(54) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ С ФОРМИРОВАНИЕМ ОБРАТНОЙ СТОРОНЫ ШВА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1975 |
|
SU579116A1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1984 |
|
SU1235688A1 |
| Устройство для формирования обратной стороны шва при сварке изделий | 1979 |
|
SU872156A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Устройство для сборки под сварку кольцевых стыков и формирования обратной стороны швов | 1981 |
|
SU1039680A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| Устройство для формирования кольцевых сварных швов | 1989 |
|
SU1779521A1 |

1
Изобретение относится к оборудованию для сварки кольпевых стыков труб и других цилиндрических изделий и предназначено для удержания металла сварочной ванны от протекания в зазор между свариваемыми эле- 5 ментами, а при односторонней сварке с полным проплавлением кромок - для формирования обратного валика шва.
Известно устройство для сборки и сварки кольцевых стыков с формированием обратной jo стороны шва, выполненное в виде двух незамкнутых колец, укрепленных на штоках механизма разжатия и снабженных замыкающими элементами.
Предложенное устройство нозволяет повы- 15 сить производительность труда благодаря тому, что на одном из штоков укреплен подпружиненный относительно этого штока ролик, взаимодействуюший с поверхностью криволипейного паза, предусмотренного в замыкаю- 9о шем элементе, причем последний шарнирно соединен с одним концом кольца.
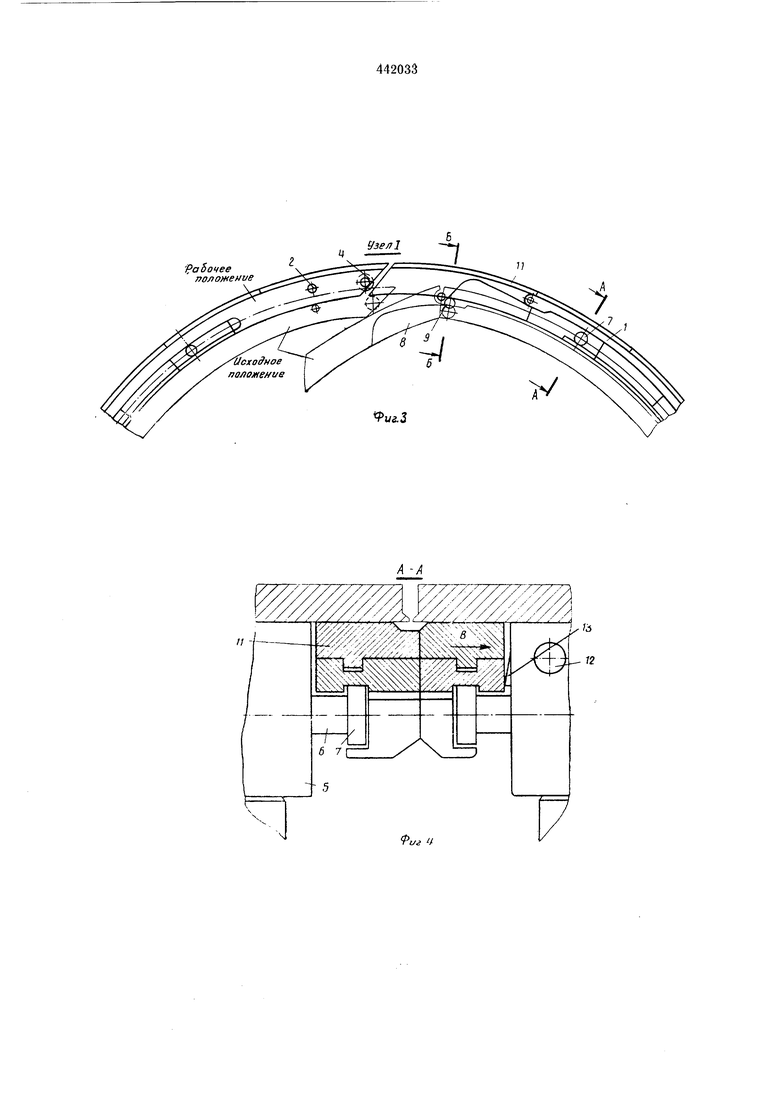
На фиг. 1 изображено предлагаемое устройство, обший вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - узел 1 на фиг. 2; на фиг. 4- 25 разрез по А-А на фиг. 3; на фиг. 5 - разрез но Б-Б на фиг. 3; на фиг. 6 - вид по срелке В на фиг. 4; на фиг. 7 - разрез по Г-Г на иг. 6.
Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва состоит из двух незамкнутых колец 1, каждое из которых в месте разъема одним концом жестко крепится пальцами 2 к штоку 3. На скошенном торце разъема этого же конца находится ролик 4, выступающий за поверхность торца. Остальные штоки 5 имеют пальцы 6 с роликами 7, которые размещены в кольцевых пазах каждого кольца 1.
На свободных концах незамкнутых колец 1 шарппрно крепится злмыкающнй элемент 8, имеющий фигурный наз, в котором размещается ролик 9, закрепленный на штоке 10 и подпружиненный относительно него. Шток 10 находится рядом со штоком 3.
В наружную новерхность замыкающего элемента 8 упирается ролик 4.
На каждом унругом кольце 1 крепятся легкосъемные медные пластнны 11. Прилегающие стороны правых н левых пластин имеют проточку и скос, которые при размещении пластин в одной плоскости образуют канавку для формирования обратной стороны шва.
Во всех штоках правого ряда имеются пазы, в которых на осях 12 крепятся пружинные сухарики 13.
Устройство для сборки и сварки работает следуюшим образом.
При разжатии левого ряда штоков упругое кольцо 1 под действием роликов 7 начинает разгибаться и в рабочем положении принимает форму собираемого под сварку изделия. При этом периметр кольца в рабочем положении увеличивается по сравнению с исходным, образуется зазор между крайними точками кольца, в который ролик 9, перемещаясь по фигурному пазу, вдвигает замыкающий элемент 8. При этом наружная поверхность элемента 8 обкатывается по ролику 4, размещенному в неподвижном закрепленном пальцем 2 торце кольца 1. Ввиду того, что ролик 9 подпружинен, замыкающий элемент 8 плотно прижимается к собираемому изделию.
При разжатии правого ряда штоков аналогично работает другое упругое кольцо. В этом случае добавляется следующее: при достижении правым рядом штоков собираемого под сварку изделия пружинные сухарики 13 поворачиваются на осях 12, утапливаясь в шток, другой конец при этом давит на правое кольцо 1, плотно прижимая его к левому.
Ввиду того, что сухарики 13 размещены во всех штоках правого ряда, прижатие происходит по всему периметру описываемого устройства.
После завершения процесса сборки и сварки, при возврате в исходное положение штоки обоих рядов начинают сходиться к центру, периметр устройства уменьшается под действием
роликов 7. Ролик 4 накатывается на скошенный торец замыкающего элемента 8 и утапливает его. При этом от свободного падения внутрь замыкающий элемент 8 удерживается подпружиненным роликом 9, который катится по фигурному пазу, а при возвращении устройства в исходное положение выходит из замыкающего элемента.
В начале возврата в исходное положение сухарики 13 поворачиваются на осях 12 и перестают сжимать кольца 1 между собой. При этом зазоры между кольцами восстанавливаются, и создается возможность перемещения одного кольца относительно другого.
Предмет изобретения
Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва, выполненное в виде двух незамкнутых колец, укрепленных на штоках механизма разжатия и снабженных замыкающими элементами, отличающееся тем, что, с целью повышения производительности за счет автоматического перекрытия разъема каждого кольца замыкающим элементом, на одном из штоков укреплен подпружиненный относительно этого штока ролик, взаимодействуюший с поверхностью криволинейного паза, предусмотренного в замыкаюшем элементе, причем последний шарнирно соединен с одним концом кольца.
рабочее поло кение
Риг f
Г -f
/312
ФугЛ
