7«
со
00
11
Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки, и может быть использовано для изготовления шарнирных петель из листового материала.
Целью изобретения является повышение производительности операции гибки путем выполнения за один ход подгиба и завивки петли.
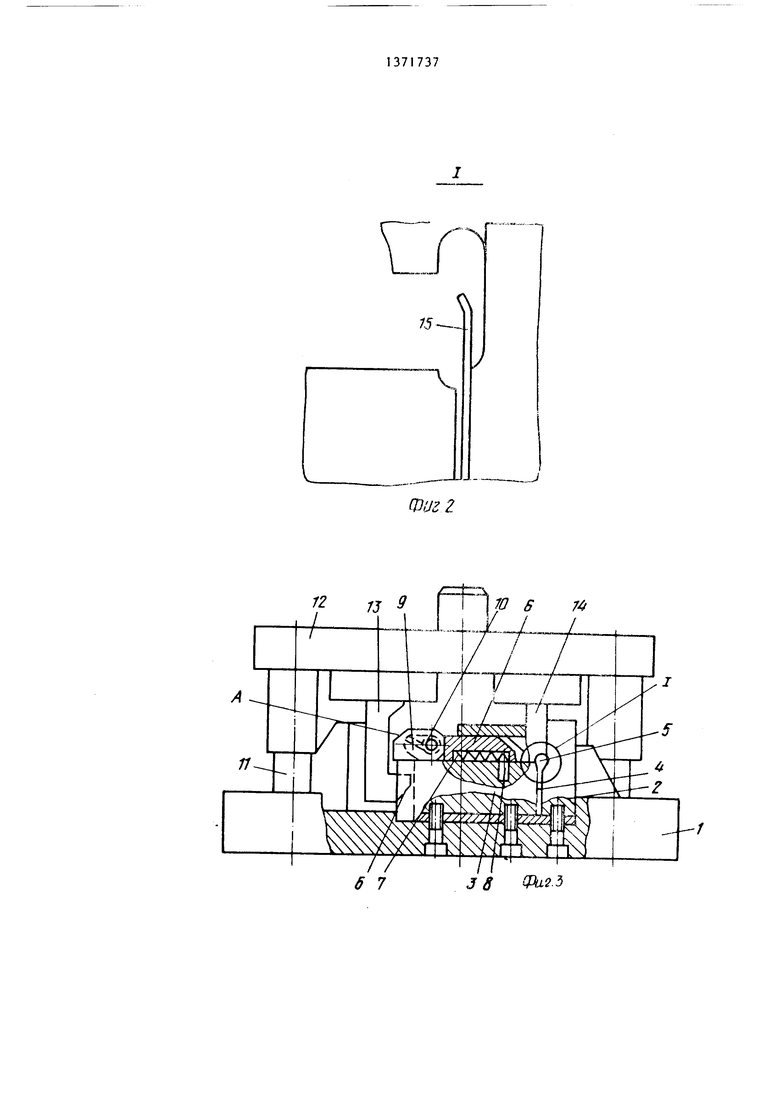
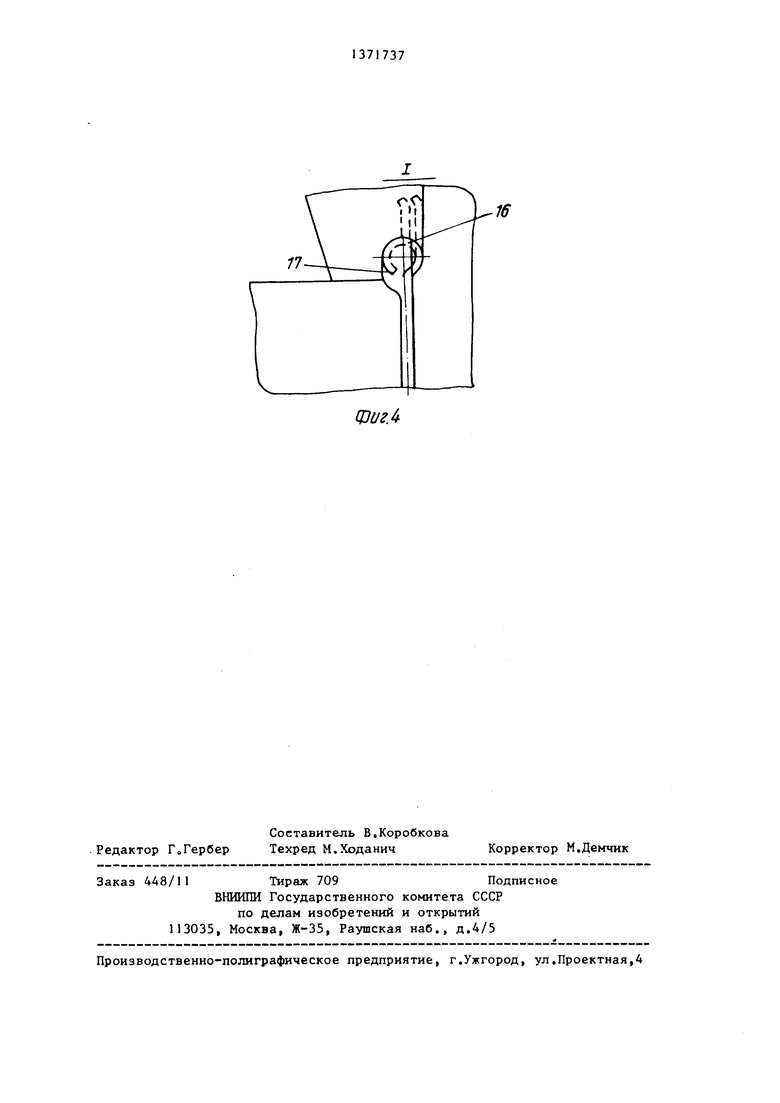
На фиГо изображено устройство для изготовления петель в исходном положении; на фиг.2 - узел 1 на фиг. 1; на фиг.З - устройство в момент окончания завивки петли; на фиг о А - узел I на фиГо1, иллюcтpиpyюD ий процесс формирования петли о
На нижней плите 1 закреплены матрица 2 и направляющая 3. В матрице 2 выполнен паз 4 с радиусной выемкой 5 для заготовки. Пуансон 6 предварительной гибки с пружиной 7 установлен на направляющей 3 и зафиксирован в крайнем левом положении штиф том 8„ Поворотный сухарь 9 с пружино 10 соединен шарнирно с пуансоном 6. На плите 1 смонтированы направляющие колонки 11 для обеспечения возможности вертикального переме- нпя верх ней плиты 12, к которой прикреплены толкатель 13 с Г-образным концом и пуансон 14 окончательной гибки.
Устройство работает следующим образом.
В паз 4 с радиусной выемкой 5 матрицы 2 устанавливают заготовку 15 створки петли с предварительно загнутыми концами (концы загибают одновременно с вырубкой заготовки на прес- се)о Заготовку 15 устанавливают вогнутостью в сторону дополнительного пуансона 6.
При движении вниз верхней плиты 12 по направляющим колонкам П тол- катель 13 с Г-образным концом, взаимодействуя своей поверхностью Б с
372
поверхностью А поворотного сухаря 9 перемещает его о Сухарь 9 приводит в движение пуансон 6, сжимая его пружину 7. Пуансон 6, контактируя с заготовкой 15, производит предварительный подгиб, получая заготовку 16. При дальнейшем перемещении вниз толкателя 13 сухарь 9 и пуансон 6 под воздействием пружины 7 возвращаются в исходное положение о Одновременно пуансон 14 производит окончательную завивку заготовки 15 вокруг оси, получая петлю 17.
При движении верхней плиты 12 вверх пуансон 14 выходит из зоны гиба, толкатель 13, поднимаясь, поворачивает сухарь 9, и последний возвращается в исходное положение.
Использование предложенного устройства позволяет повысить производительность изготовления петель за счет выполнения за один ход инструмента двух операций; подгиба петли и ее окончательной завивки.
Формула изобретения
Устройство для изготовления петель, содержащее верхнюю и нижнюю плиты с закрепленными на них пуансонами предварительной и окончательной гибки с матрицей, а также толкателем с Г-образньп концом и взаимодействующим с Г-образным концом толкателя поворотным подпружиненным сухарем, отличающееся тем, что, с целью повьт1ения производительности операции гибки путем выполнения за один ход подгиба и завивки петли, он снабжен установленной на нижней плите направляющей с горизонтальным пазом для пуансона предварительной гибки, последний выполнен подпружиненным вдоль паза и соединен шарнирно с поворотным подпружиненным сухарем
Л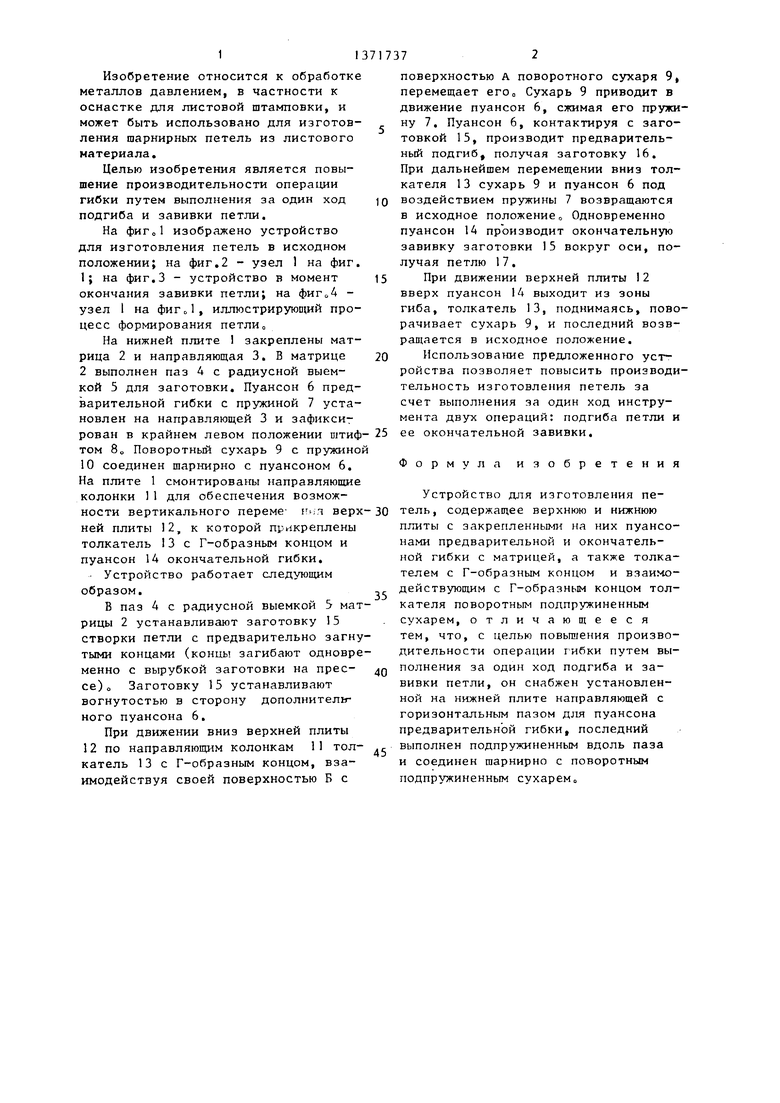
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Комбинированный штамп для изготовления деталей г.б.мархасина | 1976 |
|
SU633645A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
| Штамп для гибки | 1975 |
|
SU549204A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
Изобретение относится к области обработки металлов давлением, в частности к оснастке для листовой штамповки, и может быть использовано дпя изготовления петель из листового материала. Целью изобретения является повышение производительности за счет вьшолнения за один ход инструмента подгиба и завивки петли. В паз 4 с радиусной выемкой 5 матрицы 2 устанавливают заготовку с предварительно (в процессе вырубки) загнутыми концами вогнутостью в сторону пуансона 6 предварительной гибки. При движении вниз верхней плиты 12 толкатель 13 Г-образным концом взаимодействует с поворотным сухарем 9, перемещая его Сухарь 9 приводит в движение пуансон 6, сжимая его пружину 7. Пуансон 6 производит предварительный подгиб заготовки, а пуансон 14 - окончательную завивку конца заготовки. 4 ил. С (Л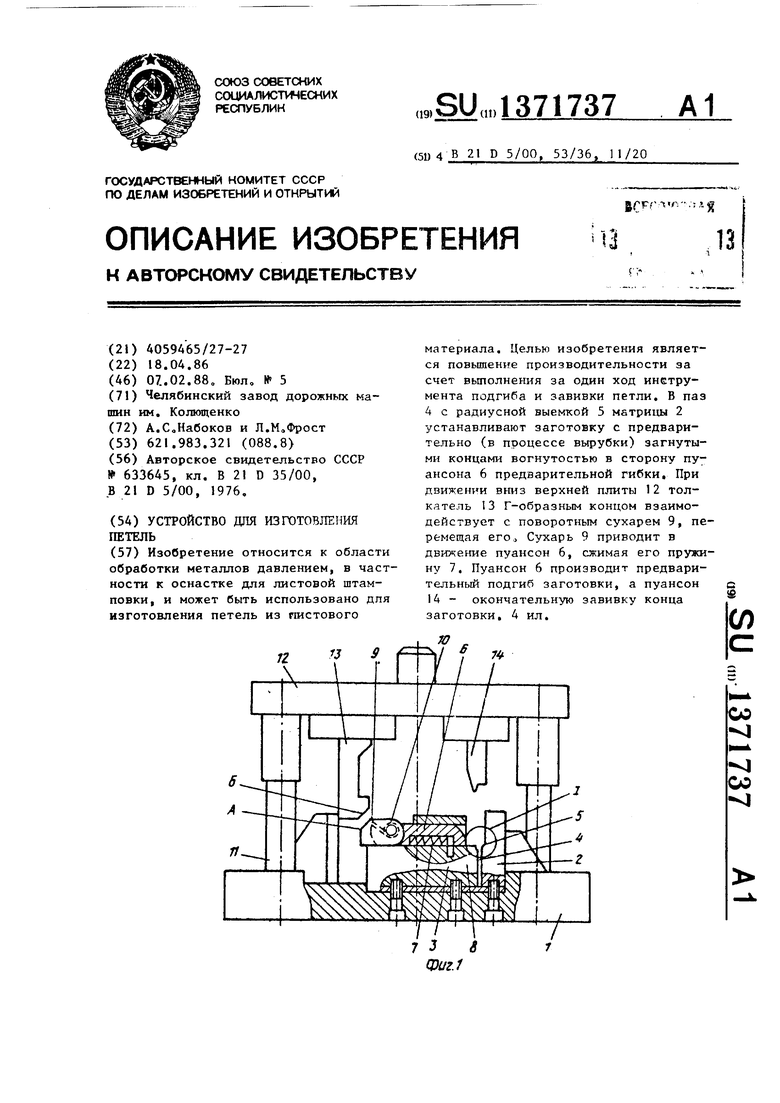
г 5 3.
Фиг г
/4J 3 (Ра2.
Фиг4
| Комбинированный штамп для изготовления деталей г.б.мархасина | 1976 |
|
SU633645A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
