i
Изобретение относится к производству строительных элементов, преимущественно арматурт 1х сеток, состовпцих из Двух продолных параллельных стержней, соединенных меду собой поперечными элементами,
Известен способ изготовления арматурных сеток, по которому сначала осуществляют подачу продольных стержней, а затем - поперечных стержней l.
Однако при осуществлении этого способа производственная площадь иэ-за подачи по перечных стержней перпендикулярно продольным стержням используется нерационально;Наибопее близким к изобретению по технической сущности и достигаемому результату является способ сварки .сеток, по которому поперечные элементы подают в плоскости, параллельной продольным стержням, а приварк этих элементов к продольным стержням осуществляют после поворота их перпендикулярно направлению подачи продольных стержней.
Однако данным способом невозмож1ю изготовить изделия, состоящие из двух продольных параллельных стержней, соединенных мехчду собой поперечными элементами, установлетшыми враспор 2.
Целью изобретения является расширение номенклатуры изделий путем изготовления строительных эле1ч ентов с поперечными элементами, установленными враспор ежду продольными стержнями.
Поставленная цель достигается тем, что перед поворотом поперечных элементов перпендикулярно продольным стержням их подают в плоскость соединяемых процопьтгых стержней и в процессе поворота устанавли вают между этими продольными стержнями враспор.
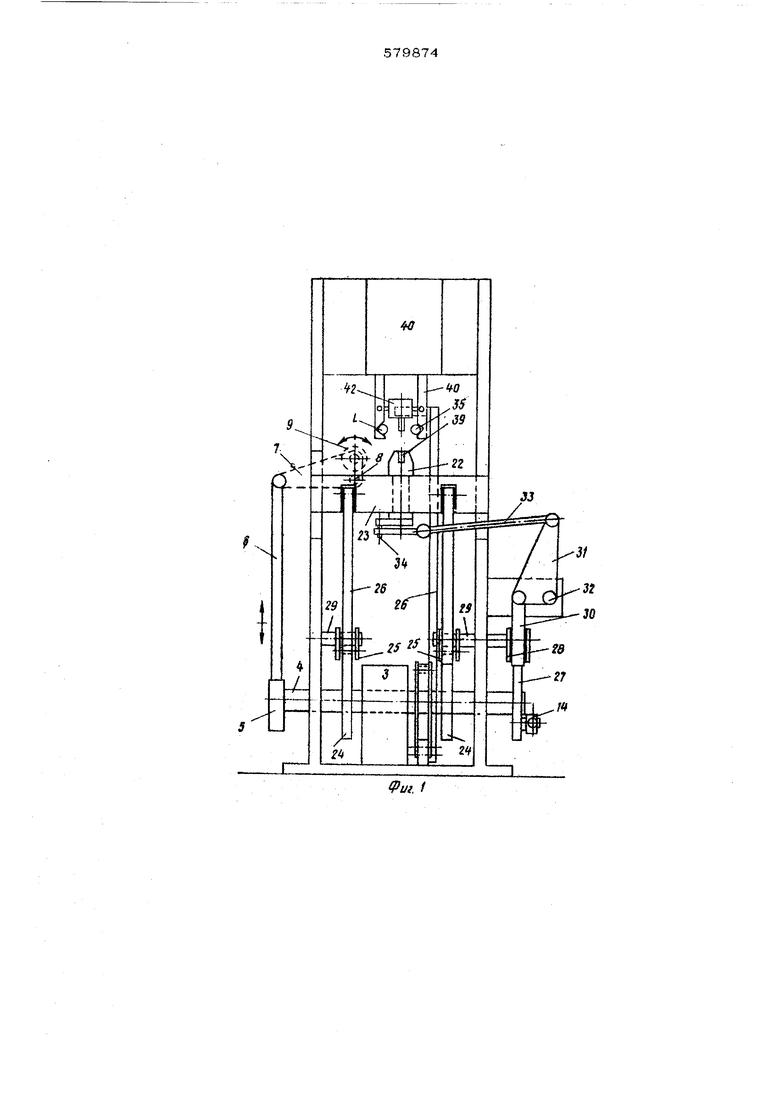
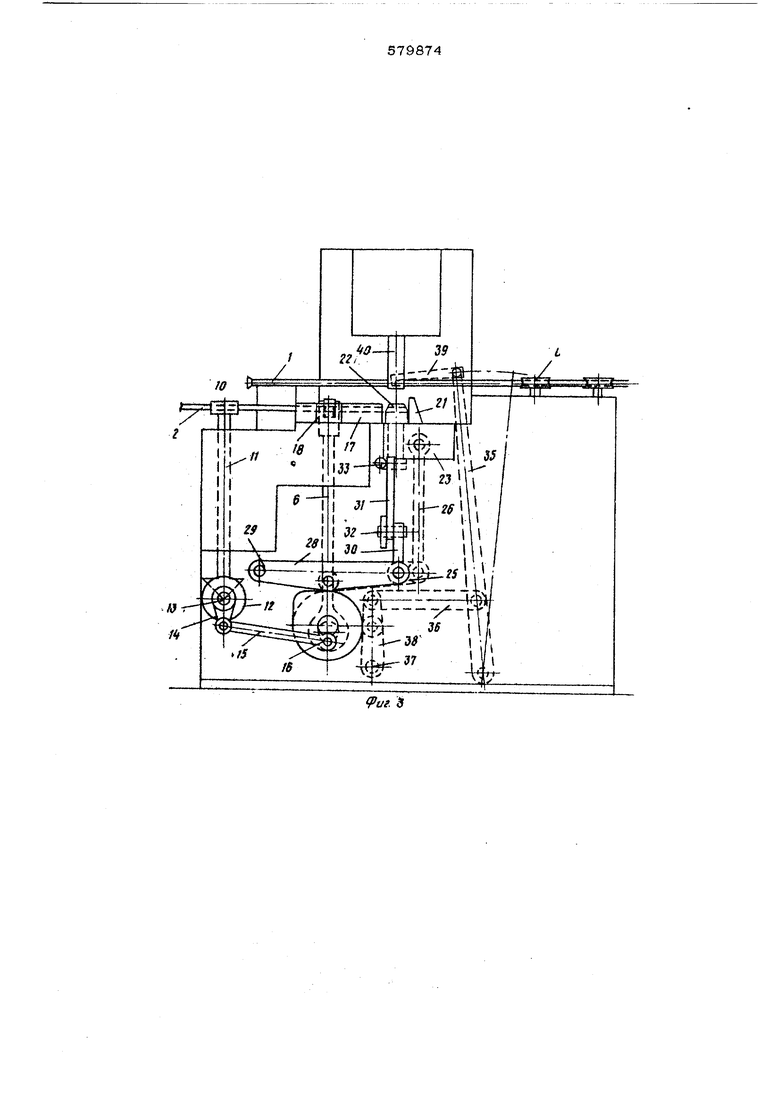
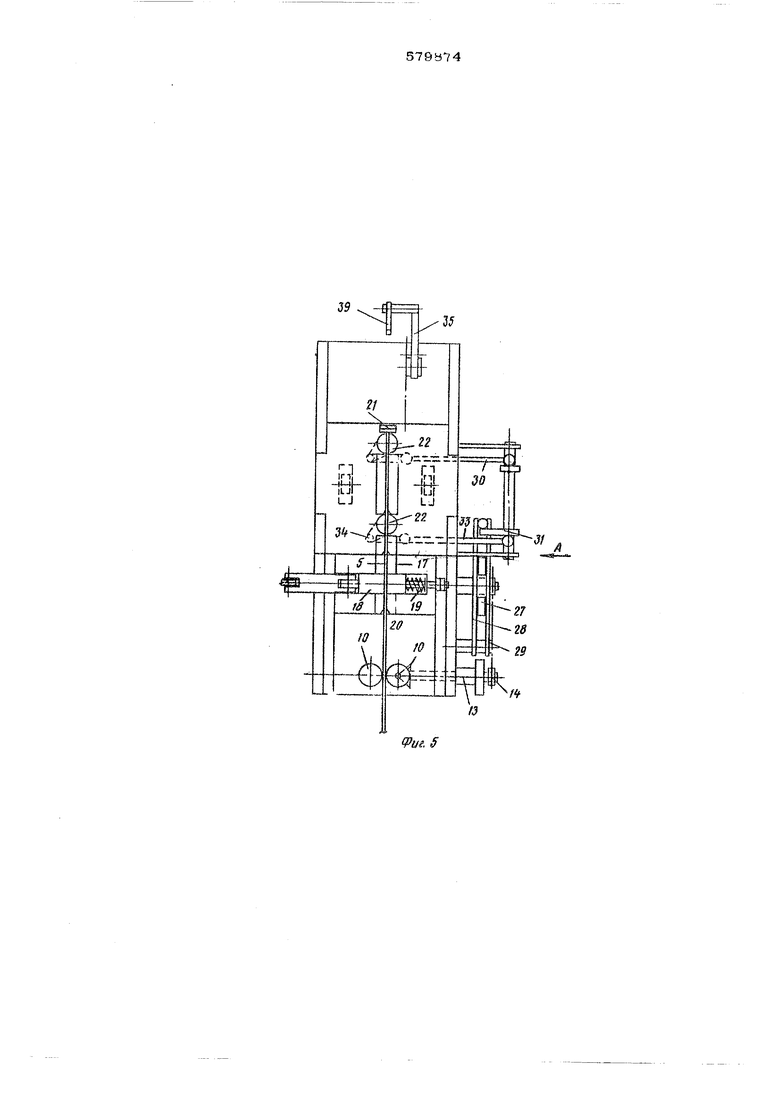
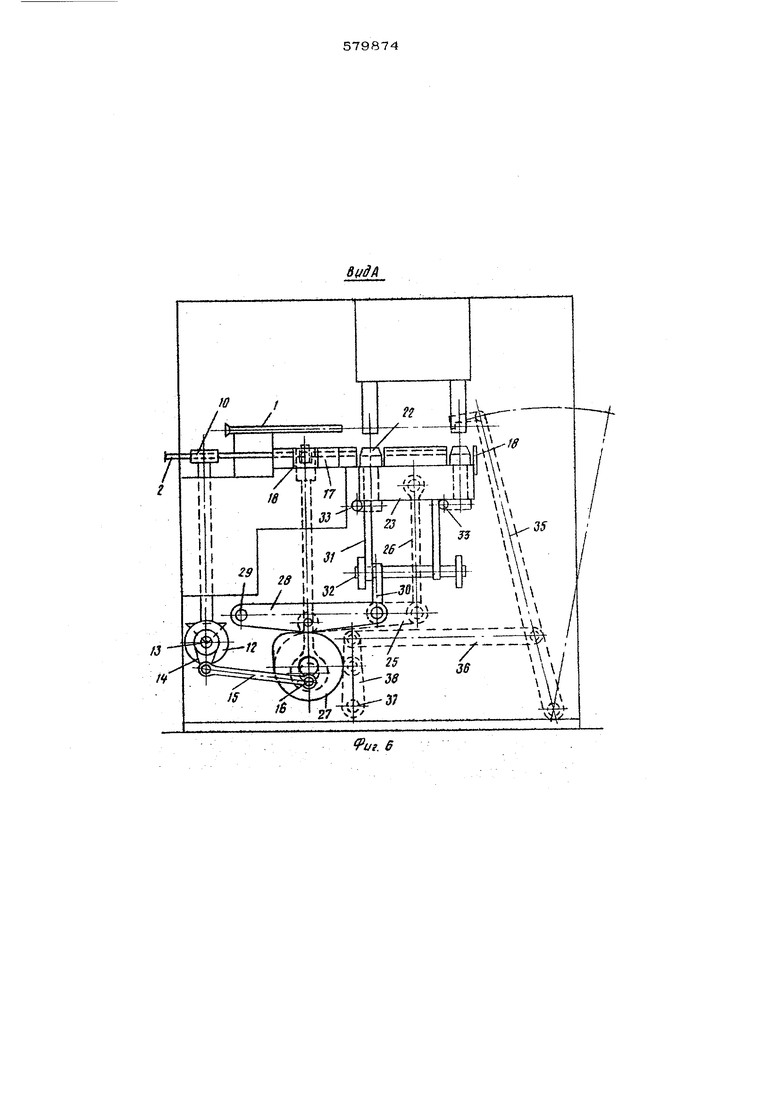
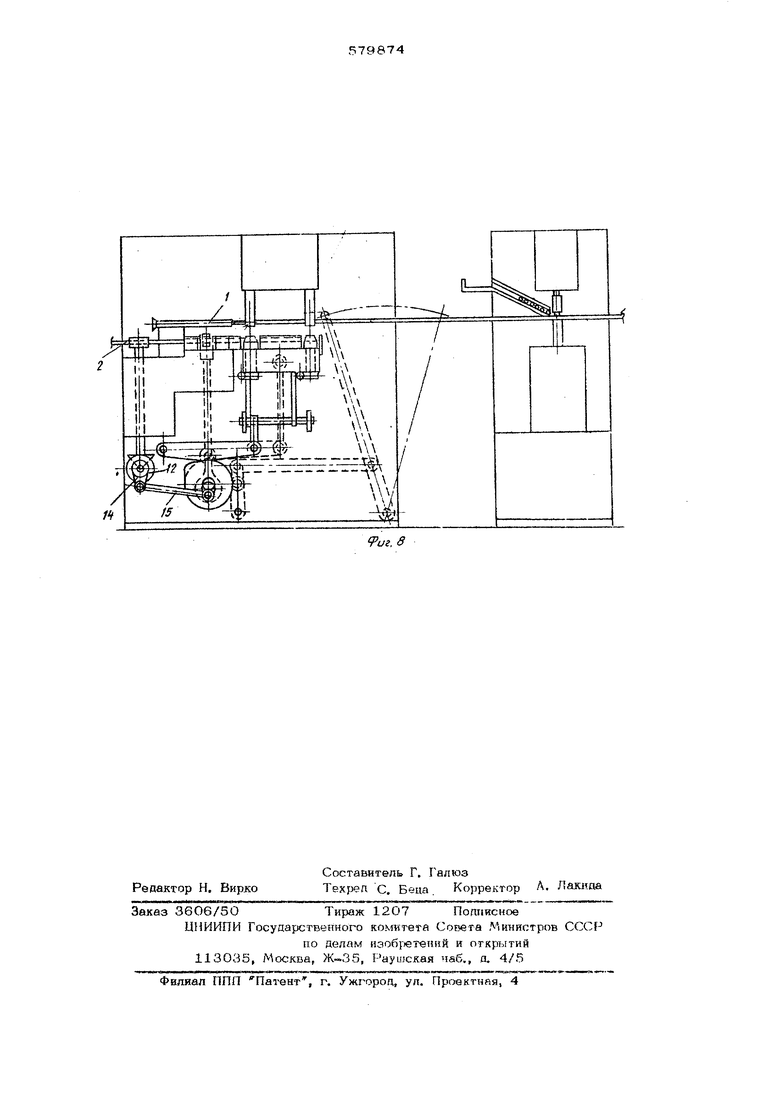
На фиг. 1 изображено устройство, ос)шествляющее способ, вид спереди; на 2то же, вид сверху; но фиг. 3 - то же, вид сбоку; на . 4 и 5 - варианты устройства, вид спсфедт и сбоку; на фиг. б - вид по стрелке Ана фнг. 5; на фиг. 7 - то же, что на фиг, 4, вид сверху; на фиг. 8 показано заимоцейств е сварочного устройства, изображенного на фиг. 5, с ycTpoiiством для сварки решетки. Данный способ может осуществляться следуклним устройством. Оно имсзет i7ai,anлельные направляклаие 1 для продольных стержней, расстояние между которыми соотвегствует расстоянию между продольными g стержнями в готовом строительном элементе. Параллельно продольным стержням, однако несколько ниже, подводится стержень 2, ка которого нарезаются поперечины S. В корпусе машины расположен двигатель IQ 3, который привооиг в движение главный вал 4. На конце вала 4 жестко закреплен кулачок управления 5, который через ударную штангу 6 приводит в движение выполненный в виде треугольной пластины колен- чатый рычаг 7, поворотный относительно оси 8. Один конец треугольного коленчатого рычага 7 несет поворотный ролик 9. Стержень 2 захватывается н перем щается двумяфрикционными роликами 10. Один нз них жестко закреплен на конае вала 11, приводимого в движение iконической зубчатой передачей 12. Другой ролик, вращающийся вхолостую, может быть расположен с волможностью регулирования относительно прн 25 воцимого фрикционного ролики. рдно коническое колесо передачи 12 жестко связано с валом 13, который с по мошью привода (на чертеже не изобрах вн) от кривошипа 14 приводится в периодичес- 30 кое вращение. Кривошип 14 посредством цвтупа 15 соединен с цапфой 16 коленчатого/ вала, приводимого от главного вала 4.. Вслед ствие этого при каждом полном обороте глав ного вала 4 вал 13 поворачивается на деленный угол, а стержень 2 перемещается на расстояние, соотве7х;твующее длине по- перечины. Стержень 2 при подаче двигается в : неподвюкную нытравлякядую 17 для раэрв- 40 зания на поперечины, Направлятацая 17 имеет выемку прямоугольного поперечного сече ПИЯ для принятия стержня 2 такого же пря- моугопьного поперечного сечения. Режущий ползун 18, ширина которого 45 точно соответствует длине отрезаемой попе- речикы, выполнен подвижк з1м в направлении, перпендикулярном 11аправля1ощей 17, В соетошши покоя он подпружинен пружиной 19. Ползун 18 имеет прямоугольную выемку длярО лршштия стержня 2, которая в исходном положения располагается соосно с прямоугопь- ной выемкой направляющей 17 и фиксируется при этом гайкой 20., Кулачок управления 5 приподнимает штан- Е гу 6, коленчатый рычаг 7 поворачивается вокруг своей оси 8. При этом ролик 9 воэдействует на режуший ползун 18, который движется направо я разрезает стержень по граничной поверхности между ползуном 18 и напраэлякдией 17. Подача поперечины ог раничивается упором 21.. Ширина этого упора должна быть выбрана такой, чтобы его можно было вводить между продольными стержними L и оставлять гам, не препятствуя процессу сварки. На пути подачи отрезанной поперечины S расположен загрузоч Ш1й (еханизм с подъемником 22, который выполнен поворотным на поднимаквдейся и опускающейся плошадке 23, Эерхняя часть подъемника выполнена КОННЕческой. Длина поперечины больше диаметра подъемника 22, поэтому введенная в прямоугольную выемку подъемника 22 поперечина выступает с обеих сторон над его боковой поверхностью. с помошью двух кулачков управления 24, жестко закрепленных на главном валу сва- рочной , через рычаги 25 и шатуны 26 плошадка 23 подъемника может подниматься и опускаться, причем сам подъемник 22 в положении загрузки находится внизу, Кулачок управления 27,приводит в Действие рычаг 28, поворачивактшйся вокруг оси 29 Рычаг 2S через ударную ,штанГУ 30 соединен с коленчатым- }ычагом 31 выполненным в виДе треугольной пластины, поворачиваюшейся вокруг onoj.i 32, К своводному концу коленчатого рычага 31 шарнирно-присоединена ударная штанга 33, которан также шарнирно связана с цапфой 34, жестко соединенной с подъемником 22 коленчатого вала. При повороте рт.тчага 28 от кулачка управления 27 вокруг его оси 29 подъемник 22 поворачивается на 90 вокруг собственной оси. Коромысло 35 приводится в движение посредством ударной штанги 36, свободный конец которой связан с осью 37 поворот ного рычага 38. Последний приводится в движение вокруг своей оси от расположенного на главном валу 4 кулачка управления. На конце коромысла 35 расположен ггодаюьщий крюк 39, который захватывает изготовленный строительный элемент. Продольные стержни L проводятся между цангообразно выполненными электродами 4О, которые висят ниже трансформаторов 41, Две пары электродов связаны с приводами ежатия в виде цилиндров 42. Способ изготовления строительных эле- ментов осуществляется следукяцим образом. При каждом обороте главного вале 4 сварочной машины стержень 2 посредством фрикционных роликов перемещается на ш-аг, соответствуклций длине поперечины. Режушнй ползун 18 режет стержень на попере- чины S . ак только крайняя поперечина, длина которой ограничивается упором 21, поиадает в прямоугольную выемку подъемника22, площадка 23 приподнимается под действием кулачка управления 24 от рычага 25 и ударной штанги ЗО. При этом конический конец подъемника, диаметр которого меньше рас- 5 стояния между продольными стержнями L готового сваренного строительного элемента, располагается между .продольными стержнями Ц , удерживаемыми с обеих сторон электродами,10
Затем от кулачка управления 27 при помощи передаточных деталей 28, 30, 31, 33, и 34 подъемник поворачивается на 90 вокруг своей оси, так что расположенная в его ис ходном положении параллельно продоль шгм 15 сгермням поперечина, длина которой больше расстояния между продольными стержнями готового изделия, устанавливается враспор между ними, т.е. под прямым углом к продольным стержням. В области электродов 90 4О продольные стержни расположешл друг от друга несколько дальше, чем в области направлякяцих 1 перед сварочнрлми электродами 40 или в области направляющих роликов за сварочными электродами.25
После того как поперечина занимает со«ответствующее положение между сварочными электродами 4О, приводится в действие привод сжатия. Затем включается сваро ный ток. Продольные стержни L , обжатые 30 снаружи электродами, сами, давяг на концы поперешны, еще удерживаемой между ними подъемником 22. Под воздействием электрического тока и давления, т.е. посредством точечной контактной сварки, каждый конец 35 поперечины сваривается с продольными стержнями.
После осуществления сварки ппощадка 23 ,, подъемника опять опускается. При этом как только подъемник 22выходит за запепления с уже приваренной поперечиной, он сразу же поворачивается вокруг собственной оси назад, так что его прямоугольная выемка , снова располагается соосно со стержнем 2. Как движение вниз площадки 23 подъемника, так и поворот назад осуществляется от кулачков управления 24 и 27
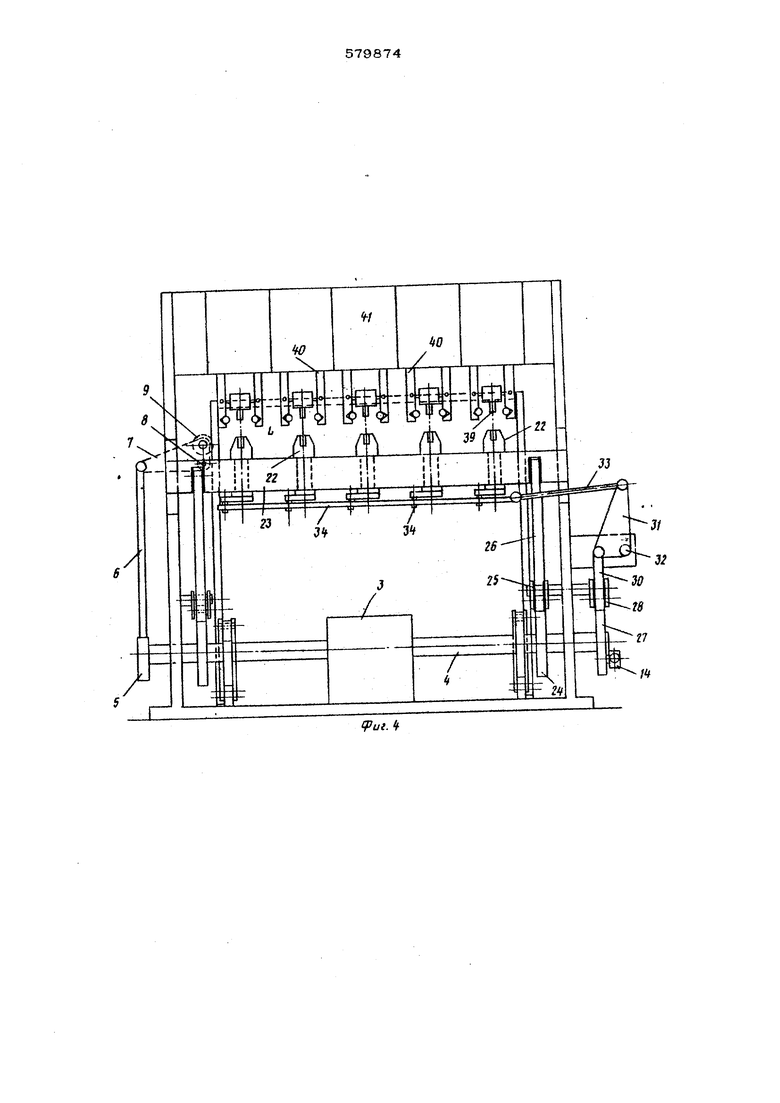
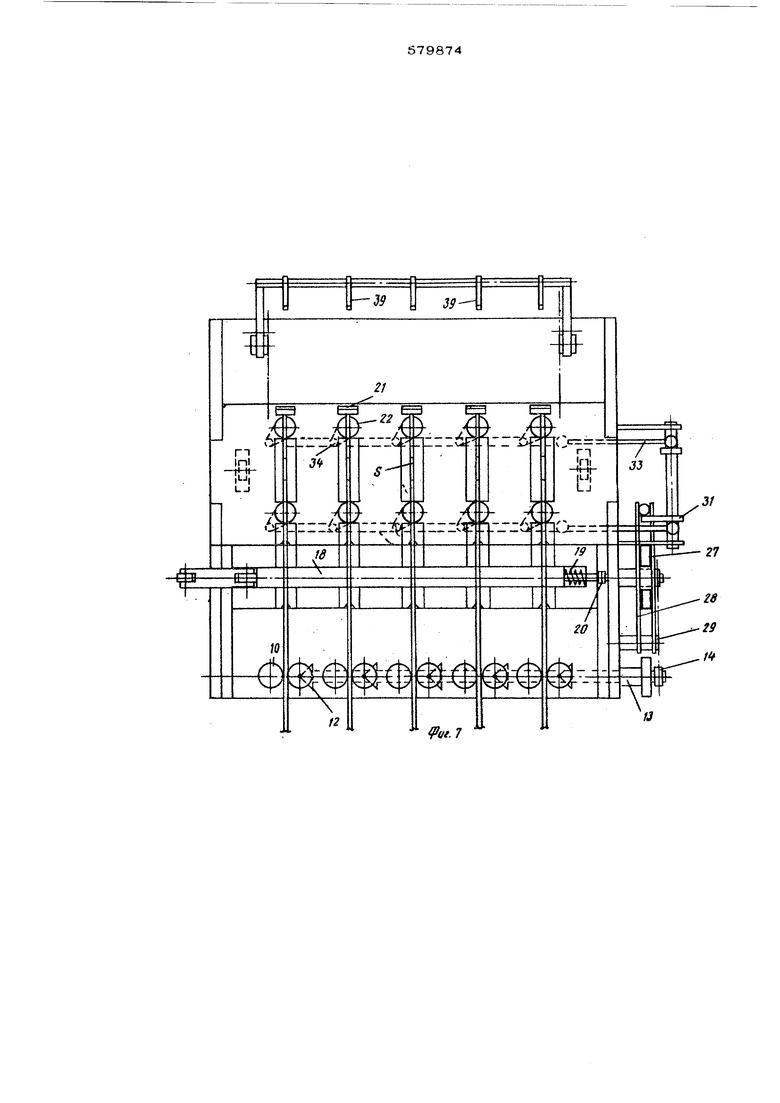
Данное устройство позволяет ос тдествлять несколько способов. Например, можно обьедн- нить много узлов сварочных электродов, паи. ример пять, в одной машине (см. фиг. 4),
причем все подъемники 22 располагаются на одной общей площадке 23. Привод в действие последней осуществляется аналогично описанному. Приводные устройства для пово рота подъемников 22 аналогичны описанным приводным элементам; они лишь дополняются тягой, соединякяией цапфы 34 кривошипов всех подъемников 22 с ударной штангой 33.
Деханизм резки поперечин остается в бсновном таким же, только у ползуна 18 выполнено пять прямоугольных выемок для пяти стержней, так что за один раз отрезаются все поперечины (см. фиг. 7).
Этим устройством осуществляется другой способ изготовления строительтгьтх элементов J7O которому между пропопьтл 5и стержня- ми L сварйваегс.я ойноБреметпю дтзе rionepe Ч1ППЛ S . При зтом нарезается та race две поп& рачины, а тюдача сваренного строителы1ого эпеменга подаухаим крюком осу;пестзляется на два шага.
Фиг. 8 иллюстр-фует осущесгв.ченпе спо соба соэдипенпя уже сваренных и параллельно расположен тых в одной плоскости лесенок с наложенными на них поперечтшами.
изобретения
Способ изготовпепия строителыгых элемеп тов преихгуществеино, COCTOHUUIX на парьг параллаль5гых продольных стержтгей соодинён иых между собой поперечными элементами, при котором поперечные элементы подают в плоскости, параллельной продольтшгм стерж« ням, а приварку arioc элементов к продольным сгержпям осуществляют после поворота их перпендп.кулярно направлению подачи продольных стержне ii, отличающийся тем, что, с целью расширэрщя номенклатуры изделий путем пзгоговления строительных элеме ;гов с поперечными элеменгами, уста- но&ченпымн враспор между продольными стержи15ми, перед поворотом перпендикулярно продольным стержням поперечные элементы подают в зону соедипяе.вдлх продольных стерней к в процессе поворога устанавливают нх межиу ripoaon.,( стержпякп враспор.
J-icroiiiHKj; ннфоркуадик, принятые во вии
50 манне при aKcnei-vniaG:
1,Авторское св.иаегельстБО N° 87423, кл. В 23 К 11/10; 1943 г.
2..Л.Бторское свидетельство № 460136, кл. В 23 К 11/.10; 1972 г.
4
rtC
w ,jr/
HO
/J /
Vuz. 2
39
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сеток | 1975 |
|
SU651670A3 |
| Машина для контактной точечной сварки решеток | 1982 |
|
SU1279519A3 |
| Машина для сварки сопротивлением непрерывно движущихся сеток | 1985 |
|
SU1311607A3 |
| Машина для сварки решеток | 1978 |
|
SU1047380A3 |
| Способ изготовления двухслойных, изогнутых в форме дуги сварных решетчатых каркасов и установка для его осуществления | 1990 |
|
SU1804363A3 |
| Устройство для изготовления сеток | 1971 |
|
SU576020A3 |
| Устройство для скручивания концов обвязочной проволоки | 1977 |
|
SU625594A3 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИСЕТОК | 1970 |
|
SU264264A1 |
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU931093A3 |