(54) УСТРОПСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКАЬЖ
Эта цель достигается тем, что пред ложенное устройство содержит по числу координат управления каждого станка вторые датчики положения и по Кс1Ждой координате управления каждого станка третий датчик положения, cQeдиненный с первым датчиком положения и фазовым дискриминатором данной, координаты того же станка. Вход и выход каждого второго датчика положения соединен с выходом и входом соответственно первого и третьего датчиков положения соответствующей координаты одного станка. Один из входов каждого второго датчика положения подключен к выходу первого датчика положения той же координаты другого станка.
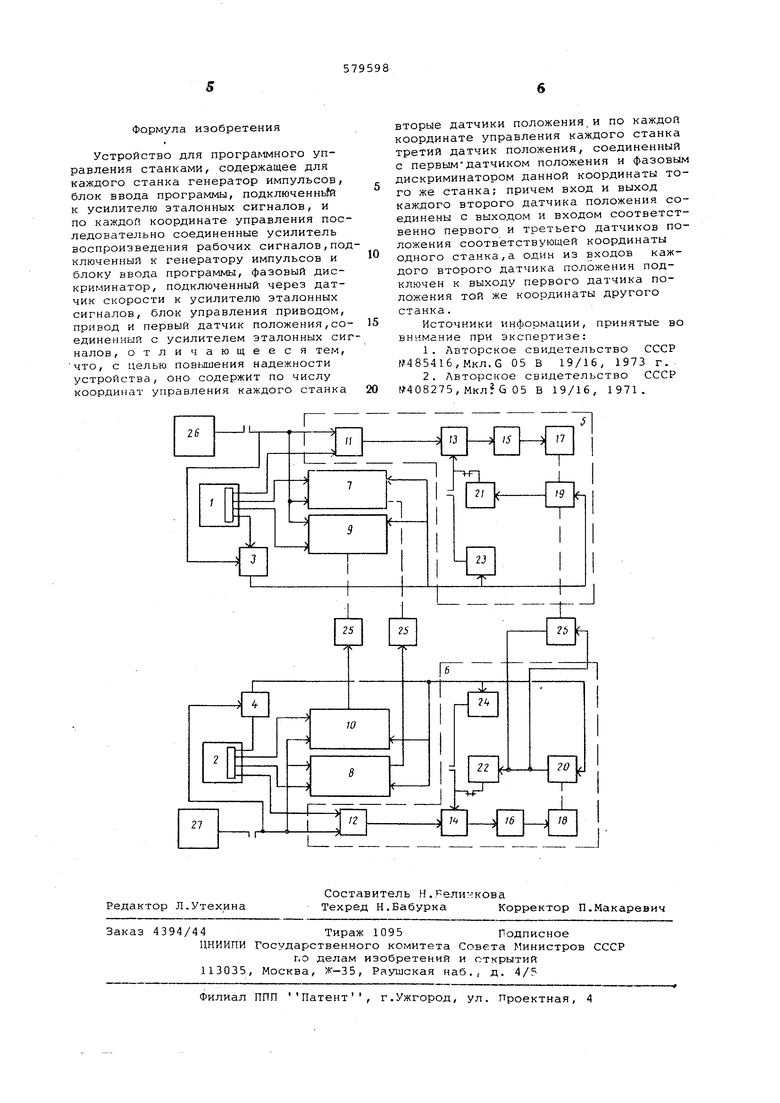
На чертеже дана структурная схема устройства.
Оно содержит блоки ввода программы 1 , 2, усилители эталонных сигналов 3, 4, блоки управления по координате X 5, 6, по координате У 7, 8 и по координате Z 9,10. Блок управления 5 (6) содержит усилитель воспроизведения рабочих сигналов 11 (12) фазовый дискриминатор 13 (14), блок управления 15 (16) приводом, привод 17 (18), первый датчик положения 19 (20) , тpeтиfl датчик положения 21 (22) и датчик скорости 23 (24). Кроме того, устройство содержит вторые датчики положения 25 и генераторы импульсов 26, 27.
Устройство работает следующим образом.
Сигналы с магнитной ленты, установленной на блоке ввода программы 1 ведущего станка, поступают на входы усилителя 3 и первых усилителей блоков управления 5, 7 и 9.
Работа блоков управления аналогична и будет рассмотрена на примере блока управления 5 по координате X.
Поступившие с магнитной ленты эталонный и рабочий сигналы усиливаются усилителями 3 и 11. Затем эталонный сигнал, пройдя электрическую цепь датчиков положения 19, 25, проходит на второй вход дискриминатора 13, а рабочий сигнал после усилителя 11 подается на первый вход дискриминатора 13 .
При наличии фазового рассогласования на выходе дискриминатора 13 выделяется сигнал рассогласования, который, усиливаясь по мощности вторым усилителем блока управления 15 приводом, воздействует на привод 17. Знак сигнала рассогласования, зависит от опережения или отставания paooitejr-c сигнала на дискриминаторе 13 относи- тельно эталонного сигнала. В зависимости от знака сигнала рассогласования привод 17 вращает ходовой винт подачи в ту или другую сторону. При
этом привод 17 через определенную редукцию вращает первый датчик положения 19. Последний, вращаясь, уменьшает и сводит к нулю сигнал фазового рассогласования. С такой же скоростью привод 17 врщает датчик 25, изменяющий фазу эталонного сигнала ведомого станка, рабочий и эталонный сигнал которого генерируется генератором 27.
Такой же как и на ведущем станке сигнал фазового рассогласования между рабочим и эталонным сигналами ведомого станка выделяется дискриминатором 14 и, усиливаясь по мощности вторым усилителем, блока управления 16 приводом, воздействует на привод 1
Таким образом, сигнал рассогласования, записанный на магнитной ленте, обрабатывают приводы 17 и 18 ведущего и ведомого станков одновременно.
При необходимости управления группой больше двух станков с одного пульта управления одним оггератором , каждый предыдущий станок в системе должен служить ведущим последующему.
Ведомый станок отрабатывает все рассогласования ведущего станка независимо от того, по программе или вручную они введены.
При работе ведущего станка вручную подключают генератор 26. 3 этом случае сигнал фазового рассогласования на выходе дискриминатора 13 появляется в результате вращения рукоятки третьего датчика положения 21 или в результате гтоворота на некоторый угол рукоятки датчика скорости 23.
Применение такого устройства позволяет внедрить многостаночное обслуживание программных станков фазовой системы управления, что приводит к повышению производительности труда, к снижению себестоимости изделия, уменьшает потребность предприятия в высококвалифицированных кадрах, а также в несколько раз увеличивает срок службы магнитной ленты (программоносителя) .
Кроме того, одновременная обработк правых и левых деталей приводит к более правильной их симметрии и позволяет обеспечить одинаковый вес правой и левой деталей при обработке вручную, что особенно важно в самолетостроении.
Переключение на ведомом станке координаты Z на координату X или У при водит к элементам объемного фрезерования.
При изменении коэффициента редук0 м..)ддополнительный датчик можно в завис ййтътри от коэффициента редукции одновременно- подобные, но увеличенные или yMefrBt«, детали Формула изобретения Устройство для программного управления станками, содержащее для каждого станка генератор импульсов, блок ввода программы, подключенньГй к усилителю эталонных сигналов, и по каждой координате управления последовательно соединенные усилитель воспроизведения рабочих сигналов,под ключенный к генератору импульсов и блоку ввода программы, фазовый дискриминатор, подключенный через датчик скорости к усилителю эталонных сигналов, блок управления приводом, привод и первый датчик положения,со единенный с усилителем эталонных сиг калов, отличающееся тем, что, с целью повышения надежности устройства, оно содержит по числу координат управления каждого станка вторце датчики положения и по каждой координате управления каждого станка третий датчик положения, соединенный с первымдатчиком положения и фазовьлм дискриминатором данной координаты того же станка; причем вход и выход каждого второго датчика положения соединены с выходом и входом соответственно первого и третьего датчиков положения соответствующей координаты одного станка,а одни из входов каждого второго датчика положения подключен к выходу первого датчика положения той же координаты другого станка. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР 485416,Mкл.G 05 В 19/16, 1973 г. 2.Лвторское свидетельство СССР №408275, 05 В 19/16, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СИНХРОНИЗАЦИИ СТАНКОВ с ФАЗОВОЙ СИСТЕМОЙ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ | 1973 |
|
SU408275A1 |
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Многоканальное устройство для программного управления | 1978 |
|
SU750438A1 |
| УСТРОЙСТВО для ЗАПИСИ НА МАГНИТНУЮ ЛЕНТУ | 1973 |
|
SU399828A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРИВОДАМИ ПОДАЧ ДВУХ ИСПОЛНИТЕЛЬНЫХ ОРГАНОВ РАВНОЗНАЧНЫХ ВЕДУЩИХ КООРДИНАТ ЗУБОДОЛБЕЖНОГО СТАНКА | 1991 |
|
RU2025257C1 |
| СПОСОБ СКАНИРОВАНИЯ ПОВЕРХНОСТЕЙ МОДЕЛИ НА СТАНКЕ С ЧПУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2399476C2 |
| Фазовая система программного управления | 1980 |
|
SU920639A2 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
