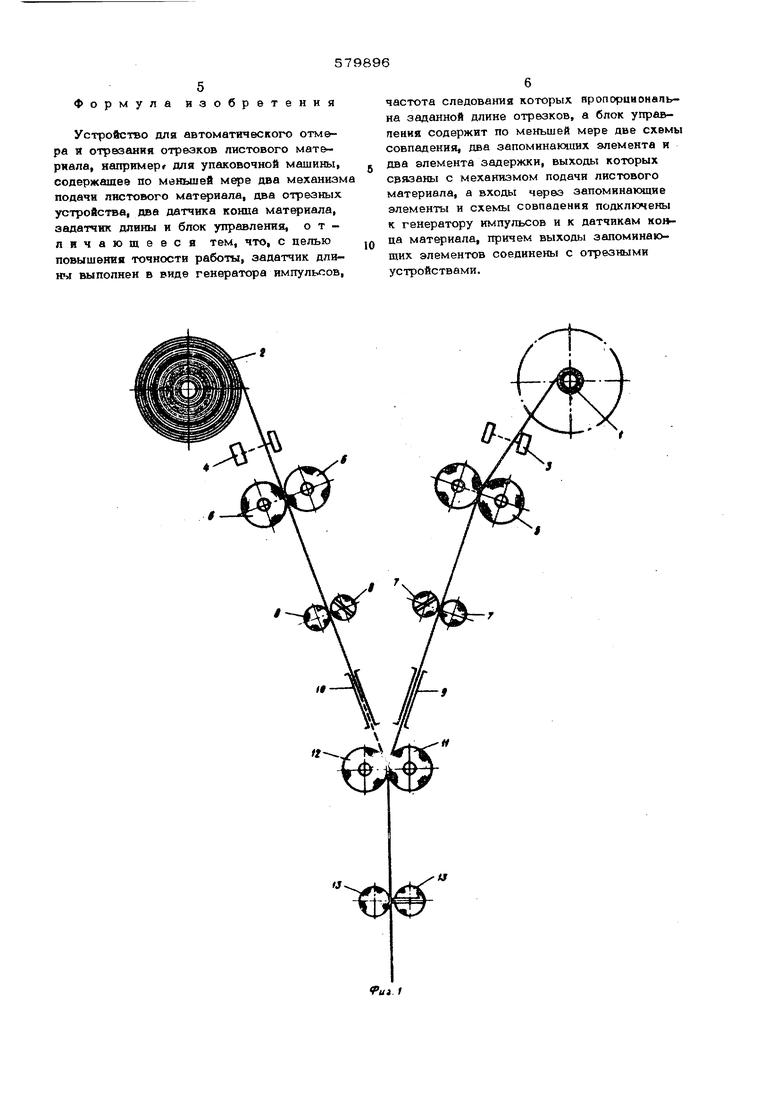
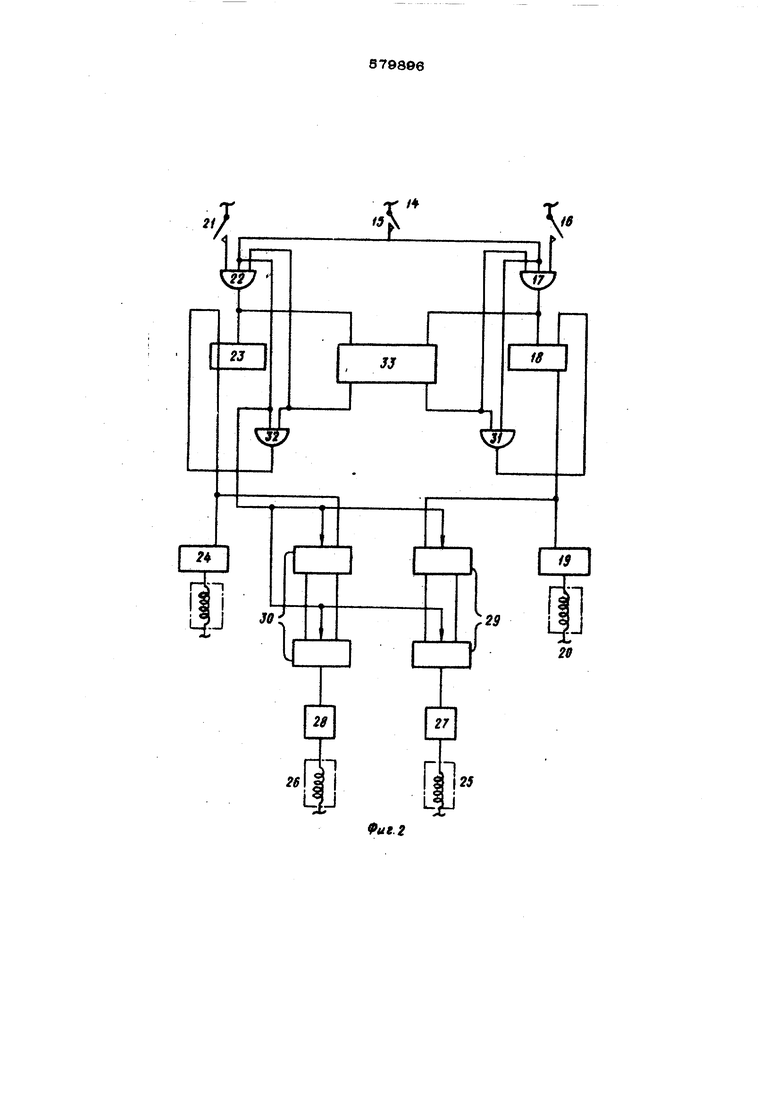
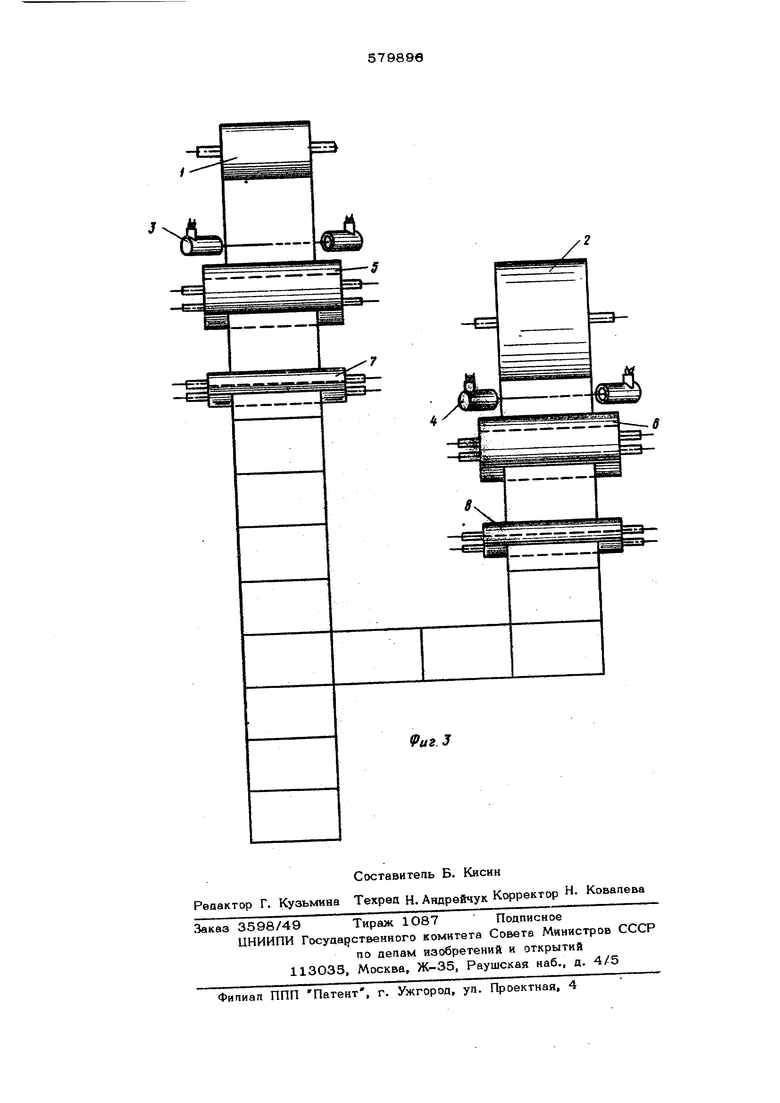
в каждом из этих отрезных устройств один из валиков снабжен ножом, а также направляющие 9 и 10 для подачи материала с рулонов в основные питающие валы 11 и 12, общ1.е для обоих мехакизмов сматывания. Общим также для обоих механизмов сматывания является основное отрезное устройст во, состоящее из валков 13. Блок-схема управления (фиг. 2) состоит 113 задптчика длины отрезков, представляюшего собой генератор, выполненный в виде кулачка 14, установленногр( на валу вали-ч ка с ножом основного отрезного устройства и взаимодействующего с микровыключателем 15. Каждый из датчиков конца ма- териала связан со своей логической, цепью, управляющей соответствующими приводами вспомогательных отрезных и питающих .роликов. Так, датчик 3 посредством микропереключателя 16 через схему совпадения (элементИ ) 17, запоминающий элемент 18 и усилитель 19 связан с приводом 20 (электромагнитной муфтой) роликов первого Б1::помогатвльного отрезного устройства, а датчик 4 посредствоммикропереключателя 21, через схему совпадения 22, запоминающий элемент 23 и усилитель 24 связан с приводом роликов 8 второго вспомогательного отрезного устройства. Кроме того, от датчиков 3 и 4 лроизводитсй управление вспомогательных питаклиих роликов 5 и 6. Приводы 25 и 26 соответственно роликов 5 и 6 через усилители 27 и 28 и многоступенчатые блоки памяти 29 и 30, подключены к выходам запоминающих элементов 18 и 23. В свою очередь, многоступен чатые блоки памяти 29 и ЗО через элементы 31 и 32, соединены с блоком памяти 33, входы которого связаны с выходами схем iсовпадения 17 и 22, Устройство работает следующим образом. Предположим, что сначала происходит сматывание материала с рулона 1, а рулон 2 является резервным (фиг. 1). С помощью задатчика длины отрезков происходит периодическое замыкание контакта, осуществляющее подачу сигнала на схемы совпадения (элементы И) 17 и 22 (фиг. 2). Так ка каждый датчик 3 и 4 конца материала упра ляет своей логической цепью, а эти цепи идентичны, то работу устройства рассмотри на примере работы логической цепи, связанной с датчиком 3. До появления сигнала с датчика 3 материал с рулона 1 проходит через вспомогате ные валики 3, вспомогательные отрезные ролики, пр1тод которых при этом выключен, через направляющую 9, основные питающие валы 11 и с помощью основных отрезных валков 13 разрезается на отрезки заданной длины./ При появлении сигнала, фиксирукицего коней материала рулона 1, а также импульсного сигнала с контакта срабатывает элемент И 17, выходной сигнал которого аапо1иинается в элементе 18. Выходной сигнал запоминанлдвго элемента 18 проходит через усилитель 19 и воздействует на привод 20 вспомогательного отрезного устройства, ролики 7 которого отделяют от остатка рулона 1 кусок длиной, кратной заданной длине отрезков. С помощью основных питаклдих валов 12 ролик наводится к основному отрезному устройству. Кроме того, выход элемента 18 поступает на многоступенчатый блок памяти 29, который служит .для адержки, сигнала с выхода этого элемента. Зта задержка выбирается такой, чтобы вспомогательные питающие ролики 5 (привод которых 25 через усилитель 27 соединен с выходом блока памяти 29) начали подачу материала с резервного рулона 2 несколько позже, чем произойдет отрезание куска материала с рулона 1 с помощью вспомогательных валков 7. При этом число ступеней блока памяти 29 определяется необходимым временем задерж ки сигнала с выхода запоминающего элемента 18, а каждая ступень блока памяти обеспечивает время задержки, равное периоду появления сигнала с контакта, т.е. времени прохождения отрезка заданной длины. Соответствукщий выбор времени задержки позволяет обеспечить непрерывную подачу материала с рулона 2 к основным питающим .валам 11 сразу же после прохождения конца матфиала с рулона 1. Блок памяти 33, связанный с выходами элементов совпадения 17 и 22 совместно с элементом 31 служат для переброса памяти 29 в исходное состояние после того, как началась подача материала с резервного рулона 2. Аналогичным образом, работает устройство после того, как сработает датчик 4 конца материала. На фиг. 3 показан вариант устройства с использованием только двух отрезных механизмов с валками 7 и 8 и двух подающих - с валками 5 и 6. В этом варианте сигнал с датчика конца материала используется для отключения одних подающих валков и включения других. Для подачи от резанных кусков заданной длины к упаковочной мащине могут быть использованы транспортеры.
Формула изобретения
Устройство для автоматического отмера я отрезания отрезков листового материала, напримерг для упаковочной машины, содержащее по меньшей мере два механизм подачи листового материала, два отреаных устройства, два датчика конца материала, задатчик длины и блок управления, отличающееся тем, что, с пелью повышения точности работы, задатчик длины выполнен в виде генератора импульсов.
частота следования которых нроаорционапьна заданной длине отрезков, а блок управления содержит по меньшей мере две схемы совпадения, два запоминакадих элемента и два элемента задержки, выходы которых срязаны с механизмом подачи листового материала, а входы через запоминающие элементы и схемы совпадения подключены к генератору импульсов и к датчикам конца материала, причем выходы запоминающих элементов соединены с отрезными устройствами.
.-hx.
х:
9иг 3
