1
Изобретение относится к области обработки металлов давлением, в частности к производству ПОЛЫХ профилей методом экструдирования.
Известен инструмент для экструдирования полых профилей, содержащий контейнер, многоканальную матрипу и общую иглу с калибрующими оправками, входящими в соответствуюнщй канал матрицы 1.
При работе этим инструментом потоки металла в сварочной зоне движутся один относительно другого со скоростями, соответствующими величине смещения каналов матрицы относительно оси контейнера, что обеспечивает получение полых профилей со сравнительно качественными сварными швами.
Недостатком этого инструмента является необходимость в дополнительной операции прошивки слитка общей иглой, что снижает производительность процесса.
Известен также инструмент для экструдирования полых профилей, содержащий контейнер и матрицу с рассекателем и вмонтированной иглой 2.
При экструдировании потоки металла в сварочной зоне движутся параллельно, в результате чего условия сварки не обеспечивают получения надежного сварочного щва, особенно при экструдировании тяжелых цветных металлов и сплавов.
Целью изобретения является улучшение качества сварного шва.
Для этого в предлагаемом инструменте матрица, рассекатель и вмонтированная игла
выполнены смещенными относительно оси контейнера на величину, ирп которой продольиая ось поперечного сечения рассекателя делит площадь контейнера на части в соотношении от 1:10 до 1 : 2,5.
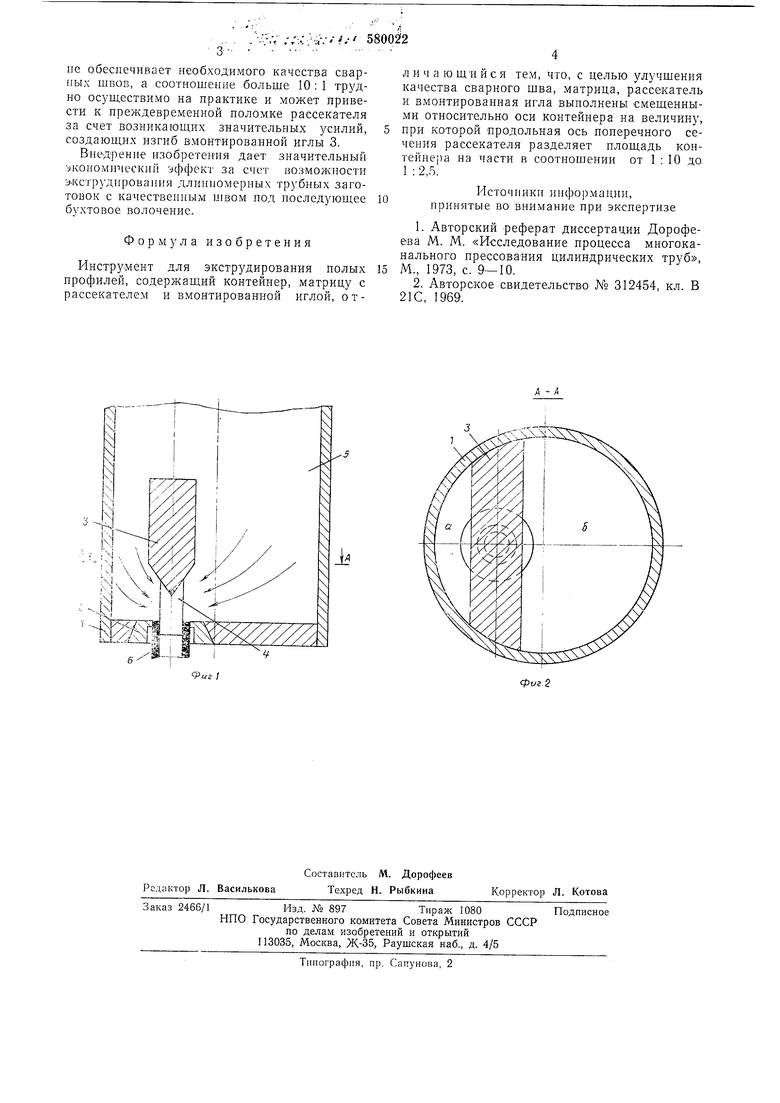
На фиг. 1 схематически представлен предлагаемый инструмент, продольный разрез; на фиг. 2 - разрез А-А па фиг. 1.
Инструмент содержит контейнер I. матрицу 2 и рассекатель 3 с вмонтированной иглой 4.
Ось рассекателя 3 условно делит плоскость контейнера I на две неравные части (о, б) п соотношении 1 : (2,5-10). Инструмент работает следующим образом. Заготовка 5 закладывается в контейнер 1
и иод действием усилия пресса разделяется рассекателем 3 на два неравномерных потока, движущихся в сварочной зоне с различными скоростями. Эти потоки соединяются и надежно свариваются иод рассекателем 3, а затем постуиают в зазор, образованный каналом матрицы 2 и иглой 4, образуя готовое полое изделие 6.
Соотношение скоростей входа потоков металла в контакт может быть любым в диапазоне (2,5-i-lO) : 1. Соотношение меньше 2,5:1
не обеспечивает необходимого качества сварных швов, а соотношение больше 10 : 1 трудно осуществимо на практике и может привести к преждевременной поломке рассекателя за счет возникающих значительных усилий, создающих изгиб вмонтировапной иглы 3.
Внедрение изобретения дает значительный .-jKOHOMiiMecKHri эффект за счет возможности э.кструднрования длинномерных трубных заготовок с качественным швом под последующее бухтовое волочение.
Формула изобретения
Инструмент для экстрз-дирования полых профилей, содержащий контейнер, матрицу с рассекателем и вмонтированной иглой, отличающийся тем, что, с целью улучщения качества сварного щва, матрица, рассекатель и вмонтированная игла выполнены смещенными относительно оси контейнера на величину, при которой продольная ось поперечного сечения рассекателя разделяет площадь контейне)а на части в соотношении от 1 : 10 до 1 : 2,5.
Источники информации, принятые во внимание при экспертизе
1.Авторский реферат диссертации Дорофеева М. М. «Исследование процесса многоканального прессования цилиндрических труб, М., 1973, с. 9-10.
2.Авторское свидетельство № 312454, кл. В 21C, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2226439C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Матричный узел для прессования полых профилей | 1974 |
|
SU504576A1 |
| Язычкова матрица для прессования из заготовок полых изделий | 1975 |
|
SU535977A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЕЙ В СРЕДЕ АЗОТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189878C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Ai-Mg-Si | 2004 |
|
RU2277451C1 |
| Матричный узел для прессования ар-мированных труб | 1974 |
|
SU508293A1 |
| Язычковая матрица | 1978 |
|
SU778855A1 |
| Прессовый инструмент для экструдирования полых осесимметричных профилей | 1977 |
|
SU627883A1 |
