Предлагаемое изобретение предназначено для сварочных работ.
Известны устройства для сборки и сварки кольцевых стыков, содержащие устройство для формирования обратной стороны шва с приводом от рабочих органов устройства для сборки или с индивидуальными приводами 1.
Однако плотность прилегага1я устройства для формирования обратной сторонь шва по всему периметру тонкостенных обечаек большого диаметра неодинакова.
Особенно это проявляется при использовании устройств для формирования обратных швов, выполненньтх из меди.
Наличие большого количества зазоров между устройствами для формирования обрат кого шва резко ухудшает качество сварки, так как в них обратный валик не формируется.
Известно устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва, содержащее корпус с двумя р5щами центрируюших жимков, между которыми расположе}ю формирующее устройство, выполненное в виде отдельных элемен-. тов, снабжеш1ых приводом их разжатия цЗТ.
Однако это устройство не обеспечивает равномерного прилегашш форм5фующих элементов к внутрешшй поверхности кольцевого стыка по BceNiy его периметру при отклоне1ши его геометрии от правильной окружности.
С целью устранения этого недостатка в предлагаемом устройстве гфтгоод разжатая формирующих элементов выполнен в виде поворотного кольца, Снабженного шарннрно установленными на нем рычагами, на свободщ 1х концах которых установлены штьфи, взаимодействующие с формирующими элементами, а на корпусе неподвижно , закреплены пружию1ые оси, входшдие в продольные пазы, выполненные в рычагах.
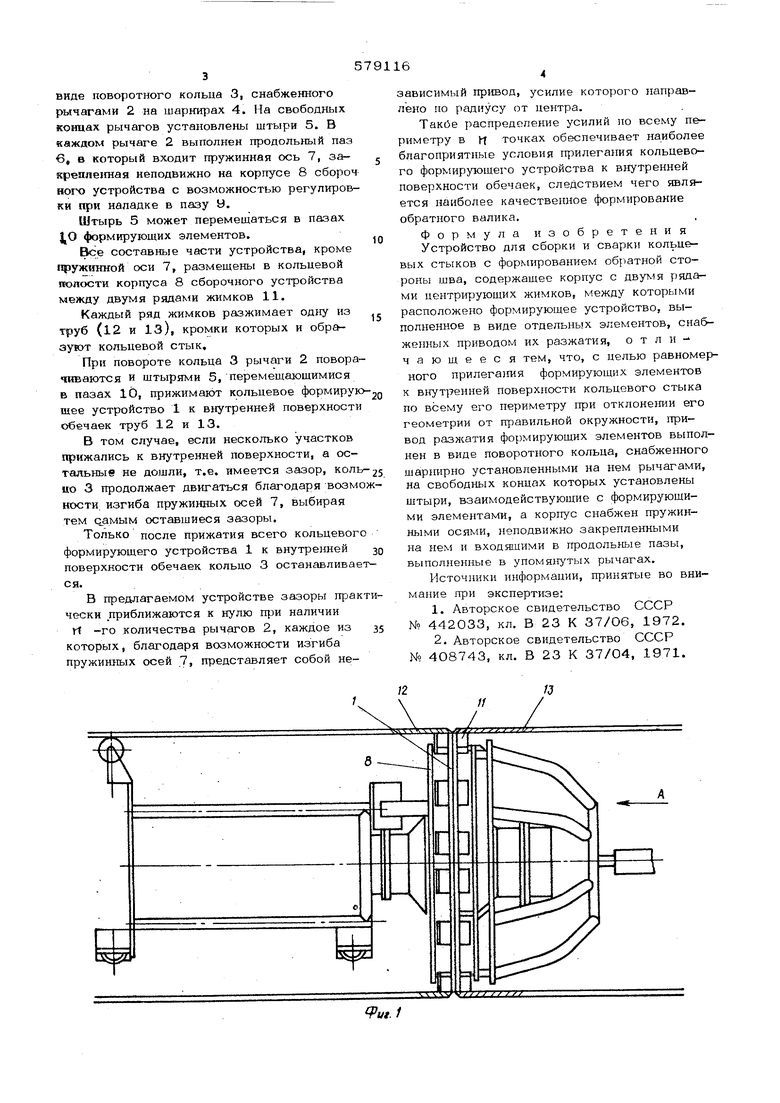
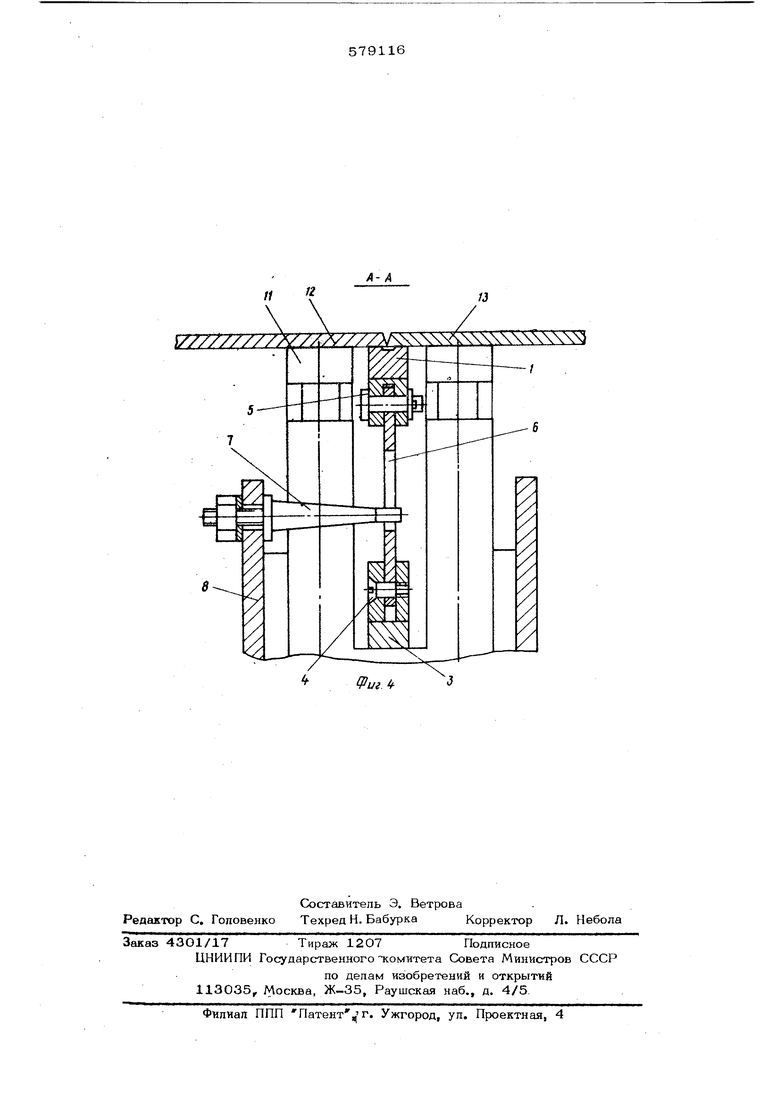
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид по стрелке А фиг. на фиг. 3 - узел X фиг. 2; на фиг. 4 сёчеш1е А- фиг. 3.
Кольцевое формирующее устройство 1 состоит из отделыштх элементов и разиоложено соосно с приводом, выполненным в виде поворотного кольца 3, снабженного рычагами 2 на шарнирах 4. На свободных концах рычагов установлены штыри 5. В каждом рычаге 2 выполнен продольный паз 6, в который входит пружинная ось 7, закреяле1гаая неподвижно на корпусе 8 сбором него устройства с возможностью регулиров ки при наладке в пазу У. Штырь 5 может перемещаться в пазах О формирующих элементов. Все составные части устройства, кроме пружинной оси 7, размещены в кольцевой полости корпуса 8 сборочного устройства между двумя рядами жимков 11, Каждый ряд жимков разжимает одну из труб (12 и 13), кромки которых и образуют кольцевой стык, При повороте кольца 3 рычаги 2 повора чиваются и штырями 5, перемещающимися в пазах 10, прижимают кольцевое формиру шее устройство 1 к внутренней поверхност обечаек труб 12 и 13. В том случае, если несколько участков прижались к внутренней поверхности, а остальные не дошли, т.е. имеется зазор, кол цо 3 продолжает двигаться благодаря возм ности, изгиба пружинных осей 7, выбирая тем самым оставшиеся зазоры. Только после прижатия всего кольцевог формирующего устройства 1 к внутренней поверхности обечаек кольцо 3 останавливае ся. В предлагаемом устройстве зазоры прак чески .приближаются к нулю при наличии г( -го количества рычагов 2, каждое из которых, благодаря возможности изгиба пружинных осей 7, представляет собой независимый привод, усилие которого направлено по радиусу от центра. Такие распределение усилий по всему периметру в к точках обеспечивает наиболее благоприятные условия прилегания кольцевого формирующего устройства к внутренней поверхности обечаек, следствием чего является наиболее качественное формирование обратного валика. Формула изобретения Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва, содержащее корпус с двумя рядами центр1фующих жимков, между которыми расположено формирующее устройство, выполненное в виде отдельных элементов, снабженных приводом их разжатия, о т л н чающееся тем, что, с целью равномерного прилега1гая формирующих элементов к внутренней поверхности кольцевого стыка по всему его периметру при отклонении его геометрии от правильной окружности, привод разжатия формирующих элементов выполнен в виде поворотного кольца, снабженного шарнирно установленными на нем рычагами, на свободных концах которых установлены штыри, взаимодействующие с формирующими элементами, а корпус снабжен пружинными осями, неподвижно закрепленными на нем и входящими в продольные пазы, выполненные в упомянутых рычагах. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 442033, кл, В 23 К 37/О6, 1972. 2.Авторское свидетельство СССР № 408743, кл. В 23 К 37/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1983 |
|
SU1281363A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
| Устройство для сборки и формирования обратной стороны кольцевых стыков | 1987 |
|
SU1530386A2 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1972 |
|
SU442033A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Устройство для сборки под сварку изделий кольцевой формы | 1980 |
|
SU948594A1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Устройство для формирования обратной стороны шва | 1978 |
|
SU774889A1 |

iO
fPut J
II
/J
жччччуСчччччучччччх
.
