К)
Изобретение относится к сварке, а именно к конструкции устройств для удержания расплавленного металла сварочной ванны и формирования обратной стороны шва при односторонней сварке, а также для центрирования и сборки цилиндрических изделий, и может быть использовано в различных отраслях машиностроения при изготовлении деталей типа обечаек и является усовершенствованием устройства по авт. св. (Р 1310154.
Цель изобретения - расширение технологических возможностей.
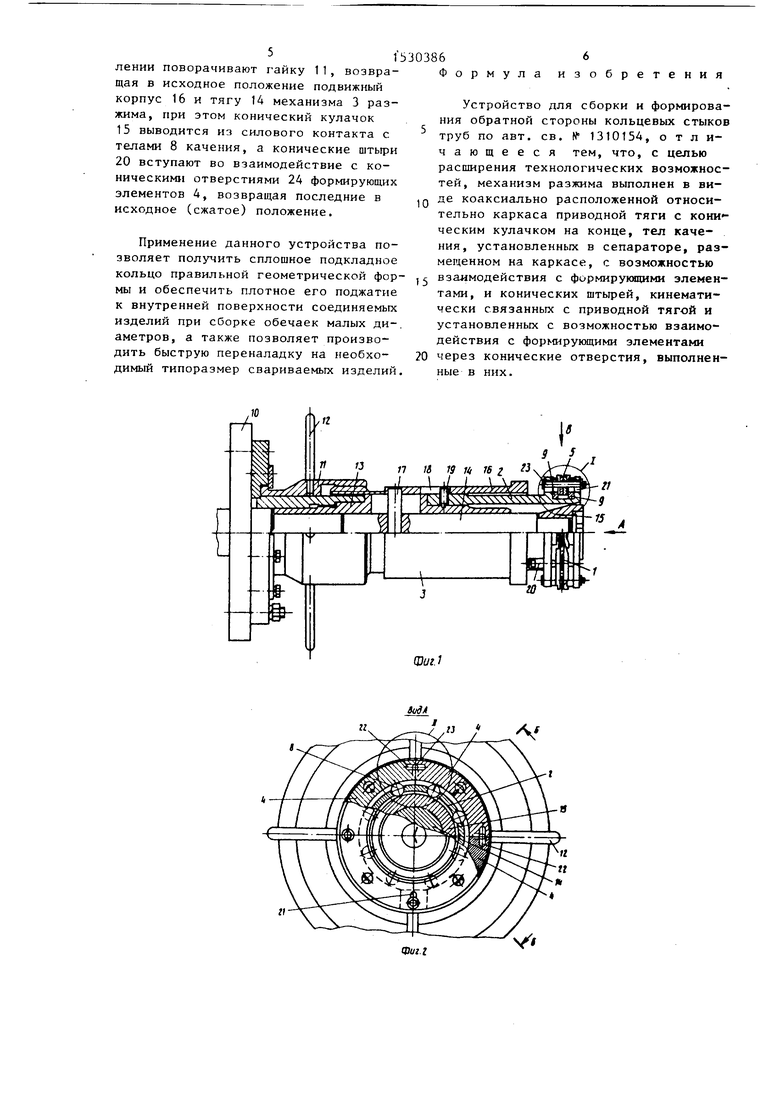
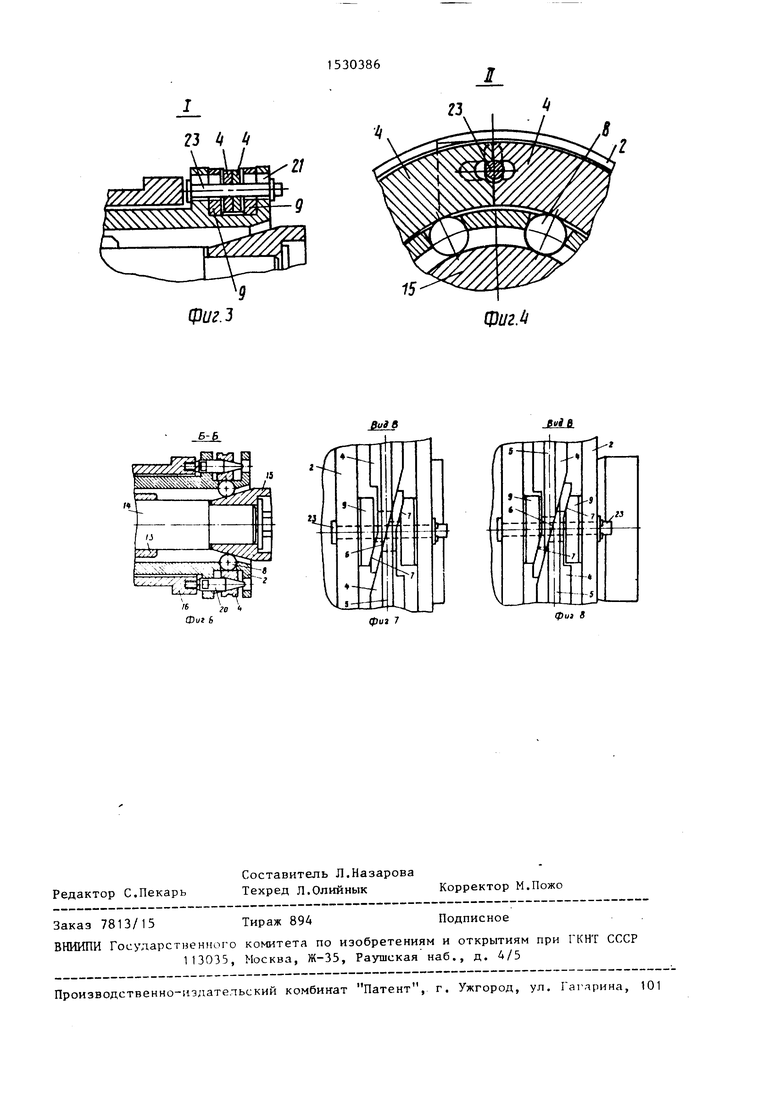
На фиг.1 изображено устройство, формирующие элементы в рабочем (разжатом) положении, общий вид; на фиг,2 - вид А на фиг.15 на фиг.З - соединение каркаса и подкладного кольца (узел I на фиг.1), формирую- цие элементы в нерабочем (сжатом) положении; на фиг.4 - размещение пазов (узел II на фиг.2), формирующие элементы в нерабочем положении; на фиг.З и 6 - соединение формирукндих элементов с механизмом разжима (разрез Б-Б на фиг.2) в рабочем положени соответственно; на фиг.7 и 8 - узел сопряжения формирующих элементов (ви В на фиг.1) в рабочем и нерабочем положении соответственно.
Устройство содержит подкладное кольцо 1, каркас 2 и механизм 3 разжима.
Подкладное кольцо 1 состоит из четного числа формирующих элементов 4, имеющих формообразующую канавку 5 Концы формирующих элементов 4 взаимодействуют между собой по плоскостям 6 скольжения с На этих же концах выполнены также скосы 7, параллельные указанным плоскостям.
В месте расположения формирующих элементов 4 каркас 2 выполнен в виде сепаратора, в котором размещены тела 8 качения (фиГоЗ и 6), и на каркасе закреплены прижимные планки 9, рабочие поверхности которых, обращенные к формующим элементам 4, параллельным скосам 7 (фиг.1,7 и 8).
Механизм 3 разжима состоит из основания 10, на котором крепится гайка 1 1 с рукоятками 12, неподвижного корпуса 13, тяги 14 с закрепленным на ней коническим кулачком 13 и подвижного корпуса 16. Тяга 14 связана с подвижным корпусом 16 штифтом 17. В подвижном корпусе 16 имеются пазы
10
20
25
Q 3303864
18, в которых размещаются винты 19, фиксирующие на механизме разжима каркас 2. На подвижном корпусе 16 имеются также конические штыри 20.
В прижимных планках 9 каркаса 2 и на концах формирующих элементов 4 подкладного кольца 1 выполнены взаимно перпендикулярные пазы 21 и 22, в которых размещаются направляющие штыри 23, соединяющие подкладное кольцо 1 с каркасом 2.
В формирующих элементах 4 выполнены конические отверстия 24, нзаимо- г действующие со штырями 20, которые соединяют подкладное кольцо 1 с механизмом 3 разжима.
Каркас 2 с размещенным в нем подкладным кольцом 1 выполнен сменным для каждого типоразмера свариваемых обечаек,
Устройство работает следующим образом.
На механизм 3 разжима устанавливается каркас 2 с подкладным кольцом 1, соответствующим диаметру свариваемых обечаек. Каркас 2 фиксируется винтами 19.
Исходное положение устройства - формирующие элементы 4 подкладного кольца 1 в сжатом положении.
В исходном положении устройство вводится в предварительно установленные свариваемые обечайки (механизм перемещения устройства не показан) и устанавливается так, чтобы ось формообразующей канавки 5 совместилась с плоскостью свариваемых торцов обечаек.
35
Рукоятками 12 поворачивают гайку 11, перемещая подвижный корпус 16 и тягу механизма 3 разжима, при этом конические штыри 20 выходят из взаимодействия с коническими отверстиями 24 формирующих элементов 4,-а конический кулачок 13 вступает в силовой контакт с телами 8 качения и передает усилие разжима формирующим элементам 4, которые под действием этого усилия расходятся, плотно прилегая к внутренней поверхности обечаек, принимая форму правильного кольца, придавая эту же форму свариваемым кромкам обечаек. Производят сварку кольцевого шва по стыку кромок обечаек.
По окончании процесса сварки вращением рукояток 12 в обратном направлении поворачивают гайку 11, возвращая в исходное положение подвижный корпус 16 и тягу 14 механизма 3 разжима, при этом конический кулачок 15 выводится из силового контакта с телами 8 качения, а конические штыри 20 вступают во взаимодействие с коническими отверстиями 24 формируюошх элементов 4, возвращая последние в исходное (сжатое) положение.
Применение данного устройства позволяет получить сплошное подкладное кольцо правильной геометрической формы и обеспечить плотное его поджатие к внутренней поверхности соединяемых изделий при сборке обечаек малых ди-. аметров, а также позволяет производить быструю переналадку на необходимый типоразмер свариваемых изделий.
Формула
и
6
3 о
бретения
Устройство для сборки и формирования обратной стороны кольцевых стыков труб по авт. св. № 1310154, отличающееся тем, что, с целью расширения технологических возможностей, механизм разжима выполнен в виде коаксиально расположенной относительно каркаса приводной тяги с ческим кулачком на конце, тел качения, установленных в сепараторе, размещенном на каркасе, с возможностью взаимодействия с формирующими элементами, и конических щтьгрей, кинематически связанных с приводной тягой и установленных с возможностью взаимодействия с фop иpyющими элементами через конические отверстия, выполненные в них.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формирования обратной стороны кольцевых стыков | 1985 |
|
SU1310154A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| Устройство для сборки и сварки обечаек из сегментов | 1976 |
|
SU574296A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Устройство для сборки под сварку кольцевых швов | 1987 |
|
SU1472202A1 |
| РАЗЖИМНОЕ ПОДКЛАДНОЕ КОЛЬЦО ДЛЯ СБОРКИ И СВАРКИ | 1972 |
|
SU423595A1 |
Изобретение относится к сварке, а именно к конструкции устройств для удержания расплавленного металла сварочной ванны и формирования обратной стороны шва, и может быть использовано в различных отраслях машиностроения. Цель изобретения - расширение технологических возможностей. Устройство содержит корпус 16, привод механизма разжима и каркас 2, в котором размещено четное число формирующих элементов 4, образующих подкладное кольцо. Каркас 2 выполнен в виде сепаратора с размещенными в нем телами качения 8. Корпус 16 снабжен коническими штырями 20, а формирующие элементы 4 - коническими отверстиями. Приводная тяга механизма разжима снабжена коническим кулачком 15, установленным с возможностью контакта через тела качения 8 с формирующими элементами 4. Устройство позволяет получить сплошное подкладное кольцо правильной геометрической формы и обеспечить плотное его поджатие к внутренней поверхности соединяемых деталей при сборке и сварке обечаек малых диаметров. 8 ил.
, 0
(Dui.J
Фиг.1
$$$$$$$$
.з
-бгА
tРедактор С.Пекарь
Составитель Л.Назарова Техред Л.Олийнык
Заказ 7813/15
Тираж 894
ВНИИПИ Государстнеиного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
игМ
Вий в
BviB
фиг 7
фи1 8
Корректор М.Пожо
Подписное
| Устройство для сборки и формирования обратной стороны кольцевых стыков | 1985 |
|
SU1310154A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
