает сле дующим образом.
Детали, проходя по питающему каналу 3, упираются в плоскость диска 30. При этом последующие детали отсекаются прижимом 27, который управляется кулачком 28, обеспечивающим проход детали мимо прижима на некоторую часть времени оборота винта 5, в остальное время оборота iприжим 27 блокирует проход детали на диск 30. Деталь, опертая на плоскость диска 30 при его повороте, вместе с винтом 5 оказывается над тангенциальным пазом 31, через который она плавно, опираясь на верхний виток винта 5, опускается за время одного оборота винта 5 в ячейку 6 и далее, проходя по продольному направляющему каналу 7, выталкивается в транспортный канал 9 торцовой частью 8 винта 5.
10
15
2
и диска 30 на канале 3 выполнены пазы 33 и 34. Окно 10 выдачи транспортного канала 9 стыкуется с вторым потребителем 35.
Работа системы дистанционного транспортирования и распределения осуществляется следующим образом.
Изделия (детали), ориентируемые из навала в бункере приспособления 1, подаются гравитационным лотком 2 в питающий канал 3 генератора 4. Механизм 11 поштучной подачи обеспечивает поштучную выдачу деталей в ячейки 6 винта 5, которые передвигаются витками винта 5 в канале 7 и затем выталкиваются торцовой частью 8 винта 5 в транспортный канал 9 по протяженной трассе 12 с горизонтальным 13 и вертикальным 14 участками и транспортируются к участку 15 распределения с комплексом 16 выгрузки.
Комплекс 16 и участок 15 распределе работают следующим образом, При необходимости подачи деталей к потребителю 26, т.е. когда датчик 25 фиксирует отсутствие деталей в нижней части участка 23, сигналом от датчика 25 включается привод 19 и распределительный лоток 18 перекрывает транспортный канал 9, открывая путь деталям через дополнительное окно 17 выдачи деталей во входное окно 21 канала 20.
5
0
0
0
5
5
Детали заполняют к.анал 20 на участке 23 и выдаются при этом также через выходное окно 22 потребителю 26. Но так как производительность выдачи деталей генератором 4 больше, чем производительность потребителя 26, участок 23 заполняется деталями до датчика 24, который после выдержки времени дает сигнал на привод 19, переключающий распределительный лоток 18 в первоначальное положение. При этом детали начинают движение по каналу 9 к потребителю 35, в лоток которого выдаются через окно 10 выдачи.
Механизм поштучной подачи работает следующим образом.
Детали, проходя по питающему каналу 3, упираются в плоскость диска 30. При этом последующие детали отсекаются прижимом 27, который управляется кулачком 28, обеспечивающим проход детали мимо прижима на некоторую часть времени оборота винта 5, в остальное время оборота iприжим 27 блокирует проход детали на диск 30. Деталь, опертая на плоскость диска 30 при его повороте, вместе с винтом 5 оказывается над тангенциальным пазом 31, через который она плавно, опираясь на верхний виток винта 5, опускается за время одного оборота винта 5 в ячейку 6 и далее, проходя по продольному направляющему каналу 7, выталкивается в транспортный канал 9 торцовой частью 8 винта 5.
Детали по каналу 9 направляются вниз, чтобы трасса 12 прошла над полом цеха и не загромождала пространство.
Применение изобретения позволит повысить эффективность транспортирования и распределения штучных деталей, так как обеспечивается транспортирование деталей по пространственной трассе на дистанцию в десятки метров с высотой подъема более десяти метров. При этом трасса может проходить под полом или вдоль стен цеха, не загромождая пространства.
Формула изобретения
1. Система дистанционного транспортирования и распределения штучных изделий, включающая бункерное ориентирующее приспособление, связанное самотечным гравитационным лотком ориентированной подачи с питающим каналом генератора движения в виде винта с продольным направляющим каналом и расположенным за торцом винта подающим транспортным каналом с окном выдачи деталей, отличающаяся тем, что, с целью повышения эфс|:)ек- тивности транспортирования, питающий канал снабжен синхронизированным с винтом генератора Механизмом поштучной подачи в межвитковые ячейки винта, а подающий транспортный канал выполнен в виде проО
тяженнои с горизонтальными и вертикальными участками лотковой трассы.
2.Система по п. 1, отличающаяся тем, что лотковая трасса подающего транспортного канала имеет дополнительное окно выачи деталей и участок распределения по меньшей мере с одним комплексом выгрузки, выполненным в виде распределительного лотка с приводом и канала с датчиками наличия деталей и входного и выходного окон, причем входное окно установлено с возможностью состыковки с дополнительным окном выдачи деталей, а выходное - с потребителем.
3.Система по пп. 1 и 2, отличаю- щаяся тем, что питающий канал установлен на одной линии с направляющим каналом, а ось винта расположена вертикально.
4.Система по пп. 1-3, отличающаяся тем, что механизм поштучной подачи дета0 лей выполнен в виде подпружиненного прижима и кинематически сопряженного с ним поворотного кулачка, закрепленного на валу винта, и снабжен закрепленным соосно винту поворотным диском с тангенциальным паг зом, причем на питающем канале выполнены пазы, в одном из которых размещен прижим, а в другом - диск, при этом тангенциальный паз в диске расположен относительно винта над торцовой частью верхнего витка винта.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство дистанционного транспортирования штучных изделий | 1986 |
|
SU1444244A1 |
| Винтовое транспортирующее устройство | 1984 |
|
SU1537620A1 |
| Скребковый конвейер для цилиндрических деталей | 1980 |
|
SU996298A1 |
| Устройство для поштучной выдачи деталей | 1976 |
|
SU578181A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| Загрузочно-ориентирующее устройство | 1983 |
|
SU1562253A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ОРИЕНТАЦИИ ИЗДЕЛИЙ | 1991 |
|
RU2015092C1 |
| Устройство для ориентированной выдачи деталей | 1983 |
|
SU1232457A1 |
| Бункерное загрузочное устройство | 1979 |
|
SU878494A2 |
Изобретение относится к подъемно- транспортному машиностроению. Цель - повышение эффективности транспортирования. Система включает бункерное ориентируюшее приспособление 1, связанное самотечным гравитационным лотком 2 с питаюшим каналом (К) 3 генератора 4 движения. Генератор 4 выполнен в виде имеющего вертикальную ось винта (В) 5 с межвитко- выми ячейками 6 и продольным направляю- ш,им К 7. К 3 и К 7 расположены на одной линии. На К 3 установлен синхронизированный с В 5 механизм 11 поштучной подачи деталей в ячейки 6. Механизм 11 выполнен в виде подпружиненного прижима, кинематически сопряженного с поворотным кулачком, и соосного с В 5 диска с тангенциальным пазом. Кулачок и диск закреплены на валу В 5. ГТаз в диске расположен относительно В 5 под торцовой частью его верхнего витка. За торцом 8 В 5 расположен подающий транспортный К 9 с окном 10 выдачи деталей. К 9 выполнен в виде протяженной лотковой трассы 12 с вертикальными 14 и горизонтальными 13 участками. Трасса 12 имеет дополнительное окно 17 выдачи деталей и участок распределения 15 с комплексом 16 выгрузки. Выполнен комплекс 16 в виде распределительного лотка 18 с приводом 19 и К 20 с датчиками 25 и 24 и входным 21 и выходным 22 окнами. Окно 21 стыкуется с окном 17, а окно 22 - с потребителем 26. Проходя по К 3, деталь упирается в диск, В 5 поворачивается и деталь спускается через паз диска в ячейку 6. Датчиками 25 и 24 регулируется положение лотка 18, который перекрывает или открывает К 9. Через него детали поступают к окну 17 или 10 соответственно. 3 з.п. ф-лы, 4 ил. J5 ш (Л со сд о о оо ел
Фи.г
32
Фиг.
| Механизм транспортирования деталей | 1979 |
|
SU772947A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
