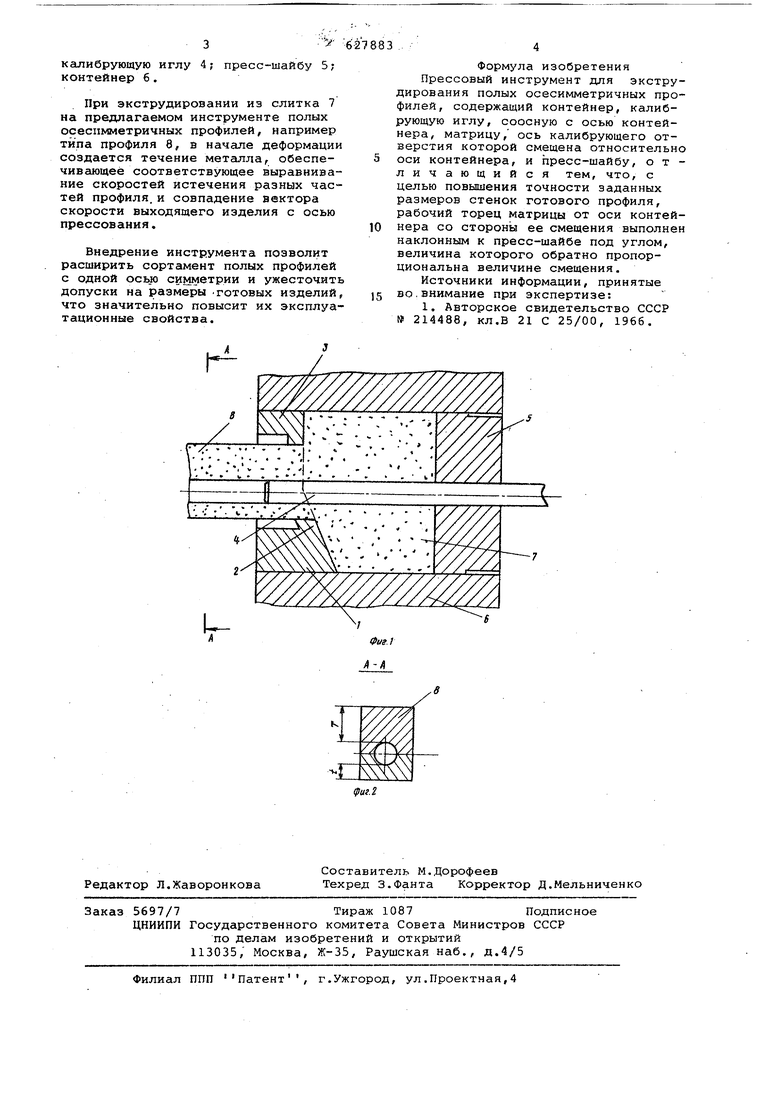
Изобретение относится к обработке металлов давлением методом экструдирования и может быть использовано для производства полых осесимметричннх профилей на гидравлических прессах. Известен прессовый инструмент для экструдирования полых осесимметричных профилей,содержащий контейнер ,калибрующую , соосную с осью контейнера, матрицу, ось калибрующего отверстия которой смещена относительно контейнера, и пресс-шайбу l. Этот инструмент обеспечивает силовое равновесие иглы в очаге деформации благодаря выступу на рабочей поверхности матрицы путем измонения характера истечения металла в канал матрицы. Недостатком этого инструмента является то, что в конце экструдиро вания характер истечения металла резко меняется, что приводит к нару шению условий силового равновесия иглы в очаге деформации, и как след ствие этого, к прогибу иглы с прежд временным выходом ее из строя, а также к нарушению точности заданных размеров стенок заднего конца готового изделия. Целью изобретения является повышение точности заданных размеров стенок готового профиля. В предлагаемом прессовом инструменте рабочий торец матрицы от оси контейнера со стороны ее смещения выполнен наклонным к пресс-шайбе под углом, величина которого обратно пропорциональна величине смещения. Прессование большей из неуравновешенных частей сечения профиля осуществляется на плоской поверхности матрицы, что обеспечивает соответствие вектора скорости профиля оси прессования, меньшая неуравновешенная часть сечения профиля прессуется на наклонной поверхности матрицы, что обеспечивает силовое равновесие иглы в заданном положении. На фиг.1 изображен предлагаемый инструмент применительно к экструдированию полых профилей с одной осью симметрии; на фиг.2 - сечение А-А на фиг.1 (толщина стенокt и Г ). Инструмент включает в себя матрицу 1, имеющую рабочую поверхность, выполненну о в виде двух пересекающихся поверхностей 2 и 3 - наклонной и перпендику тярной к оси прессования;
калибрующую иглу 4; пресс-шайбу 5; контейнер 6.
При экструдировании из слитка 7 на предлагаемом инструменте полых осеспмметричных профилей, например тйпа профиля 8, в начале деформации создается течение металла, обеспечивающее соответствующее выравнивание скоростей истечения разных частей профиля.и совпадение вектора скорости выходящего изделия с осью прессования.
Внедрение инструмента позволит расширить сортамент полых профилей с одной осью симметрии и ужесточить допуски на размеры .готовых изделий, что значительно повысит их эксплуатационные свойства.
UФормула изобретения Прессовый инструмент для зкструдирования полых осесимметричных профилей, содержащий контейнер, калибрующую иглу, соосную с осью контейнера, матрицу, ось калибрующего отверстия которой смещена относительно оси контейнера, и пресс-шайбу, отличающийся тем, что, с целью повышения точности заданных размеров стенок готового профиля, рабочий торец матрицы от оси контейнера со стороны ее смещения выполнен наклонным к пресс-шайбе под углом, величина которого обратно пропорциональна величине смещения.
Источники информации, принятые во,внимание при экспертизе:
1. Авторское свидетельство СССР № 214488, кл.В 21 С 25/00, 1966.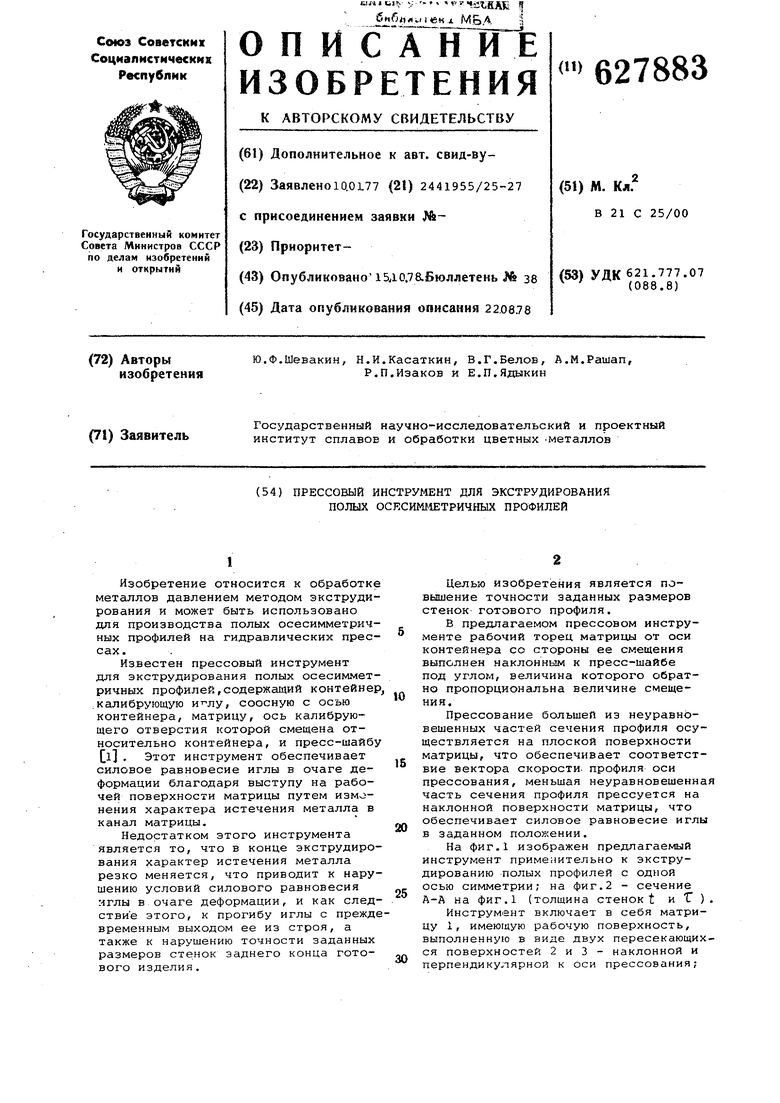
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU274063A1 |
| Инструмент для многоканального прессования труб и полых профилей | 1975 |
|
SU546406A1 |
| Пресс для прессования полых профилей | 1977 |
|
SU670463A1 |
| Инструмент для прессования полых изделий с асимметричным профилем поперечного сечения | 1980 |
|
SU1030062A1 |
| Устройство для прессования труб | 1978 |
|
SU774660A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| Инструмент для прессования из заготовок полых профилей | 1972 |
|
SU446336A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ТРУБ | 1993 |
|
RU2042447C1 |
