необходимость дополнительного промежуточного отжига проволоки.
Занижение темнературы отжига по сравнению с указанной (Т 950°С) вызывает частые обрывы проволоки в связи с пониженной пластичностью сердечника, завышение (Т 1000°С) - оплавленне медного покрытия.
Увеличение обжатий сверх 30% по высоте и 8% по ширине соответственно приводит к неравномерному распределению меди по сечению плюш,енки, образованию заусенцев по кромкам, налипанию меди на рабочие диски. Обжатие по высоте менее 10%, также как и скорость волочення менее 8 м/мин, нерациональны с точки зрения производительности процесса. Обжатие но ширине менее 2% не обеспечивает равности медного покрытия.
Скорость процесса ограничена 10 м/мин, так как с повышением ее нроисходит разогрев дисков (роликов), налипание меди, вследствие чего проволока выходит за иределы доиустимых отклонений.
Пример осуш,ествления снособа.
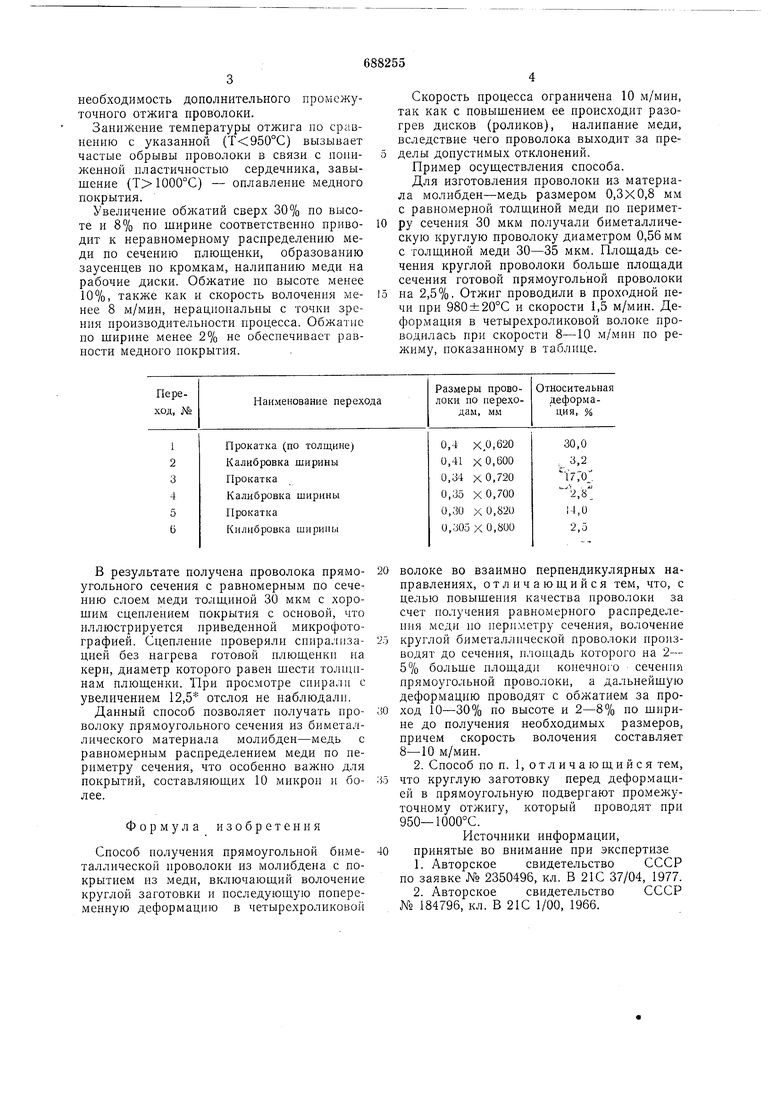
Для изготовления проволоки из материала молибден-медь размером 0,3x0,8 мм с равномерной толщиной меди но периметру сечения 30 мкм получали биметаллическую круглую проволоку диаметром 0,56 мм с толш,иной меди 30-35 мкм. Площадь сечения круглой проволоки больше площади сечения готовой прямоугольной проволоки иа 2,5%. Отжиг нроводили в проходной печи при 980±20°С и скорости 1,5 м/мин. Дефор.мация в четырехроликовой волоке проводилась при скорости 8-10 м/мин по режиму, показанному в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллической проволоки | 1976 |
|
SU603458A1 |
| Способ изготовления микропроволоки в пучке | 1990 |
|
SU1733147A1 |
| Способ изготовления стальной проволоки с покрытием | 1991 |
|
SU1808434A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095169C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| Способ получения многослойных материалов с полосчатыми покрытиями | 1978 |
|
SU718246A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
В результате получена проволока прямоугольного сечения с равномерным но сечению слоем меди толщиной 30 мкм с хорошим сцеиленнем покрытия с основой, что иллюстрируется приведенной микрофотографией. Сцепление ироверяли спирализацией без нагрева готовой илющенкн на керн, диаметр которого равен шести толщинам плющенки. При просмотре спирали с увеличением 12,5 отслоя не наблюдали.
Данный способ позволяет получать проволоку прямоугольного сечения из биметаллического материала молибден-медь с равномерным распределением меди по периметру сечения, что особенно важно для покрытий, составляющих 10 микрон и более.
Формула и 3 о б р е т е н н я
Способ нолучения прямоугольной биметаллической проволоки из молибдена с нокрытием из меди, включающий волочение круглой заготовки и иоследующую попеременную деформацию в четырехроликовой
волоке во взаимно перпендикулярных направлениях, отличающийся тем, что, с целью повышеиия качества проволоки за счет нолучеиия равномерного распределения меди но периметру сечения, волочение
круглой биметаллической проволоки производят до сечення, площадь которого на 2- 5% больше площади конечиого сечения ирямоугольной проволоки, а дальнейшую деформацию проводят с обжатием за проход 10-30% по высоте и 2-8% по ширине до получения необходимых размеров, причем скорость волочения составляет 8-10 м/мин.
что круглую заготовку перед деформацией в прямоугольную подвергают промежуточному отжигу, который нроводят при 950-1000°С.
Источники информации,
принятые во внимание нри экспертизе
