Изобретение относится к сборочным процессам в машиностроении, а именно к сборке накладных петель.
Известен способ изготовления петель, преимущественно дверных, состоящих из двух створок, соединенных основным и дополнительным стержнями, путем выполнения в комбинированном штампе пробивки отверстий, ступенчатого продольного надреза с образованием участков двух створок, подвергаемых завивке и подгибки концов последних.
Известно также устройство для изготовления петель, содержащее комбинированный штамп с пуансонами и матрицами для предварительной подгибки ушка створок, завивки подогнутого ушка, сборки створки со стержнем и обжимания ушка собранной петли. Механизм для подачи заготовок включает магазин для штучных заготовок и трехрукий манипулятор.
Недостатком данного устройства является то, что сборка петли осуществляется в
несколько этапов. Вначале собирается одна часть петли со стержнем. Вторая часть петли изготавливается на другом оборудовании, после чего эти две части петли собираются в готовую петлю вручную.
Целью изобретения является расширение технологических возможностей устройства для сборки петель.
Поставленная цель достигается тем, что соединение створок петель стержнем между собой осуществляется механизмом подачи створок петель, который выполнен в виде направляющей с двумя пазами с увеличивающимся углом наклона их осей одна к другой от входной части направляющей к выходной, механизм сборки створок со стержнем установлен в конце направляющей и выполнен в виде штока, установленного с возможностью возвратно- гюстунательного перемещения. Собранные петли поступают на пульсирующий конвейер скребкового типа, с которого по направляющей подаются в пресс на обжимку.
VJ
СО
ел ч со
Таким образом, данное устройство позволяет собирать две створки петель между собой стержнем одной операцией.
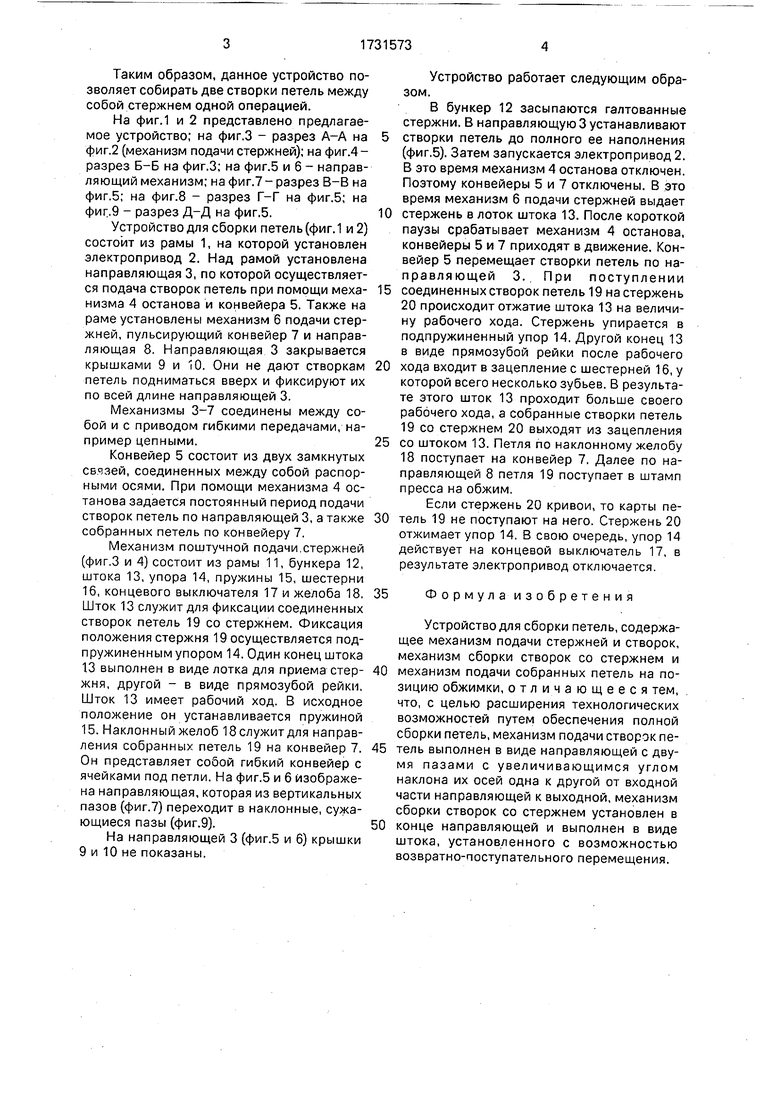
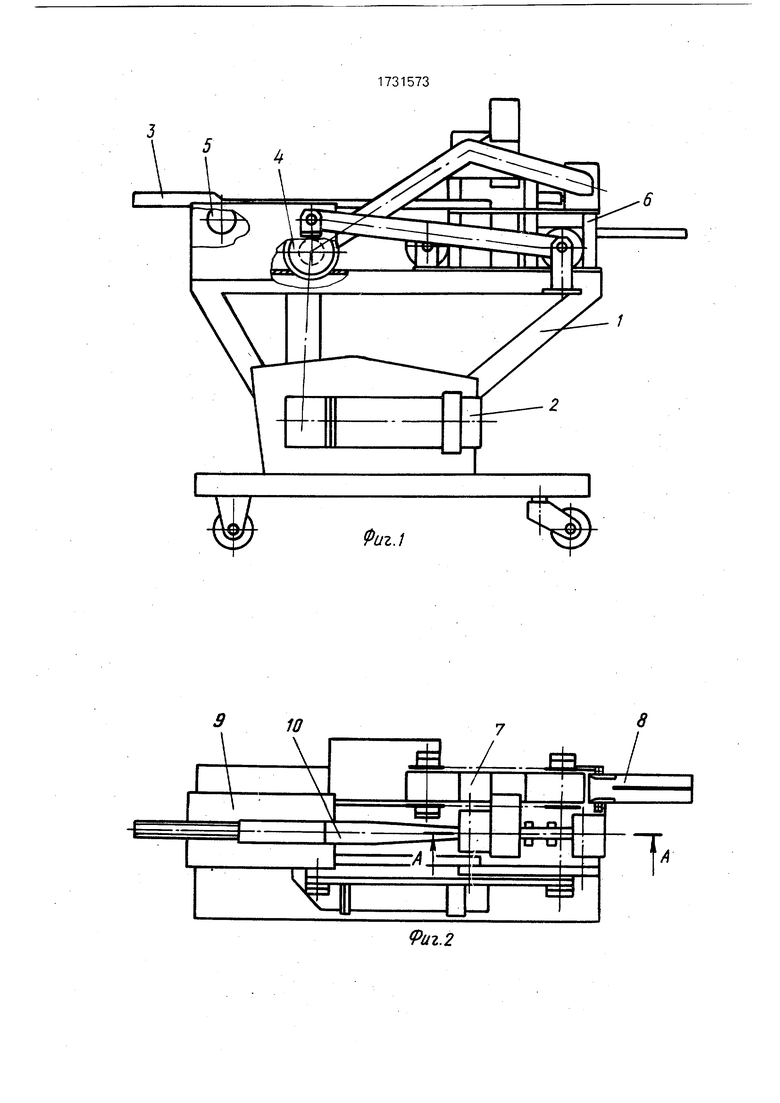
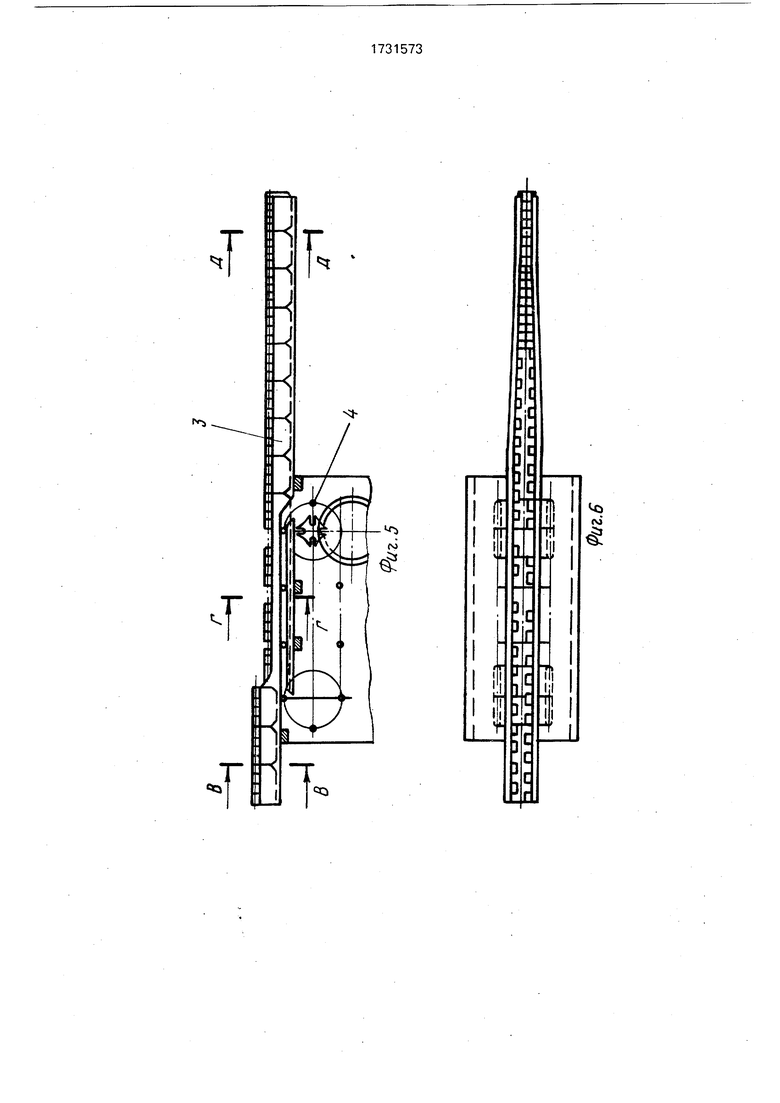
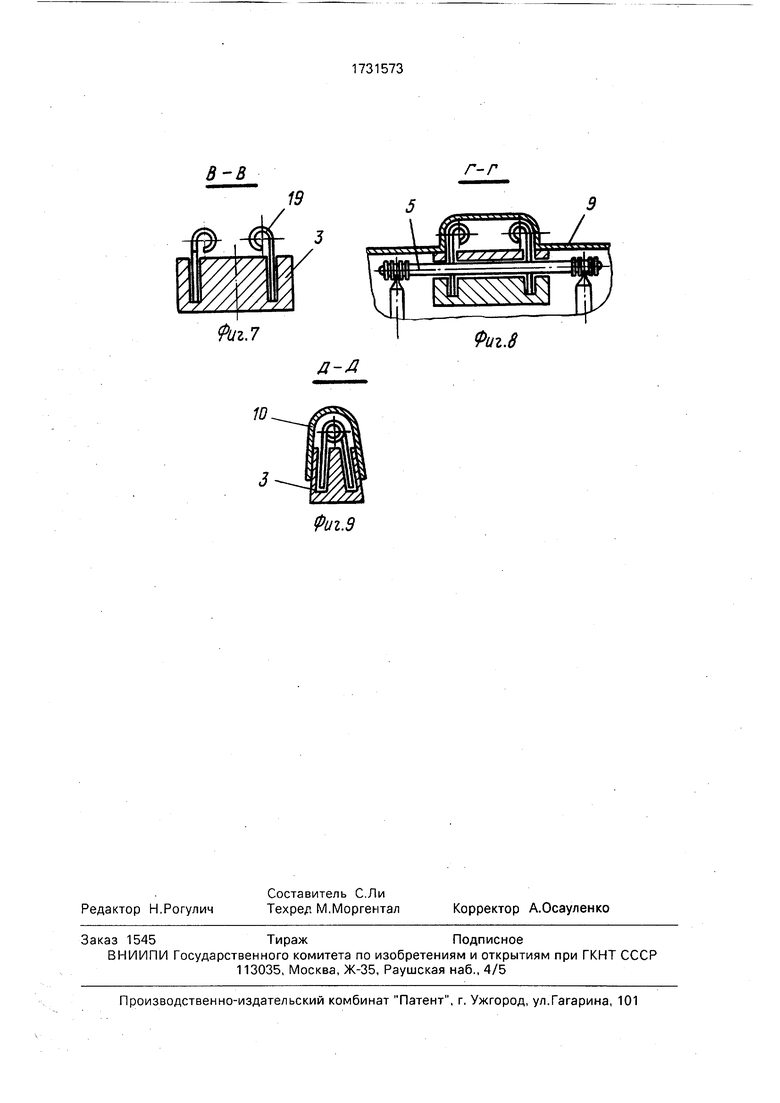
На фиг.1 и 2 представлено предлагаемое устройство; на фиг.З - разрез А-А на фиг.2 (механизм подачи стержней); на фиг.4- разрез Б-Б на фиг.З; на фиг.5 и 6 - направляющий механизм; на фиг.7- разрез В-В на фиг.5; на фиг.8 - разрез Г-Г на фиг.5; на фиг.9 - разрез Д-Д на фиг.5.
Устройство для сборки петель (фиг.1 и 2) состоит из рамы 1, на которой установлен электропривод 2. Над рамой установлена направляющая 3, по которой осуществляется подача створок петель при помощи механизма 4 останова и конвейера 5. Также на раме установлены механизм 6 подачи стержней, пульсирующий конвейер 7 и направляющая 8. Направляющая 3 закрывается крышками 9 и 10. Они не дают створкам петель подниматься вверх и фиксируют их по всей длине направляющей 3.
Механизмы 3-7 соединены между собой и с приводом гибкими передачами, например цепными.
Конвейер 5 состоит из двух замкнутых связей, соединенных между собой распорными осями. При помощи механизма 4 останова задается постоянный период подачи створок петель по направляющей 3, а также собранных петель по конвейеру 7.
Механизм поштучной подачи стержней (фиг.З и 4) состоит из рамы 11, бункера 12, штока 13, упора 14, пружины 15, шестерни 16, концевого выключателя 17 и желоба 18. Шток 13 служит для фиксации соединенных створок петель 19 со стержнем. Фиксация положения стержня 19 осуществляется подпружиненным упором 14. Один конец штока 13 выполнен в виде лотка для приема стержня, другой - в виде прямозубой рейки. Шток 13 имеет рабочий ход. В исходное положение он устанавливается пружиной 15. Наклонный желоб 18 служит для направления собранных петель 19 на конвейер 7. Он представляет собой гибкий конвейер с ячейками под петли. На фиг.5 и 6 изображена направляющая, которая из вертикальных пазов (фиг.7) переходит в наклонные, сужающиеся пазы (фиг.9).
На направляющей 3 (фиг.5 и 6) крышки 9 и 10 не показаны.
Устройство работает следующим образом.
В бункер 12 засыпаются галтованные стержни. В направляющую 3 устанавливают
створки петель до полного ее наполнения (фиг.5). Затем запускается электропривод 2. В это время механизм 4 останова отключен. Поэтому конвейеры 5 и 7 отключены. В это время механизм 6 подачи стержней выдает
стержень в лоток штока 13. После короткой паузы срабатывает механизм 4 останова, конвейеры 5 и 7 приходят в движение. Конвейер 5 перемещает створки петель по на- правляющей 3. При поступлении
соединенных створок петель 19 на стержень 20 происходитотжатие штока 13 на величину рабочего хода. Стержень упирается в подпружиненный упор 14. Другой конец 13 в виде прямозубой рейки после рабочего
хода входит в зацепление с шестерней 16, у которой всего несколько зубьев. В результате этого шток 13 проходит больше своего рабочего хода, а собранные створки петель 19 со стержнем 20 выходят из зацепления
со штоком 13. Петля по наклонному желобу 18 поступает на конвейер 7. Далее по направляющей 8 петля 19 поступает в штамп пресса на обжим.
Если стержень 20 кривой, то карты петель 19 не поступают на него. Стержень 20 отжимает упор 14. В свою очередь, упор 14 действует на концевой выключатель 17, в результате электропривод отключается.
35
Формула изобретения
Устройство для сборки петель, содержащее механизм подачи стержней и створок, механизм сборки створок со стержнем и
механизм подачи собранных петель на позицию обжимки, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения полной сборки петель, механизм подачи створок петель выполнен в виде направляющей с двумя пазами с увеличивающимся углом наклона их осей одна к другой от входной части направляющей к выходной, механизм сборки створок со стержнем установлен в
конце направляющей и выполнен в виде штока, установленного с возможностью возвратно-поступательного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Способ изготовления петель | 1990 |
|
SU1801693A1 |
| Способ изготовления петель | 1975 |
|
SU580932A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Комбинированный штамп для изготовления деталей г.б.мархасина | 1976 |
|
SU633645A1 |
| Штамп для гибки | 1975 |
|
SU549204A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Штамп для сборки петель | 1987 |
|
SU1438897A2 |
| Способ изготовления петель | 1987 |
|
SU1484419A1 |
Использование: сборка накладных дверных петель. Сущность изобретения: механизм подачи створок петель выполнен в виде направляющей с двумя пазами, угол наклона осей которых друг к другу увеличивается от входной части направляющей к выходной. Механизм сборки створок петель со стержнем установлен в конце направляющей и выполнен в виде подпружиненного штока, установленного с возможностью возвратно-поступательного перемещения. 9 ил.
3to
V
I
СЦЕ
-г:г- 4
sH;
Риг.1
СЦЕЕ
-г:г- 4 -
fl «-I
т
Ш
/2.2
1731573
/tf
Фиг. ц
8-В
Риг.7
Д-Д
Риг.9
г-г
Риг.8
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
