1
Изобретение относится к сварке, в частности к технике, к устройствам сварочных горелок для сварки угловых швов пеплавящимся электродом в среде защитных газов преимущественно изделий больших толщин с узкой разделкой кромок.
Известен автомат для сварки криволинейных тавровых швов, содержащий подвижную тележку, механизм подачи электродной проволоки и устройство для осуществления токоподвода и газовой защиты. Подвижная тележка в автомате выполнена составной из двух шарнирно соединенных частей, при этом на одной части тележки размещен механизм иодачи электродной проволоки, а на другой- устройство для осуществления токоподвода и газовой защиты 1.
Однако иодобное устройство не позволяет сваривать угловые швы изделий больших толщин с узкой разделкой кромок.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является горелка для сварки угловых швов неплавящимся электродом в среде защитных газов, содержащая корпус и сопло, имеющее скосы на боковых поверхностях, прилегающих к сварному соединению. Корпус горелки подвижно соединен с соплом по цилиндрической поверхности, ось которой параллельна поверхностям свариваемых деталей, при этом на цилиндрической части сопла с возможностью перемещения установлена задвижка, снабженная упором, взаимодействующим с выступом, выполненным на корпусе горелки 2. Конструкция горелки позволяет регулировать угол наклона электрода относительно свариваемых элементов.
Для выполнения сварки изделий больших толщин (70-80 мм) с узкой разделкой кромок необходим малый угол наклона электрода (omin 20°) относительно вертикальной плоскости свариваемого изделия. Однако известная горелка не может обесиечить этого условия из-за упора задвижки в вертикальную стенку детали.
Цель изобретения - обеспечить возможность сварки соединений со щелевыми разделками путем расширения пределов регулирования угла наклона электрода.
Поставленная цель достигается тем, что в устройстве задвижка выполнена в виде набора пластин, соединенных между собой и с корпусом гибкой связью, при этом две последние пластины свободного конца набора пластин связаны пружиной сжатия.
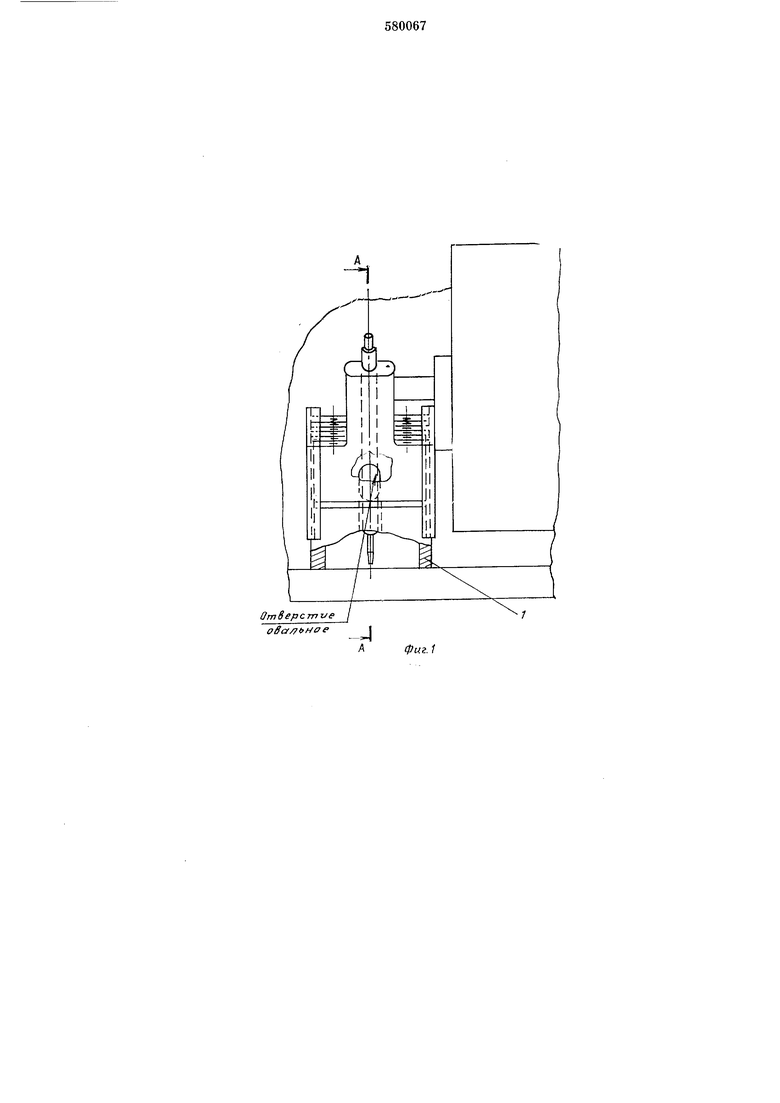
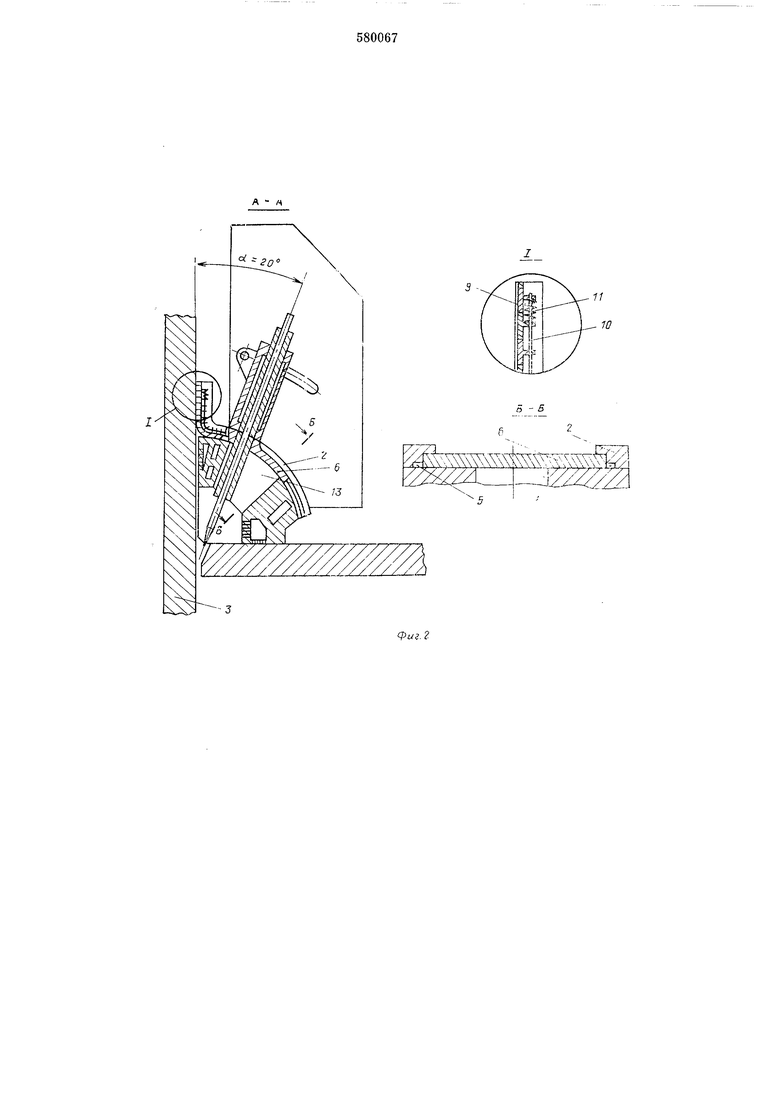
Иа фиг. 1 иредставлено иредлагаемое устройство, общий вид; на фиг. 2 - разрез А-А с углом наклона электрода 20°; на фиг. 3 - разрез А-А с углом наклона электрода 45°.
Горелка содержит сопло 1 с торцевой цилиндрической поверхностью и скосами на боковых поверхностях, имеющее каналы для подвода воды и защитного газа. На цилиндрической части сопла 1 установлены направляющие 2 с конфигурацией сопла, переходящие в прямолинейный участок на вертикальной Стенке детали 3.
Направляющие 2 имеют два паза 4 и 5. В пазу 4 по верхней цилиндрической части сопла 1 может перемещаться корпус 6 горелки, в котором закреплен цангодержатель 7 с электродом 8. В пазу 5 установлен набор пластин 9, имеющих возможность перемещения в направляющих 2 и соединенных гибкой связью 10. Первая пластина набора жестко закреплена на корпусе 6 горелки, а между двумя последними пластинами расположена пружина И сжатия для устранения зазора между пластинами, находящимися на цилиндрической поверхности сопла.
Горелка работает следующим образом.
Корпус 6 горелки с цангодержателем 7 и электродом 8 устанавливают и фиксируют в направляющих 2 (в пазу 4).
Для ввода и изменения положения электрода 8 в сопле сделано овальное отверстие.
Для сварки изделий больщих толщин с узкой разделкой кромок корпус 6 горелки устанавливают на сопле 1 таким образом, чтобы угол а наклона электрода 8 относительно вертикальной плоскости свариваемого изделия 3 был 20°, тогда набор пластин 9, жестко закрепленный на корпусе 6 горелки, выталкивается этим корпусом по направляющим 2 в пазу 5 на прямолинейный вертикальный участок, а овальное отверстие в сопле перекрывается корпусом 6 горелки от излучения и утечки газа.
|По мере заполнения разделки сварного щва и при заварке корня шва необходимо менять угол а наклона электрода 8 от 20° и больше. В этом случае корпус горелки отклоняется на угол больше 20° тащит за собой задвижку из набора пластин по направляющим 2, которая перекрывает овальное отверстие в сопле 1.
Пружины сжатия, установленные на гибкой связи между двумя последними пластинами, устраняют зазор между впереди расположенными пластинами, обеспечивая плотность прилегания пластин друг к другу на цилиндрической поверхности сопла.
Формула изобретения
Горелка для сварки угловых швов неплавящимся электродом в среде защитных газов, содержащая сопло, имеющее торцевую цилиндрическую поверхность и скосы на боковых поверхностях, корпус, подвижно соединенный с соплом по цилиндрической поверхности, а также задвижку, установленную на цилиндрической части сопла с возможностью
перемещения, отличающаяся тем, что, с целью обеспечения возможности сварки соединений со щелевыми разделками путем расщирения пределов регулирования угла наклона электрода, задвижка выполнена в виде
набора пластин, соединенных между собой и с корпусом гибкой связью, при этом две последние пластины свободного конца набора пластин связаны пружиной сжатия. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР №228192, кл. В 23К 9/16, 1967.
2.Авторское свидетельство СССР № 257647, кл. В 23К 9/16, 1968.
OmSepcrmJe offa/7t f oeI
Фиг.
./ UfJ.Ol/VfcffOf noSe/yx Ность conna.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ | 1969 |
|
SU257647A1 |
| Устройство для автоматической сварки с колебаниями электрода | 1980 |
|
SU925577A1 |
| Двухэлектродная горелка | 1985 |
|
SU1291323A1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ | 1971 |
|
SU319424A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU941067A1 |