, : . - 1 - -..
Иэобрегение относнгся к обработке металлов давлением, в частности к технологическим процессам сборки в штампах, и может быть использовано на предприятиях, где изготовляются шарнирные петли из лио тового материала.
Известен способ изготовления петель, по которсилу концы створок предваритедьно подгибают по оси, а затем завивают вок
руг нее И
; Качество таких петель низкое, так как предварительная подгибка производится при обрезке концов.
Известен способ изготовления петель, по которому предварительно загнутые концы створок заводят друг за друга, укладывают на них ось и производят завивку предварительно загнутых концов при одновременном увеличивании их захода друг
в друга U JОднако ось при завивке концов створок выходит из них из-за трго, что возникак щие силы трения направлены в ту сторону оси, с которой она ничем не 11оддерживае1 ся. Кроме того, материал створок пружинит
V.
вследствие радиус по.пуча§гся больше заданного.
Сцелью повышения качетсва изготовлени петель по предпагаемому способу предварительно заглутые концы створок заводят друг в друга под заданным углом, а ось «уклады.вают в образовавшуюся крестовину.
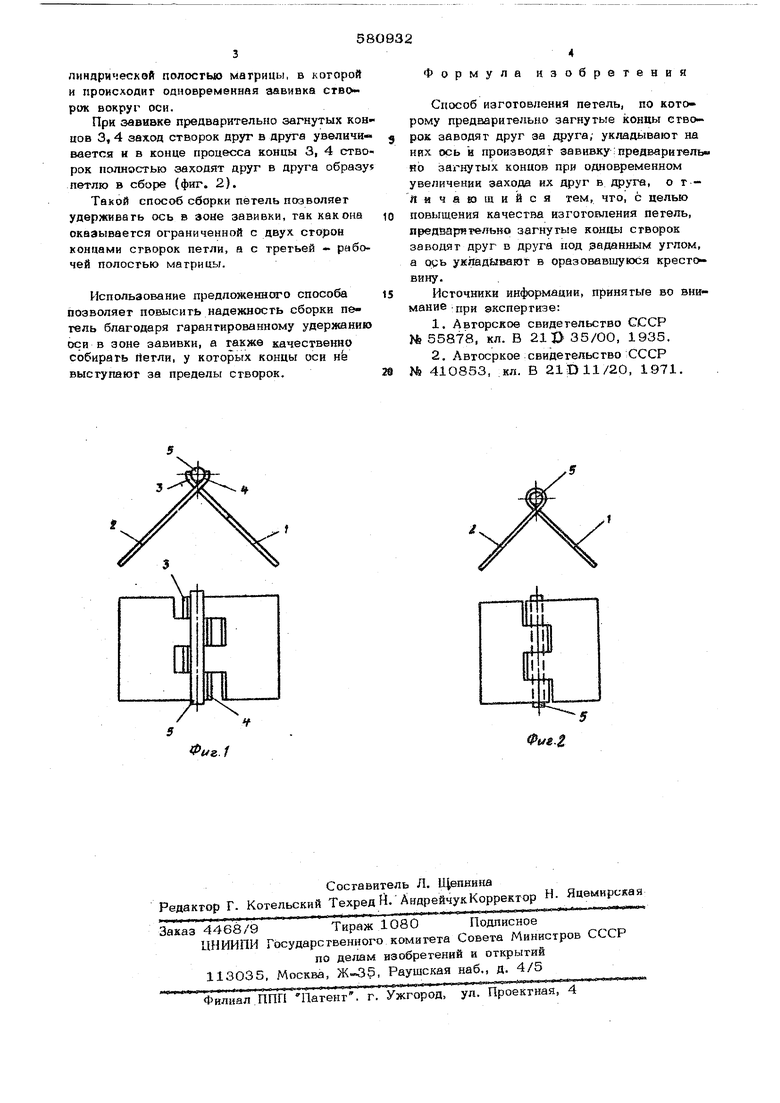
На фнг. 1 показано взаимное расположение деталей петли перед завивкой в двух проекциях; на фиг. 2 - готовая петля в двух проекциях.
Створка 1, 2 петли с предварительно загнутыми KOHUSMH 3, 4 складывают под заданным углом накрест так, чтобы предварительно загнутые тсонцы створок были направлены вогнутостью внутрь (друг к
другу).
Заход створок друг в друга должен быть на вел ячину обхвата оси, т.е. створки своими концами должны прилегать к оси.
Угол, образованный cлoжeннь ли створкам может быть равен примерно 90.
Б образова1шуюзагнутыми концами 3, 4 створок малую крестовину укладывают ось 5. Малая крестовина с осью ограничена «-, линдрнческой полостью матрицы, в которой и происходит одновременная завивка створок вокруг оси. При завивке предварительно загнутых кон цов 3,4 заход створок друг в друга увеличивается и в конце процесса концы 3, 4 ство рок полностью заходят друг в друга образу петлю в сборе (фиг. 2). Такой способ сборки петель позволяет удерживать ось в зоне завивки, так канона оказывается ограниченной с двух сторон концами створок петли, а с третьей - рабочей полостью матрицы. Использование предложенного способа позволяет повысить надежность сборки петель благодаря гарантированному удержанию оси в зоне завивки, а также качественно собирать Петли, у которых концы оси нЬ выступают за пределы створок. Формула изобретения Способ изготовления петель, по которому предварительно загнутые концы створок заводят друг за друга,- укладывают на них ось is производят завивку ; предварителью но загнутые концов при одновременном увеличении захода их друг в друга, о т ййчающи1йся тем, что, с целью повышения качества изготовления петель, предварительно загнутые концы створок заводят друг в друга под заданным углом, а одь укладйвагоТ в оразовавшуюся крестовину. Источники информации, принятые во внимание При экспертизе: 1.Авторское свидетельство СССР № 55878, кл. В 211 35/00, 1935. 2.Автосркое свидетельство СССР № 41О853, кл. В 21D11/20, 1971.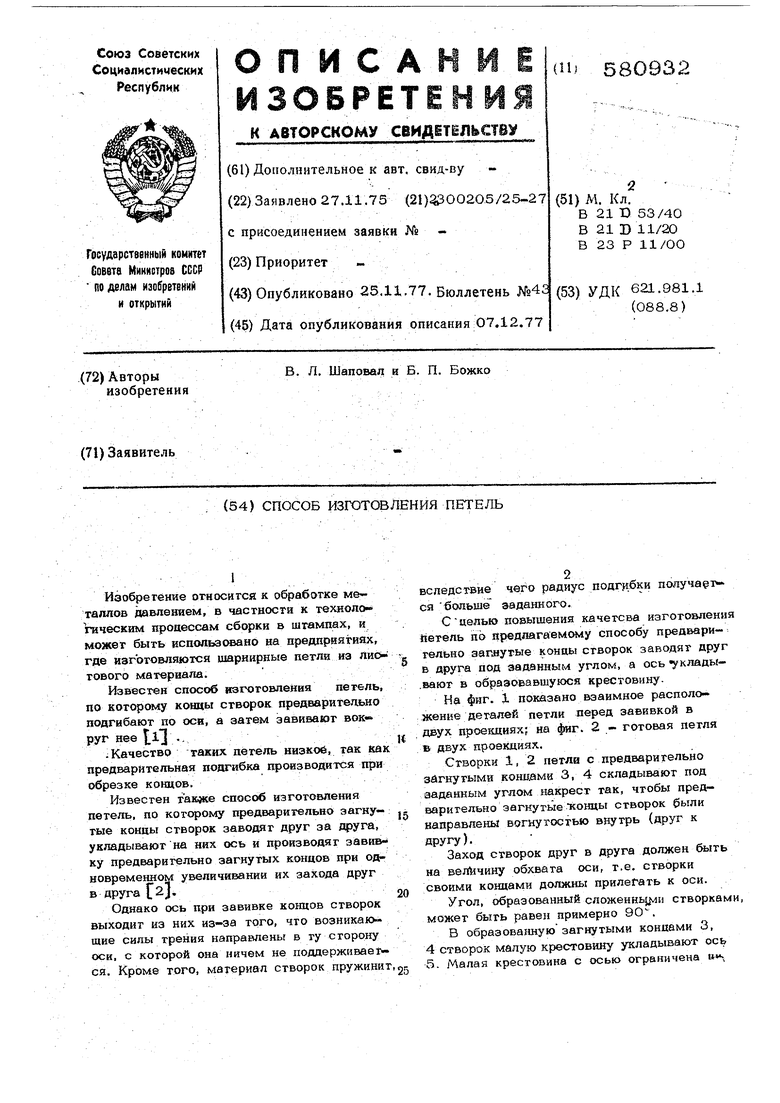
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Устройство для сборки петель | 1990 |
|
SU1731573A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Устройство для изготовления петель | 1986 |
|
SU1371737A1 |
| Штамп для гибки | 1975 |
|
SU549204A1 |
| Способ изготовления петель | 1987 |
|
SU1484419A1 |
| Штамп для сборки петель | 1983 |
|
SU1148685A1 |
| Штамп для сборки петель | 1987 |
|
SU1438897A2 |
| Способ получения из полосы заготовок петель | 1991 |
|
SU1795925A3 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
«
.f
Фие.
