Изобретение относится к измерител ной технике и может быть применено в прокатном производстве для измерения длины продукции, сматываемой в бунты или рулоны. Известен измеритель длины проката содержащий два датчика фиксации полосы, установленные за прокатной клетью, датчик фиксации полосы по оси валков, датчик импульсов, связан ный с валками, двоичный счетчик и счетно-решающее устройство 1. Известный измеритель не обеспечивает удовлетворительной точности при измерении длины проволоки и сортового проката, так как база измерения по технологическим причинам составляет незначительную часть от общей длины изделия. Наиболее близким по технической сущности к предлагаемому является устройство для измерения длины проволоки и сортового проката, содержащее датчик наличия изделия, генвратор импульсов валка, соединенный с ним блок коррекции и счетчик дтаны, подключенный к одному из выходов блока коррекции 2. Известное устройство не учитывает опережение металла относительно вгшков, зависящее от профиля, марки металла и неконтролируемых усилий прокатки, что увеличивает ошибки измерения . Цель изобретения - увеличение точности при изменяющихся условиях прокатки. Указанная цель достигается тем. Что устройство для измерения длины проволоки и сортового проката, содер жащее датчик наличия изделия, генератор импульсов валка, соединенный с ним блок коррекции и счетчик длины, поключенный к одному, из выходов блока коррекции, снабжено преобразователем длины оборота валка, блоком ввода кода и распределителем ввода, выходы преобразователя длины оборота валка и блока коррекции поразрядно скоммутйрованы со входами отсчетчика длины через блок ввода кода, управляющие входы которого соединены с выходами распределителя ввода, выход генератора импульсов.валка соединен с первым входом распределителя ввода, входом преобразователя длины оборота валка и первым входом блока коррекции, а выходы датчика наличия изделия соединены со вторым и третьим входами
распределителя ввода и вторым входом блока коррекции.
Кроме того, преобразователь длины оборота валка содержит счетчик длины оборота, регистр памяти со схемой переноса, генератор мерных импульсов с калиброванным роликом, ключевой {элемент и формирователь временного интервала, выходы счетчика длины оборота через схему переноса поразрядно скоммутированы с регистром памяти, а вход счетчика длины оборота соединен с генератором мерных импульсов через ключевой элемент, управляющий вход которого связан с выходом формирователя временного интервала, подключенного к выходу генератора импульсов валка.
Блок коррекции содержит триггер управления, два ключа, счетчик остатка и регулируемый генератор, выход последнего через первый ключ при соединен к счетчику остатка, через второй ключ - к счетчику длины, управляющие входы первого и второго ключей связаны с выходами триггера управления, один вход которого соединен с выходом датчика наличия издеЛИЯ, а другой -.с выходом генератора импульсов валка и входом установки в нуль счетчика остатка.
Распределительввода содержит клю запуска,.триггер пропуска и схему И, на входы схемы И подключены генерато импульсов валка и датчик наличия изделия, инверсный выход которого пода на один из входов триггера пропуска, другой вход которого связан с рыходом схемы И, выходы триггера пропуска соединены : один - с управляющим входом блока ввода кода, другой с управляющими входом ключа запуска, вход которого соединен с згенератором импульсов валка, а выход - с другим управляющим входом.блока ввода кода.
С целью увеличения надежности измерений, датчик наличия изделия содержит два шунта, два ключа тока нагрузки,пусковую и стоповую схемы И,выходной триггер и инерционное звено, шунты включены в цепь двигателей последней (чистовой) и предпоследней клетей и связаны с. ключами тока нагрузки, первый - непосредственно, а второй - через инерционное звено, прямые выходы ключей тока нагрузки поданы на пусковую схему И, инверсные выходы - на стоповую схему И, а выходы схем И связаны со входами вь1ходного триггера.
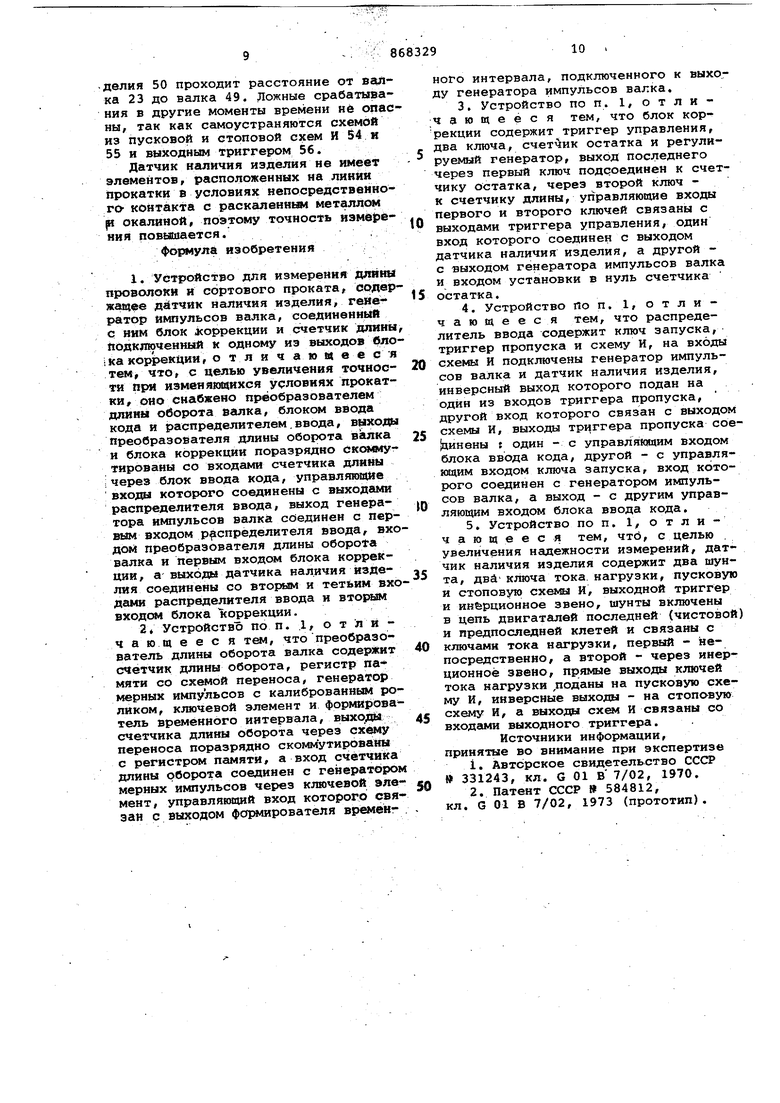
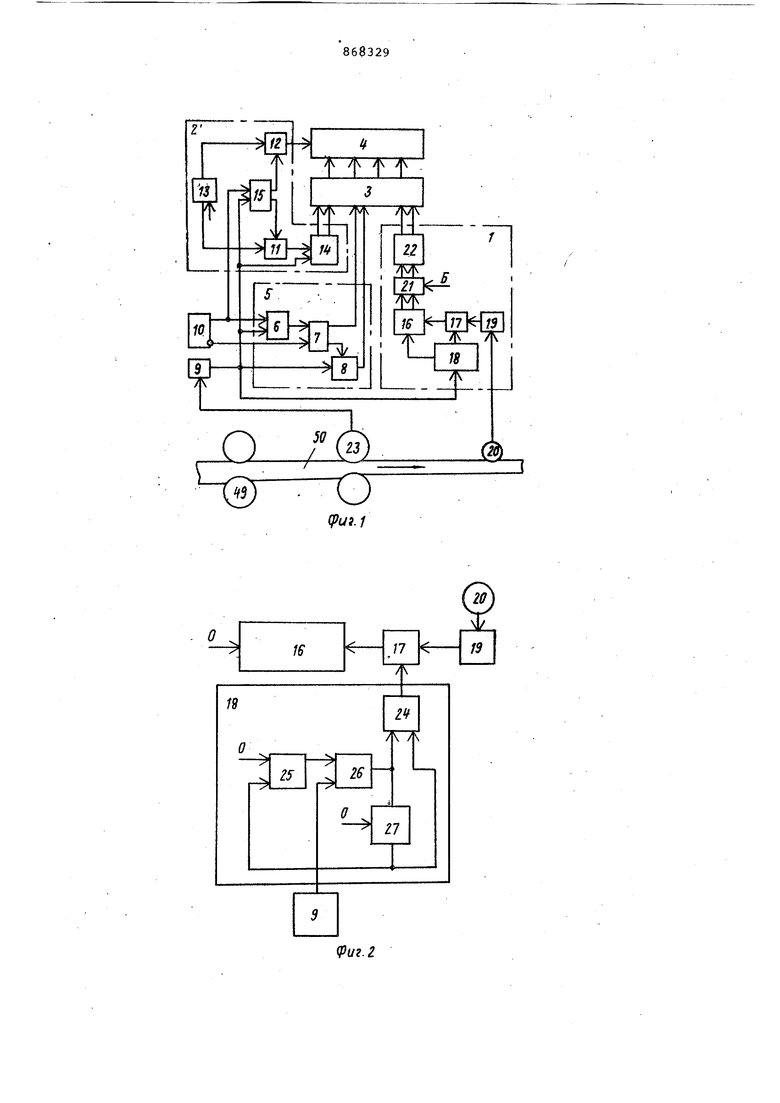
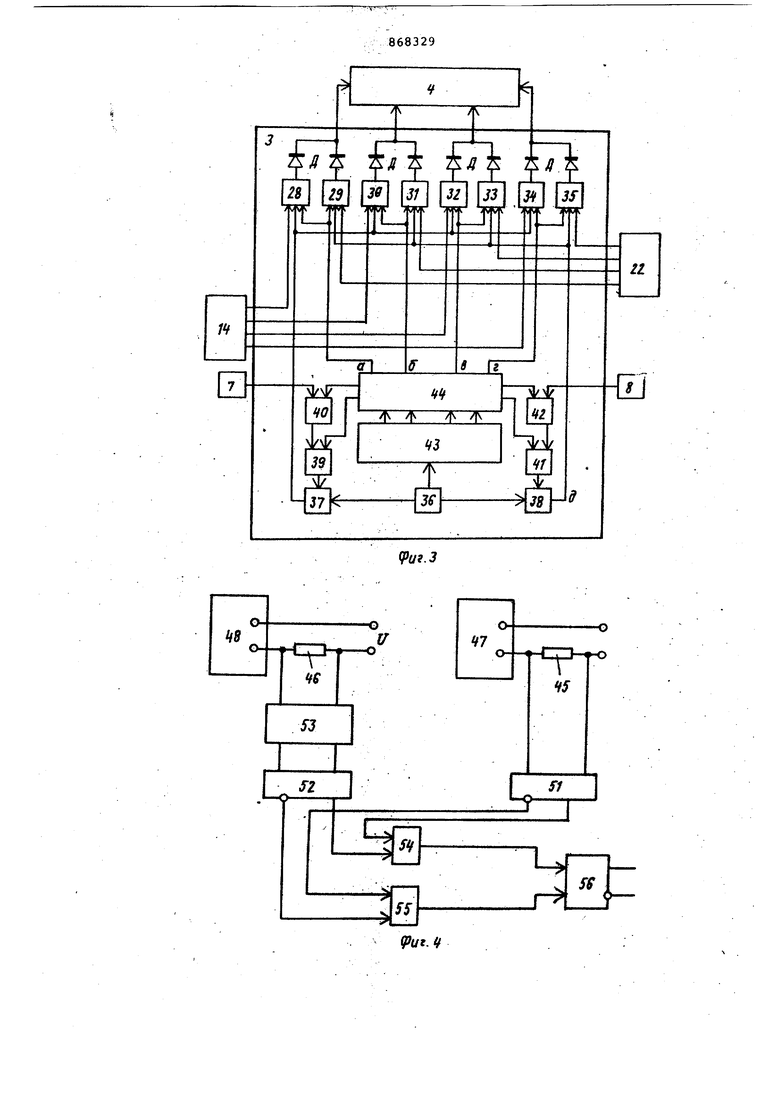
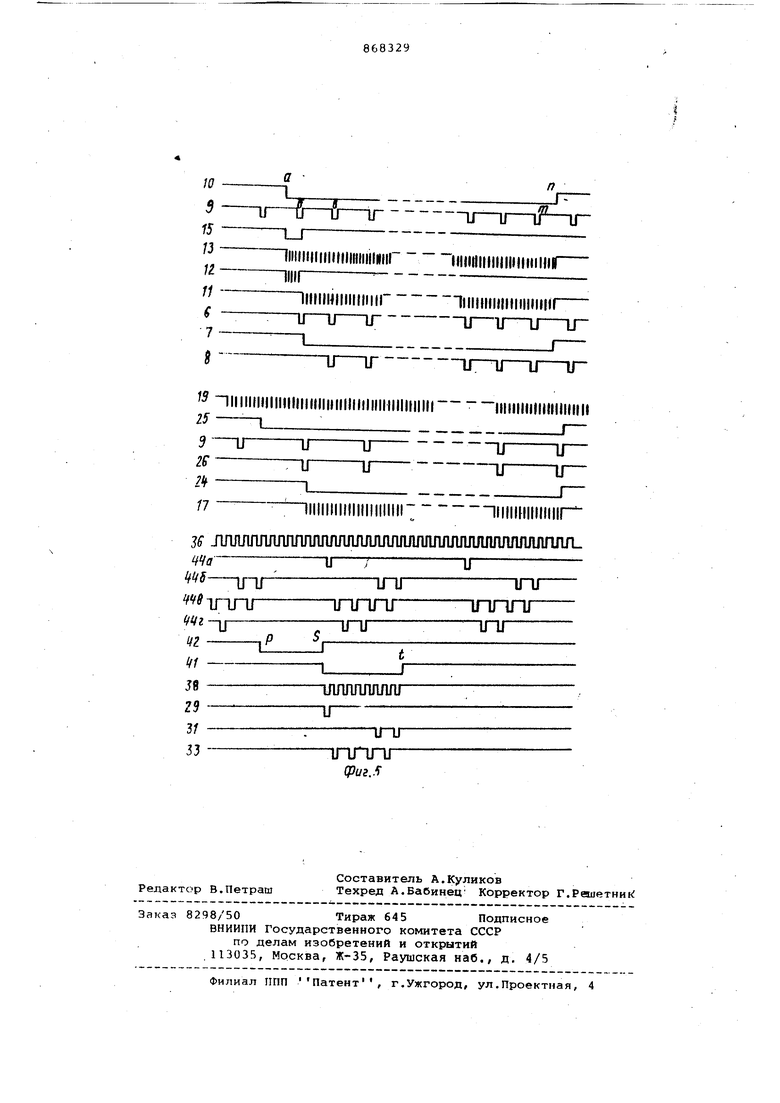
На фиг. 1 изображена блок-схема устройства для измерения длины проволоки и сортового проката;; на фиг. 2 - блок-схема формирователя временного интервала; на фиг, 3 - блоксхема блика ввода кода; на фиг. 4 блок-схема датчика наличия изделия; на фиг. 5 - временные диаграммы,
поясняющие принцип работы предлагаемого .устройства.
Устройство содержит преобразовате
Iдлины оборота валка и блок 2 корреции, поразрядно .скоммутированные через блок 3 ввода кода со входами счетчика 4 длины.
Управляющие входы блока 3 ввода кода связаны с выходами распределителя 5 ввода, состоящего из схемы И б, выход которой подан на один из входов триггера 7 пропуска, управляющего ключом 8 запуска. Ко входам схемы И 6 и ключа В запуска подключены генератор 9 импульсов вьлка, а к другому входу схемы И 6 - датчик 10 наличия изделия, инверсный выход которого подан также на триггер 7 пропуска.
Блок 2 коррекции содержит первый
IIи второй 12 ключи, через которые импульсы регулируемого генератора
13 поступают в счетчик 4 длины и счетчик 14 остатка. Ключи 11 и 12 открываются сигнал 1ми с выходов триггера 15 управления, ко входам которого подсоединены выходы генератора 9 импульсов валка и датчика 10 наличия изделия, включающего также в работу генератор 13, например, подачейпитания.
Преобразователь 1 длины оборота валка содержит счетчик 16 длины оборота, соединенный через ключевой элемент 17, управляемый формирователем
18временного интевала, с генераторо
19мерных импульсов, жестко связанны с калибровым роликом 20. .
Код счетчика 16 длины оборота через схему 21 переноса, управляемую по входу Б, передается в регистр 22 памяти.
Формирователь 18 временного интер-вала (Фиг. 2), управляемый генератором 9 импульсов валка, жестко связанным с валком 23 чистовой клети (не показана), содержит триггер 24 интервала, возбуждаемый через пусковой триггер 25 и схему 26 совпадения, связанную с выходом генератора 9 импульсов валка. Выход схемы 26 совпадения связан со сходом счетчика 27 числа оборотов, сигналом с выхо.; да которого устанавлив.аются в исходное положение триггер 24 интервала и пусковой триггер 25. В начале измерения счетчик 16 длины оборота, пусковой триггер 25 и счетчик 27 числа оборотов устанавливаются в нулевые положения по входам 0.
На фиг. 3 представлена одна из схемных реёшизаций блока 3 ввода кода, содержащего трехвходовые схемы
28-35 совпадения.Четные схемы 28,30 .32,34 совпадения предназначены для ввода кода счетчика 14 остатка,а нечетные 29,31,33,35 - для ввода кода регистра памяти преобразователя 1 длны оборота валка. На фиг. 3 показаны элементы для ввода одной двоичнодесятичной декады. На средние входы схем 28-35 совпадений поступают импу7 ьсы генераторов 36 ввода, формируемые в пачки по девять импульсов в каждой первым формирующим ключом 37 и вторым форми рующим ключом 38. Работой первого формирующего ключ 37 управляют первый триггер-формирователь 39 и первый синхронизирующий триггер 40. Соответственно работой второго формирующего ключа 38 управляют второй триггер-формирователь 41 и второй синхронизирующий триггер 42. Первый синхронизирующий триггер 40 запускается импульсом триггера 7 пропуска, а второй - импульсом ключа 8 запуска, входящими в состав распределителя 5 ввода. Рлагодаря тому, что триггеры 40 (42) и 39 (41) устанавливаются в исходное состояние импульсами коммутатора 43, выходной импульс триггера-формирователя 39 (4 жестко синхронизирован во времени с импульсами генератора 36 ввода. Импульсом триггера-формирователя 39 (41) открывается формирующий ключ 37 (38) и на входах схем 28, 30, 32, 34 (29, 31, 33, 35) совпадения появляется пачка из десяти импульсов. Импульсы генератора 36 ввода поступают также на делитель 44 частоты, связанный с коммутатором 43, с вхо-. дов которого импульсы поступают на входы схем 28-35 совпадения, а выходы последних через диоды Д скоммутированы со входами счетчика 4 длины. На выходах коммутатора 43 появляются импульсы, число которых соответст вует рабочему коду счетчиков 14 и 4 и регистра 22 памяти. Очевидно на выходах схем 28, 30, 32, 34 (29, 31, 33, 35) совпадения в результате однократной передачи кода появляется и заносится в счетчи 4 длины такое количество импульсов, которое соответствует числам, записанным в счетчике 14 остатка илив регистре 22-памяти. Датчик 10 наличия изделия (фиг. 4 содержит шунты 45 и 46, включенные соответственно в цепь двигателя 47 чистовой клети и двигателя 48 валка 49 предпоследней.клети (не показан). Направление движения изделия 50 показано на фиг. 1 стрелкой. Ключ 51 тока нагрузки чистовой. клети подключен к шунту 45 непосредственно, а ключ 52 тока нагрузки предпоследней клети 49 - через инерционное звено 53. Прямые выходы ключей 51 и 52 тдка нагрузки поданы на пусковую cx«i«y , И 54, а инверсные - на стоповую схему И 55. Выходы схем И 54 и 55 связаны со входами выходного триггера 56, выходы которого являются пряким и инверсным выходами датчика 10 наличия изделия. Устройство работает следующим образом.. В исходном положении счетчики 4 и 14 соответственно длины и остатка установлены в нулевое состояние, в регистре 22 памяти преобразователя 1 длины оборота валка хранится информация от предыдущего измерения. Процесс измерения длины по.сняется с помощью временных диаграмм (фиг, 5), при :ем номер каждой позиции соответствует номеру элемента в описании и на фиг. 1 - 4. При вхождении изделия 50 в чистовую клеть срабатывает датчик 10 наличия изделия (момент времени а на позиции 10, фиг. 5). На выходе генератора 9 импульсов валка на каждый оборот валка 23 появляется импульс. Принцип измерения заключается в том, что каждый раз после того, как проходит один полный оборот валка 23 чистовой клети, вносится мод преобразователя 1 длины оборота валка в счетчик 4 длины. Первый ввод кода преобразователя 1 длины оборота валка происходит в момент времени в (фиг. 5, 9) ,, а последний в момент времени т. Для учета немерных OTpe3KO4j, соответствующих моментам времени от а до б в начале и от iTi до п в конце изделия 50 применен блок 2 коррекции. При срабатывании датчика 10 наличия изделия возбуждается триггер 15 управления и начинает работать регулируемый генератор 1.3. Триггер 15 управления (устанавливаемый в исходное состояние импульсом б генератора 9 импульсов валка) открывает второй ключ 12, благодаря чему на вход счетчика 4 длины поступает некоторое количество импульсов регулируемого генератора 13. Частота регулируемого генератора 13 заранее подбирается такой, что за один оборот валка 23 чистовой клети (т.е.за промежуток времени между бив на фиг. 5, позиция 9) код счетчика 14 с статка. (устанавливаемого в нуль каждЁм импульсом генератора 9 импульсов валка) равен коду регистра 22 памяти преобразователя 1 длины оборота валка. Это обеспечивает внесение в счетчик 4 длины такого количества импульсов, которое численно соответствует длине немерных отрезков в начале и конце изделия 50. Немерный отрезок в конце изделия 50, соответствуюгций промежутку вреени между тип (Фиг. 5, позиция 9 10), учитывается благодаря тому, то код счетчика 14 остатка, числеио равный длине немерного отрезка в онце изделия 50, вносится в счетчик длины в момент времени п по заднему ронту импульса триггера 7 пропуска. мпульсы, сосчитанные к этому метенту счетчиком 14 остатка, вьщвлены (фиг. 5, позиция 11).
Для того, чтобы не вносить код регистра 22 памяти в счетчик 4 длины в момент времени б, применен триггер 7 пропуска, возбуждаемый задним фронтом первого импульса с выхода схемы И 6, Таким образом, в мрмен возбуждения триггера 7 пропуска и открытия ключа 8 запуска импульс на входе последнего уже заканчивается, так что переноса кода в этот момент не происходит, ибо изделие 50 еще не проходит к этому моменту времени в валках расстояния, равного длине одного оборота. Импульсы на выходе ключа 8 запуска соответствуют моментам переносов кода регистра 22 памяти в счетчик 4 длины.
Так Происходит процесс измерения длины изделия 50, причем код преобразователя 1 длины оборота учитывает опережение металла при прокатке (т.е не равен длине окружности валка) и, следовательно, измерение происходит точнее..
В преобразователе 1 длины оборота валка (фиг. 1, 2, 5) генератор 19 мерных импульсов жестко связан с калиброванным роликом 20 и выдает определенное количество импульсов на один оборот последнего. Диаметр калиброванного ролика 20 может быть выбран таким, что каждый импульс генератора 19 мерных импульсов соответствует , например, 1 мм длины обкатываемого проката,
Во избежание ударов переднего и заднего концов, быстрозго износа и ошибок в связи с разнотолщиннестью концов калиброванный ролик 20 накла дывается на изделие 50 примерно в его.середине с некоторой, определяемой из опыта, периодичностью. Прямое измерение длины проката путем подсчета импульсов генератора-19 не дает точных результатов по вышеперечисленным причинам (ударй концов, быстрый износ калиброванного ролика 20 и т.д.) .
Процесс измерения длины оборота поясняется с помощью временных диаграмм (фиг. 5). После выходы из чистовой клети переднего конца изделия 50 на него налагается калиброванный ролик 20. Начинает работать генератор 19 мерных импульсов. При подаче по входу О (фиг.2) сигнала Измерение устанавливаются в нуль счетчик 16 длины оборота, счетчик 27 числа оборотов и возбуждается пусковой триггер 25. На выходе схемы 26 совпадения импульсы генератора 9 импульсов валка появляются, как это показано на позиции 26. Первьй же импуль с выхода схемы 26 совпадения возбуждает триггер 24 интервала и на-зинается через ключевой элемент 17 прохождение мерных импульсов генератора
19 в счетчик 16 длины оборота. При подсчете счетчиком 27 числа оборотов заданного заранее числа импульсов на его выходе появляется сигнал, устанавливающий в исходное состояние пусковой триггер. 25 и триггер 24, и измерение прекращается. Обычно счетчиком 27 числа оборотов подсчитывается 10, 100 и 1000 импульсов, а при Переносе информации в регистр 22 отбрасываются соответственно одна, две Или три младшие декады сч тчика 16 длины оборота. Это обеспечивает усреднение результата и повышае точность измерений.
Поскольку временной интервал измерения равен, предположим, ста периодам оборота валка 23 чистовой кле ти, то результат измерений не зависит от скорости прокатки, так как если, например, скорость прокатки увеличивается в два раза, а временной интервал измерения уменьшается в два раза, то частота генератора 19 увеличивается в два раза.
Это является важным достоинством предлагаемой схемы. Поскольку испульсы генератора 19 мерные, то результат измерения представляет собой длину оборота валка 23 чистовой клети с учетом опережения металла, .выраженную , например, в миллиметрах.
В паузе между подачей изделий 50 сигналом на вход схемы 21 переноса информация из счетчика 16 длины оборота переносится в регистр 22 памяти для производства измерений длины очередных изделий. Такое обновление информации регистра 22 памяти производится периодически по мере износа валков, изме1}ения реж.има прокатки и марок стали. Таким образом,. калиброванный ролик 20 находится в работе, т.е. в контакте с раскаленным прокатом, ничтожную часть общего времени работал устройства, что обеспечивает малый его износ, высокиеметрологические свойства и надежную работу преобразователя 1 длины оборота вал1са. .
Контроль за наличием изделия в чистовой прокатной клети производится по току нагрузки не только данной но и соседней с ней клети, причем шунты 45 и 46 соединены с ключами 51 и 52 тока нагрузки, первый - непосредственно, а второй - через.инерционное звено 53, постоянная времени которого равна или меньше времени перемещения изделия 50 между клетями. Такая схема исключает ложные срабатывания выходного триггера 56 при случайных колебаниях тока нагрузки двигателей 47 и 48.
Инерционное звено 53 не ухудшает быстродействия датчика 10 наличия . изделия, а только исключает ложные срабатыеания в промежутки времени, когда передний или задний конец из-двлия 50 проходит расстояние от валка 23 до валка 49. Ложные срабатывания в другие моменты времени не опас ны, так как самоустраняются схемой из пусковой и стоповой схем И 54 и 55 и выходным триггером 56. Датчик наличия изделия не имеет элементов, расположенных на линии прокатки в условиях непосредстваиного- контакта с раскаленном металлом |И окалиной, поэтому точность иэме)рёкия повышается. изобретения 1. Устройство для измерения длйН1 проволоки и сортового проката, содер жащее ДАТЧИК наличия изделия, геве ратор импульсов валка, соединенный с ним блок соррекции и счетчик Длины подключенный к одному из выходов бло ka кор рекции, отличающееся тем, что, с целью увеличения точноети при изменякедихся условиях прокатки, оно снабжено преобразователем длины оборота валка, блоком ввода кода и распределителем,ввода, выходы преобразователя длины оборота валка и блока коррекции поразрядно ско л утированы со входами счетчика длины ;через блок ввода кода, управляющие входы которого соединены с выходами распределителя ввода, выход генератора импульсов валка соединен с первым входом распределителя ввода, вхо де преобразователя длины оборота валка и первым входом блока коррекции, а выходы датчика наличия ИзДеЛИЯ соединены со вторым и тетьим вхо дг1ми распределителя ввода и вторым входом блока коррекции, 2 Устройство по п. .1, о т ли чающееся тем, что преобразователь длины оборота валка содерясит счетчик длины оборота, регистр па мяти со схемой переноса, генератор мерных импульсов с калиброванным роликом, ключевой элемент и формирователь временного интервала, счетчика длины оборота через схему переноса поразрядно cкoм 4yтиpoвaИы с регистре памяти, а вход счетчика длины оборота соединен с генератором мерных импульсов через ключевой элемент, управляющий вход которого связан с выходом форветрователя временг ного интервала, подключенного к выхо,ду генератора импульсов валка. 3.Устройство по п. 1, отличающееся тем, что блок коррекции содержит триггер управления, два ключа, остатка и регулируемый генератор, выход последнего через первый ключ подсоединен к счетчику остатка, через второй ключ к счетчику длины, управляющие входы первого и второго KJиoчeй связаны с выходами триггера управления, один вход которого соединен с выходом датчика наличия изделия, а другой с выходом генератора импульсов валка и входом установки в нуль счетчика остатка. 4.Устройство По п, 1, о т л и чающееся тем, что распределитель ввода содержит ключ запуска, триггер пропуска и схему И, на входы схемы И подключены генератор импульсов валка и датчик наличия изделия, инверсный выход которого подан на одИн из входов триггера пропуска, другой вход которого связан с выходом схемы И, выходы триггера пропуска соецинены : один - с управляющим входом блока ввода кода, другой - с управляющим входом ключа запуска, вход которого соединен с генератором импульсов валка, а выход - с другим управляющим входом блока ввода кода. 5.Устройство по п. 1, о т л и чающееся тем, что, с целью увеличения надежности измерений, датчик наличия изделия содержит два шунта, два ключа тока нагрузки, пусковую и стоповую схемы И, выходной триггер и инбрционное звено, шунты включены в цепь двигаталей последней (чистовой) и предпоследней клетей и связаны с ключами тока нагрузки, первый - непосредственно, а второй - через инерционное звено, прямые выходы ключей тока нагрузки ,поданы на пусковую схему И, инверсные выходы - на стоповую схему И, а выходы сх&л И связаны со входами выходного триггера. . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 331243, кл. G 01 в 7/02, 1970. 2.Патент СССР 584812, кл. G 01 В 7/02, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления охлаждением горячекатаной полосы | 1981 |
|
SU952397A1 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1985 |
|
SU1304950A2 |
| Устройство управления охлаждением горячекатанной полосы | 1980 |
|
SU921652A1 |
| Устройство для регулирования петли проката | 1990 |
|
SU1763061A1 |
| Устройство регулирования натяжения в межклетевом промежутке прокатного стана | 1990 |
|
SU1722638A1 |
| Устройство автоматического управления механизмом пропуска реза двухбарабанных летучих ножниц | 1976 |
|
SU859061A1 |
| Устройство для измерения толщины полосы в процессе прокатки | 1976 |
|
SU662181A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1981 |
|
SU1014614A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
°Iff
18
-
ff
IfB
f3
51
I
, QI«
-nj-u-iF-ir
И11И111111111МИ 11)11
nillllllMlllilltllllllllltlillllllllllillNIIII 15-1
1Г
ir
ЧГ
ШШШтГ1ПЛЛШ1ЛЛШ1ЛЛШ1ШиШЛЛЛЛЛШШЛЛЛЛШ1
U-
1ЛГ
nr
innnr
-ITU
1
J
Tjuuirinnnnr
1Г
inr
innnrItllllililllllllllMII
U IT
IT
nillllHIIIIIIIirи
innru
-ITU
I
Сриг..
