1
Изобретение относится к области обработки металлов давлением, в частности к ковке с применением ультразвуковых колебаний.
По основному авт. св. № 313593 известен способ плющения проволоки за счет энергии ультразвуковых колебаний, по которому круглую проволоку Пропускают между двумя бойками, один из которых неподвижен, а другой получает колебания ультразвуковой частоты.
Из-за низкой пластичности в холодном состоянии и повышенной чувствительности к концентрации напряжений вольфрамовой проволоки этот способ не обеспечивает получения из нее плющенки без трещин и расслоений.
С целью повышения качества ленты путем увеличения ее пластичности и способности выдерживать навивку без расслоений и обрывов по предлагаемому способу проволоку перед плющением подвергают электролитическому травлению и нагреву до 1200-1300°С, а деформацию проволоки ведут с обжатием не более 40% за проход.
Пригодность ленты для указанного назначения оценивается испытаниями на перегиб, спиралезуемостью на керн, равный 6-10 толщинам плющенки, отсутствием микротрещин при металлографическом анализе.
Предлагаемый способ имеет следующую последовательность операций: электролитическос травление проволоки; нагрев до 1200- 1300°С и отжиг; горячее нлющспис.
Отжиг совмещается с предварительным нагревом проволоки. Перед входом в бойки проволоку нагревают в пределах температур 1200-1300°С, нанример пропусканием электрического тока. Плющение производят энергией ультразвука при деформации не более 40% и скорости обработки 10--12 м/.мин.
Электролитическое травление преследует две цели: снятие графитовой смазки с поверхности проволоки, необходимое для предотвращения образования карбидов при сравнительно высоких температурах предварительного нагрева и стабильности нагрева при электроконтактном способе; удаление дефектного слоя проволоки.
Стравливаемый слой металла должен быть 2-5 мкм на диаметр. Высокотемпературный нагрев проволоки перед плющением проводится с целью отжига для снятия напрял еиий. Нагрев проволоки выше указанной температуры вызывает ее местное охрупчивание. Занижение температуры (ниже 1200°С) приводит к расслою плющенки.
Нагрев проволоки до указанных температур обеспечивает также необходимую термическую пластичность вольфрама, которая в сочетании с воздействием ультразвука позволяет
увеличить единичные обжатия за проход до 40%.
Скорость процесса 10-12 м/мин определяется условиями иагрева и окислеиия проволоки. Снижение скорости приводит к ее чрезмерно.му окислению, повышение скорости процесса- к расслоению проволоки.
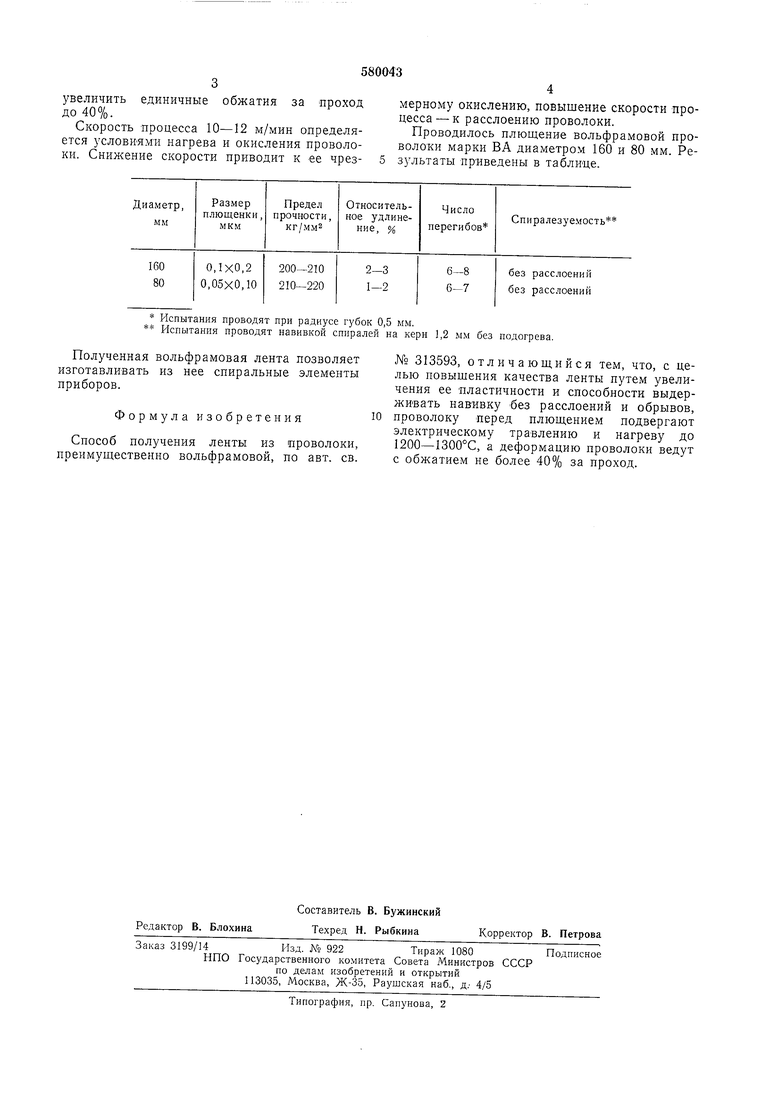
Проводилось плющение вольфрамовой проволоки марки ВА диаметром 160 и 80 мм. Результаты приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| Способ плющения проволоки | 1980 |
|
SU956107A1 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
| Способ изготовления ленточной спирали из проволоки | 1976 |
|
SU579081A1 |
| Способ плющения лент и устройство для его осуществления | 1979 |
|
SU865474A1 |
| Способ получения прямоугольной биметаллической проволоки из молибдена с покрытием из меди | 1977 |
|
SU688255A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛИ ДЛЯ ЗАМЕДЛЯЮЩЕЙ СИСТЕМЫ ЛБВ | 2019 |
|
RU2722211C1 |
| Способ изготовления ленточной спирали | 1980 |
|
SU1000144A2 |
| Устройство для плющения проволоки | 1977 |
|
SU627896A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
Испытания проводят при радиусе губок 0,5 мм. Испытания проводят навивкой спиралей на керн 1,2 мм без подогрева.
Полученная вольфрамовая лента позволяет изготавливать из нее спиральные элементы приборов.
Формула изобретения
Способ получения ленты из проволоки, преимущественно вольфрамовой, по авт. св.
№ 313593, отличающийся тем, что, с целью повышения качества ленты путем увеличения ее пластичности и способности выдерживать навивку без расслоений и обрывов, проволоку перед плющением подвергают электрическому травлению и нагреву до 1200-1300°С, а деформацию проволоки ведут с обжатием не более 40% за проход.
