(5) СПОСОБ ПЛЮЩЕНИЯ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тончайшей ленты из тугоплавких и труднодеформируемых металлов и сплавов | 1975 |
|
SU547274A1 |
| Способ получения ленты из проволоки | 1976 |
|
SU580043A2 |
| Способ изготовления проволоки из спеченных материалов на основе вольфрама | 1980 |
|
SU971575A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| Устройство для прокатки | 1977 |
|
SU633629A1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВОГО СПЛАВА ВТ6 | 2011 |
|
RU2479366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НА СТАНЕ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2042443C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧИХ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2457913C1 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
Изобретение относится к области обработки металлов давлением, а именно к производству материалов для электровакуумных приборов.
Известен способ плющения проволоки, преимущественно из вольфрама и молибдена, заключающийся в многоходовом обжатии перемещающейся вдоль оси прокатки проволоки с одновреяенным электроконтактным: нагревом металла проволоки в зоне деформации путем пропускания тока между прокатными валками С11. Напряжение электрического тока io-чО А/мм , валки с длиной бочки 25,-50,8 мм, скорость прокатки 0,05-0,5 м/мин. Металл нагревается в зоне деформации до температур на 50-100 С ниже температуры плавления.
Недостаток способа заключается в трм, что прокатка вольфрамовой и молибденовой проволоки и ленты, покрытой технологической смазкой и окисла 1 от предыдущейобработки, и
катка со смазкой валков способствует перегреву контактных поверхностей металла и валков, что вызывает изменение механических свойств прокатываемого металла, местную хрупкость, нестабильность размеров плющеной ленты. Перегрев контактной поверхности валков вызывается также применением твердого сплава на основе карбида вольфрама с пониженным содержанием
10 кобальта, например ВКб, за счет высокого удельного электросопротивления. При этом прокатка нескольких .метров проволоки или ленты приводит к повышенному износу (выработке вал15ков, появлению разгарных трещин).
Целью изобретения является повышение качества обработки вольфрамовой и молибденовой плющеной ленты, т,е. исключение расслоя, рваных кро20мок, хрупкости, получение максимального уширения при плющении.
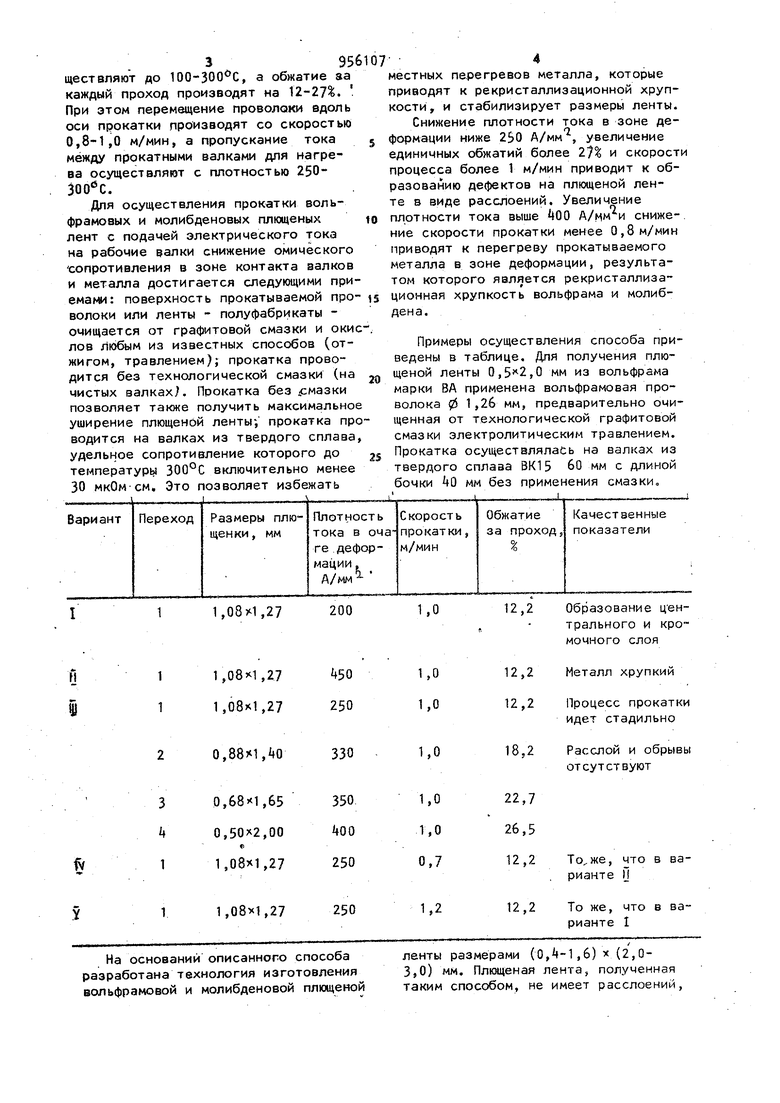
Цель достигается тем, что нагрев металла проволоки при обжатии осуществляют до 100-300 С, а обжатие за каждый проход производят на 12-27%. При этом перемещение проволоки вдоль оси прокатки производят со скоростью 0,8-1,0 м/мин, а пропускание тока между прокатными валками для нагрева осуществляют с плотностью 250 . Для осуществления прокатки вольфрамовых и молибденовых плющеных лент с подачей электрического тока на рабочие валки снижение омического сопротивления в зоне контакта валков и металла достигается следующими приемами: поверхность прокатываемой про- jj волоки или ленты - полуфабрикаты очищается от графитовой смазки и окис, лов любым из известных способов (отжигом, травлением); прокатка проводится без технологической смазки (на у) чистых валках). Прокатка без :мазки позволяет также получить максимальное уширение плющеной ленты; прокатка проводится на валках из твердого сплава, удельное сопротивление которого до s температуры 300°С включительно менее 30 мкОм см. Это позволяет избежать
11,08)1,27
200
50
11,08Ч,27
11,08x1,27 250
20,881,0
330
30,68x1,65
350
40,50X2,00 400
v
11,08x1,27 250
1,,27
250
1
На оснований описанного способа разработана технология изготовления вольфрамовой и молибденовой плщеной 95
12,2
Образование центрального и кромочного слоя
12,2
Металл хрупкий 12,2
Процесс прокатки идет стадильно
18,2
Расслой и обрывы отсутствуют
22,7 26,5 12,2
То,же, что в варианте П
12,2
То же, что в варианте I
ленты размерами (0,4-1,6) х (2,03,0) мм. Плющеная лента, полученная таким способом, не имеет расслоений, местных перегревов металла, которые приводят к рекристаллизационной хрупкости, и стабилизирует размеры ленты. Снижение плотности тока в зоне деформации ниже 2SO А/мм, увеличение единичных обжатий более и скорости процесса более 1 м/мин приводит к образованию дефектов на плющеной ленте в виде расслоении. Увеличение плотности тока выше 00 и сниже-. ние скорости прокатки менее 0,8 м/мин приводят к перегреву прокатываемого металла в зоне деформации, результатом которого является рекристаллизационная хрупкость вольфрама и молибПримеры осуществления способа приведены в таблице. Дпя получения плющеной ленты 0,,0 мм из вольфрама марки ВА применена вольфрамовая проволока 0 1,2б мм, предварительно очищенная от технологической графитовой смазки электролитическим травлением. Прокатка осуществлялась на валках из твердого сплава ВК15 60 мм с длиной бочки kQ мм без применения смазки.
рваных кромок и хрупкости. Плющенкалоки в зоне деформации путем проприменена для деталей электроаакуум- .пускания тока между прокатными валканых приборов.ми, отличающийся тем, Формула изобретения $тового изделия, прокатку проводят при Лпри плотности тока в очаге деформаСпособ плющения проволоки, преиму-ции 250-чОО А/мм, обжатии за проход
щественно из вольфрама и молибдена, за-12-27% и скорости 0,8-1,0 м/мин. заключащийся в многоходовом обжа-Источники информации,
тии перемещающейся вдоль оси прокат- принятые во внимание при экспертизе ки проволоки с одновременным элек-1. Патент США № 3988913,
троконтактным нагревом металла прово-кл. 72-69, опублик. 1976.
что, с целью повышения качества го
