Изготовление винтов с прогрессивно увеличивающимся шагом вызывает необходимость иодавать часть механизма станка или машины не равномерно, а постепенно увеличивая или уменьшая скорость перемещенпя ее, не изменяя темпа работы всей машины в целом. Употребляются такие винты в оборудовании целого ряда производств, как, например, хлопчатобумажном, в производстве механической обуви и др. Изготовление их на обыкновенном токарном станке, без ирименения особых механизмов, совершенно невозможно. Винты с увеличивающимся шагом преимущественно имеют крупную нарезку, при чем увеличение шага у таких винтов должно происходить с начала первой нитки нарезки и развернутая винтовая линия одной нитки такой нарезки не будет представлять собою прямую, как мы имеем у обыкновенной нарезки, а будет кривой, изогнутой по направлению хода нарезки, так как при изготовлении винтов с прогрессивно увеличивающимся шагом резец, выбирающий канавку на цилиндре яри вращении последнего с неизменяемой скоростью, перемещается с скоростью прогрессивно увеличивающейся.
Предлагаемое изобретение, представленпое на чертеже, предназначается для изготовления винтов и спиралей на дисках, с прогрессивно увеличивающимся шагом.
Предлагаемое приспособление с некоторыми изменениями может быть придано фрезерному станку, что даст возможность фрезеровать изделия не со спиральными искривлениями плоскостей, как, например, у судовых гребиых винтов, а с требуемым увеличением шага.
Чтобы резец, производящий нарезку на изделии (на диске или цилиндре), мог при неизменяемой скорости вращения последнего перемещаться вместе с кареткой токарного станка с увеличивающейся скоростью, необходимо винт станка, ведущий каретку, заставить вращаться со все увеличивающейся скоростью, каковое условие выполняется предлагаемым механизмом.
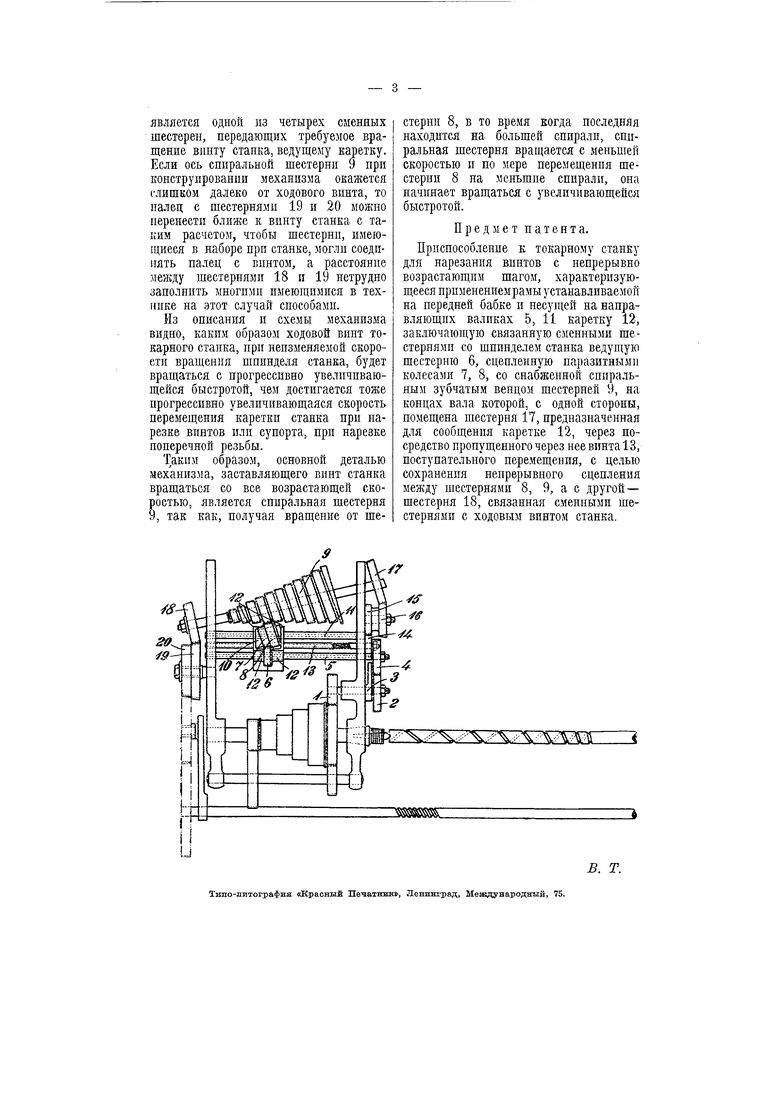
Приспособление составляет одно целое с передней бабкой станка, при чем перебор, обычно расположенный на задней стороне бабки, должен быть расноложен со стороны токаря. Ох большой шестерни перебора, насаженной на шниндель станка, получает вращение постоянная шестерня 1, передающая далее вращение, при иомощи оси, проходящей через раму механизма, переменной шестерне 2, сидящей на другом конце оси.
Между рамой и шестерней 2 помещена гитара 3, на палец которой (на схеме не указан) насажены две переменные шестерни, одна из которых сцепляется с шестерней 2, а другая с переменной шестерней 4, насаженной на валик 5, которая его и вращает. Таким образом, ири помощи четырех переменных шестерен 2-4, создается возможность делать различные отношения между скоростями вращения шпинделя стайка и валика 5. Вместе с валиком 5 вращается коническая шестерня 6, насаженная на шпонку. Она должна во время вращения валика 5 перемещаться по нему от одной рамы механизма к другой. С ней сцепляется парная шестерня, состоящая из конической 7, непосредственно сцепляющейся с ней и цилиндрнческой 8, ведущей спиральную шестерню 9. Шестерни 7 и 8, скрепленные между собой, вращаются на втулке 10, насаженной на валик 11. Валик 11 неподвижно закреиляется Б рамах механизма и служит лишь для направления насаженной на него втулки 10. Последняя сидит на шпонке. Она не вращается, а лишь перемещается на всю длину валика 11 вместе с шестернями 7 и 8, вращающимися на ней.
Цилиндрическая шестерня 8 приводит во вращение спиральную шестерню 9, а так как зуб иоследией имеет поверхность цилиндрическую, иараллельную оси, а ось должна принять такое положение, при котором все спирали ее должны находиться на равном расстоянии от валика 11, то поверхность втулки 10 должна находиться под таким углом к ее каналу, под каким расположена ось спиральной шестерни ио отношению к валику 11. Таким образом, коническая шестерня 7, получая вращение от конической шестерни 6, передает вращение скрепленной с ней цилиндрической шестерне 8, а последняя в свою очередь
вращает спиральную шестерню 9. Но так как при вращении спиральиой шестерни 9, нри каждом обороте зубья ее отходят в сторону на расстояние, равное шагу сиирали шестерни, то и все шестерни, приводящие ее во врашение 6, 7, 8, должны перемещаться вместе с зубьями ее.
Это достигается следующим образом; шестерни 7 и 8 вместе со втулкой 10 и шестерня 6 заключаются в коробку
12,которая обхватывает также и валики 5 и 11, служащие ей напрявляющими. Выше валиков 5 и 7, параллельно им, в коробке 12, должна быть дыра с нарезкой, в которую вводится винт
13,вращающийся в рамах механизма. На конце винта сидит на шпонке цилиндрическая шестерня 14, получающая вращение от цилиндрической шестерни 15, сидящей на пальце, укрепленном в раме механизма, на одной втулке со шпонкой с конической шестерней 16, вpaщaюи eйcя от конической шестерни 17, укрепленной на оси спиральной шестерни 9. Предполагая, что шаг спиральной шестерни 9, т.-е. длина ее зуба и ширина канавки, необходимой для выхода резца при ее изготовлении, будет иметь полтора дюйма, необходимо ири одном иовороте ее заставить коробку 12, вместе с шестернями 6, 7 и 8, пройти тоже полтора дюйма для того, чтобы зубья шестерни 8 всею своею длиною во время работы механизма вращали сииральиую шестерню 9. Для достижения этого шестерня 17, ири одинаковом количестве зубьев у шестерен 15 и 16, должна иметь зубьев в 3 раза больше, чем шестерня 14, а шаг винта 13 должен быть в полдюйма (четыре нитки) на один дюйм в два захода. Тогда, при одном обороте спиральной шестерпи 9, шестерня 17 повернется один раз, шестерня 14-три раза, а винт 12, имея шаг в иолдюйма, протащпт коробку 12 иа полтора дюйма и, таким образом, шестерни б, 7 и 8 будут перемещаться на всю длину спиральной шестерни 9. На другом конце оси спиральной шестерни 9 сидит коническая шестерня 18, вращающая шестерню 19, сидящую с цилиндрической шестерней 20 на пальце, закрепленном в раме механизма па одной втулке со шпонкой. Носледпяя