4
00
00
00 CD
N
1U
Изобретение относится к обработке металлов давлением, в частности, к оснастке для изготовления дверных петель, и является усовершенствованием известного штампа для сборки петель по авт. св. № 1148685.
Цель изобретения - повышение качества изделий с повьшенньп отношением диаметра петли к толщине -загото- век.
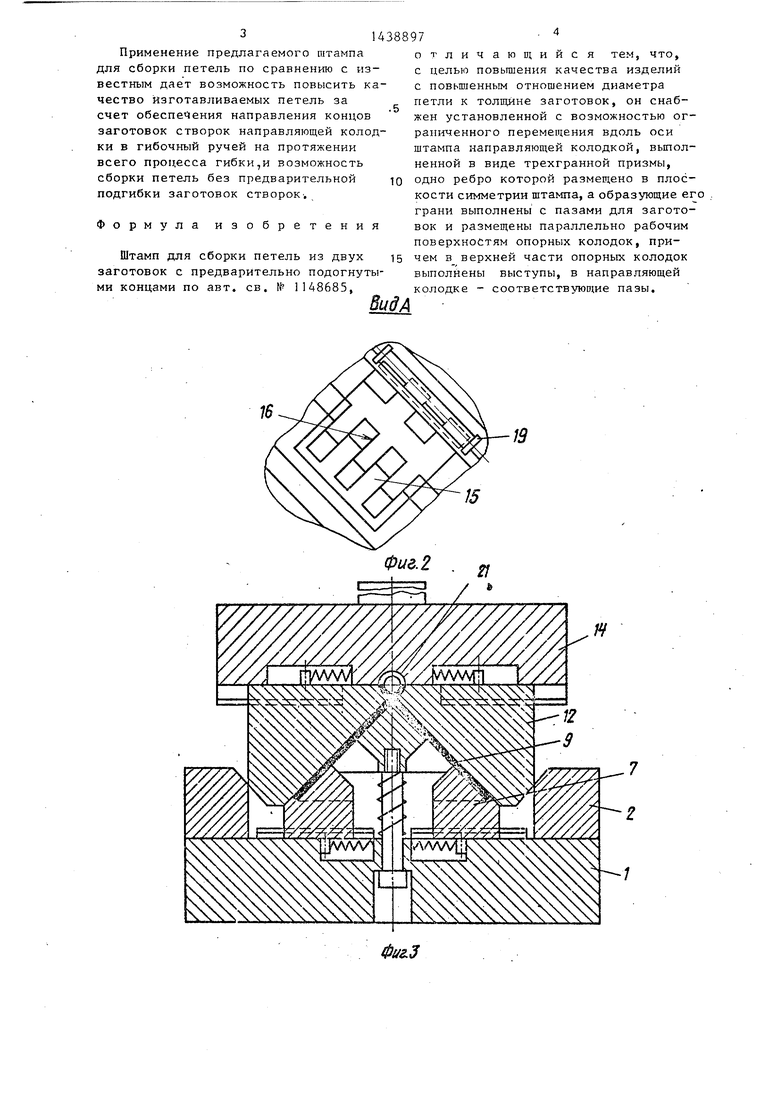
.На фиг, 1 изображен штамп для сборки петель в разомкнутом положении, разрез; на фиг, 2 - вид А на фиг, 1; на фиг. 3 - штамп в промежу- точном положении, когда составные части инструмента образуют единый ручей, разрез; на фиг. 4 - то же, в сомкнутом положении.
Штамп для сборки петель содержит неподвижную плиту 1 с жестко закрепленными на ней упорами 2, имеющими клиновые поверхности (скосы) 3, с подпружиненной относительно этой пли
пе положении выемок 17 в одной плоскости с выемками 8 опорных колодок 7.
Подвижные части 12 инструмента выполнены со скосами 19, взаимодействующими со скосами 3 упоров 2. Углы скосов 3 и 19 относительно горизонтальной плоскости равны углам клиновых поверхностей 10 колодок 7.
Штамп работает следующим образом.
На выемки 8 опорных колодок 7 и выемки 17 колодки 5 укладьгеаются заготовки створок 9 петли с заведенными один в другой концами. В крестовину между заготовками устанавливается ось 20 петли с окончательно оформленными концами (с расклепом или буртиком) ,
При ходу ползуна пресса (не показан) вниз при взаимодействии скоса 19 и клиновой поверхности 3 подвижные части 12 инструмента сдвигаются относительно плоскости симметрии штампа и образуют совместно с фор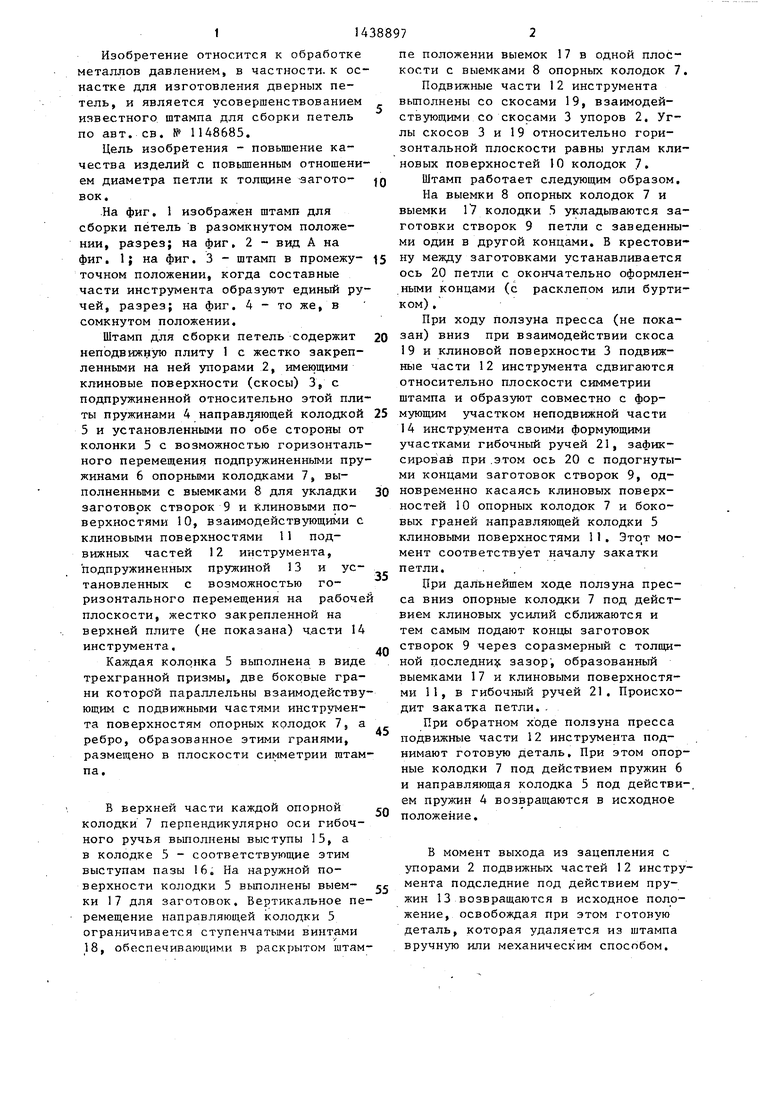
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для сборки петель | 1983 |
|
SU1148685A1 |
| Штамп для сборки петель | 1987 |
|
SU1516202A2 |
| Штамп для закатки петель | 1990 |
|
SU1801666A1 |
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
| Штамп для гибки | 1975 |
|
SU549204A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Гибочный штамп для изготовления @ -образных изделий с отверстиями в полках | 1985 |
|
SU1292873A1 |
| Штамп для гибки трехгранных угольников из листовых заготовок | 1984 |
|
SU1278084A1 |
| Штамп для гибки петель | 1986 |
|
SU1344475A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |

Изобретение относится к обработке металлов давлением, в частности к оснастке для изготовления дверных петель. Цель - улучшение качества изделий с повышенным отношением диаметра петли к толщине заготовки. Штамп содержит направляющую колодку (НК) 5 в виде трехгранной призмы. Одно ее ребро размещено.в плоскости симметрии DJTaMna. Образующие ребро грани НК 5 расположены параллельно рабочим поверхностям опорных колодок (ОК) 7. На параллельных поверхностях НК 5 и ОК 7 вьтолнены выемки 8 и 17 для заготовок створок 9. НК 5 установлена с возможностью осевого ограниченного перемещения. В НК 5 и ОК 7 выполнены пазы и выступы в виде гребенок. В процессе закатки петли вокруг оси 20 НК 5 постоянно поддерживает заготовки створок 9, направляя их концы в ручей 21. При этом -исклю- чается потеря устойчивости. 4 ил. i (Л
ты пружинами 4 направляющей колодкой 25 мующим участком неподвижной части
5 и установленными по обе стороны от колонки 5 с возможностью горизонтального перемещения подпружиненными пружинами 6 опорными колодками 7, выполненными с выемками 8 для укладки заготовок створок 9 и клиновыми поверхностями 10, взаимодействующими с клиновыми поверхностями 11 подвижных частей 12 инструмента, подпружиненных пружиной 13 и установленных с возможностью горизонтального перемещения на рабочей плоскости, жестко закрепленной на верхней плите (не показана) чдсти 14 инструмента.
Каждая колонка 5 выполнена в виде трехгранной призмы, две боковые грани которо й параллельны взаимодейству- ЮШ.ИМ с подвижными частями инстрзгмен- та поверхностям опорных колодок 7, а ребро, образованное этими гранями, размещено в плоскости симметрии штампа.
В верхней части каждой опорной колодки 7 перпендикулярно оси гибочного ручья выполнены выступы 15, а в колодке 5 - соответствующие этим выступам пазы 16. На наружной поверхности колодки 5 выполнены выемки 17 для заготовок. Вертикальное перемещение направляющей колодки 5 ограничивается ступенчатыми винтами 18, обеспечивающими в раскрытом штам0д
5
0
5
14 инструмента своими формующими участками гибочный ручей 21, зафиксировав при .этом ось 20 с подогнутыми концами заготовок створок 9, одновременно касаясь клиновых поверхностей 10 опорных колодок 7 и боковых граней направляющей колодки 5 клиновыми поверхностями 11 , момент соответствует началу закатки петли. . .
При дальнейшем ходе ползуна пресса вниз опорные колодки 7 под действием клиновых усилий сближаются и тем самьм подают концы заготовок створок 9 через соразмерный с толщиной последние зазор, образованный выемками 17 и клиновыми поверхностями 11, в гибочный ручей 21. Происходит закатка петли. При обратном ходе ползуна пресса подвижные части 12 инструмента поднимают готовую Деталь, При этом опорные колодки 7 под действием пружин 6 и направляющая колодка 5 под действи-. ем пружин 4 возвращаются в исходное положение.
В момент выхода из зацепления с упорами 2 подвижных частей 12 инструмента подследние под действием пружин 13 возвращаются в исходное положение, освобождая при этом готовую деталь, которая удаляется из штампа вручную или механическ им способом.
Применение предлагаемого штампа для сборки петель по сравнению с известным дает возможность повысить качество изготавливаемых петель за счет обеспечения направления концов заготовок створок направляющей колодки в гибочный ручей на протяжении всего процесса гибки,и возможность сборки петель без предварительной подгибки заготовок створок .
Формула изобретения
Штамп для сборки петель из двух заготовок с предварительно подогнутыми концами по авт. св. № 1148685,
МА
15
отличающийся тем, что, с целью повышения качества изделий с повьш1енным отношением диаметра петли к толщине заготовок, он снабжен установленной с возможностью ог- paini4eHHoro перемещения вдоль оси штампа направляющей колодкой, выполненной в виде трехгранной призмы,
одно ребро которой размещено в плоскости симметрии штампа, а образующие его грани выполнены с пазами для заготовок и размещены параллельно рабочим поверхностям опорных колодок, причем в верхней части опорньгх колодок
выполнены выступы, в направляющей колодке - соответствующие пазы.
.
Составитель Л. Ткаченко Редактор Н. Бобкова Техред Л. Олийнык Корректоре. Шекмар
Заказ 6008/14
Тираж 709
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Iff
Подписное
| Штамп для сборки петель | 1983 |
|
SU1148685A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
