Изобретение относится к сварочному производству и может быть использовано в. специализированных установках для электрошлаковой сварки и нап лавки прямолинейных и кольцевых швов комбинированными плавящимся и неплавящимся электродами. Известен аппарат для электрошлако вой сварки и наплавки комбинированными электродами, содержащий сварочную головку с механизмом осуществления электрошлакового процесса непла вяищмся и плавящимся электродами,при этом механизм рабочего и регулировоч ного перемещения неплавящегося электрода снабжен автономным реверсивным приводом, на зубчатой рейке которого закреплен сварочный мунДщтук с неплавящимся электродом и направляющим каналом для электродной проволоки L1J. Однако этот аппарат специализирован на использовании только одной ко бинации электродов: неплавящегося и плавящегося проволочного. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для сварки плавлением, преимущественно электрощлаковой комбинированными электродами, содержащее две свароч ныв головки, основную и дополнительную, с механизмами подачи проволоки содержащими подающие ролики, и механизмами перемещения сварочных мунд щтуков, направляющие трубки для пода чи проволок, а также механизмы корректировки положения мундштуков, причем одна головка установлена с во можностью фиксации угла подачи прово лок относительно другой Г2. Недостатком этого устройства явля ется узкий диапазон технологических в 1зможностей для сварки комбинированньми электродами. Целью изобретения является расширение технологических возможностей устройства для электрощлаковой сварки комбинированными электродами путем варьирования комбинаций разнотипных электродов и их взаимного по ложения в сварочной ванне. Поставленная цель достигается тем что в устройстве дополнительная головка снабжена смонтированными соосно с подающими роликами дополнитель ными роликами для подачи дополнительной присадочной проволоки,сварочный муидщтук снабжен .токоподводящей колодкой с закрепленным в ней электрододержателем с неплавящимся электродом, причем токоподводящая колодка сварочного мундштука выполнена из двух частей с возможностью фиксированного поворота одной части относительно другой. Кроме того, для автоматического регулирования расстояния между концами плавящегося и неплавящегося электродов один из механизмов корректировки положения мундштуков в раздедке снабжен реверсивным электродвигателем. На фиг. 1 показано устройство общий вид; на фиг. 2 - сечение А-А на фиг. 1(в зоне расположения подающих роликов); на фиг. 3 - вид Б на фиг. 1, на направляющие дополнительной головки); на фиг. 4 и 5 - варианты комбинаций разнотипных электродов. Устройство для электрошлаковой сЪарки и наплавки комбинированными электродами (фиг.1) содержит основную сварочную головку, которая включает в себя несущее основание 1 (фиг. 1) с закрепленными на нем электромеханйзмами 2 и 3 подачи присадочной проволоки 4 и реверсивного пере-мещения сварочного мундштука, состоящего из токопроводящей колоДки 5 и и закрепленного в ней шарнирно .электрододержателя 6 с неплавящимся электродом 7 и направляющим токоподводящим каналом 8. Токоподводящая колодка 5 жестко закреплена на зубчатой рейке 9 реверсивного электромеханизма 3. Направляющая электродной проволоки на вылете от механизма подачи 2 до направляющего токоподводящего канала 8 выполнена в виде телескопического соединения трубок 10 и 1 1 . Такая конструкция обеспечивает направление проволоки в условиях реверсивного перемещения сварочного мундштука. На корпусе электромеханизма 3 жестко закреплен опорный кронштейн 12, шарнирно связанный с опорным кронштейном 13 дополнительной сварочной головки, включающей подающий механизм, стержневого электрода и реверсивный электромеханизм регулирования положения его в разделке. Опорный кронштейн 13 снабжен направляющими 14 (фиг. 3), на которых установлен корпус 15 подающего механизма стержневого электрода. В корпусе подающего механизма смонтированы скользящий токоподводящий узел 16(фиг.1), включающий токоподводящую колодку и опорный ролик, и две пары подающих роликов 17 и 18 (фиг.1 и 2), которые приводятся во вращение от закрепленного на корпусе автономного электромеханизма (не показан). Подающие ролики 17 и 18 служат для подачи в зону сварки стержневого электрода 19. Соосно с роликами 17 смонтированы дополнительные подающие ролики 20 (фиг. 2) для дополнительной присадочной проволоки 21. Для обеспечения настройки подачи присадочных проволок 4 и 21 как на режим сварки (большие скорости), так и на режим легирования (малые скорости) , приводы электромеханизмом подачи плавящихся электродов снабжены двигателями постоянного тока.
На корпусе электромеханизма 3 (фиг.1) закреплена съемная направляющая дополнительной присадочной проволоки, выполненная в виде телескопического соединения трубок 22 и 23. Направление проволоки 21 от подающих роликов 20 до телескопических направляющих 22 и 23 обеспечивает трубка 24. На подвеске 25, жестко связанной с кронштейном 13, установлен реверсивный электромеханизм 26, исполнительный механизм которого соединен с основанием корпуса 15 подающего механизма дополнительной головки.
Устройство работает следующим образом,
В зависимости от характеристики материала и технологических особенностей свариваемого или наплавляемого изделия выбирается технологический вариант с соответствующей комбинацией электродов. Например, при электрошлаковой сварке сложнолегированных жаропрочных никелевых и титановых сплавов из-за трудностей изготовления проволоки целесообразно применять стержневой (пластинчатый) присадочный материал либо в комбинации его с проволочным, менее тегированным. В этом случае (фиг.4) предлагаемое устройство позволяет использовать в комбинации с неплавящимся электродом 7 либо только стержневой электрод 19, либо вместе с ним в шлаковую ванну подают и проволочный электрод 4.
В случае необходимости комплексного легирования шва вместо присадочной проволоки электромеханизмом 2 (фиг.2) подается легируемая проволока, при этом электромеханизм настраивается на режим легирования. При электрошлаковой сварке в режиме с контактированием неплавящегося и плавящегося электродов в плавильном пространстве в зависимости от особенностей свариваемого изделия (сечение и высота шва) контактирование электродов осуществляют изменяя установочные углы между осями стержневого и неплавящегося электродов. Изменение уставочного угла неплавящегося электрода осуществляют, например, в токоподводящей колодке 5, выполняя ее из двух частей с возможностью поворота одной части относительно другой. При этом узел 27 (фиг.4 и 5) крепления направляющей трубки 11 выполняется с возможностью установочного перемещения. Изменение установочного угла стержневого электрода осуществляется поворотом кронштейна 13 с закреплением положения фиксирующим болтом 28 (фиг.1).
При электрошлаковой сварке на режимах с легированием элементами неплавящегося электрода с помощью реверсивного электромеханизма 26 электрическая система управления сварочным аппаратом, содержащим предлагаемое устройство, поддерживает режим взаимодействия электродов путем стабилизации тока в цепи плавящегося электрода.
В ряде случаев, например при . О сварке швов большой протяженности или изделий с фасонным сечением,. предпочтительно применение в комби-нации с неплавящимся электродом проволочного плавящегося электрода. 5 Но изготовление сложнолегированной проволоки при этом затруднено. Ис- . пользуя новый способ легирования при электрошлаковом процессе, легирующие добавки-упрочнители вносят не0посредственно при сварке или наплавке, а в качестве плавящегося электрода используют менее легированную проволоку.
55 Для осуществления такого технологического варианта плавящий проволочный электрод 4 (фиг. 5) подают через направляющий канал 8 сварочного мундштука электромеханизмом 2,
настраивая его на режим сварки (большие скорости), а легирующую проволоку 21 подают -по направляющим 22,23 и 24 подающим электромеханизмом дополнительной головки, настроенным на режим легирования. При некоторых технологических вариантах дополнительная головка может быть снята.
поэтому она выполнена съемной.
Ориентировочньй расчет показал, что на одной установке, снабженной предложенным устройством, можно сварить до 10000 заготовок в год и сэкономить до двухсот тонн дорогостоящей металла, т. е .свьше 1 млн.руб.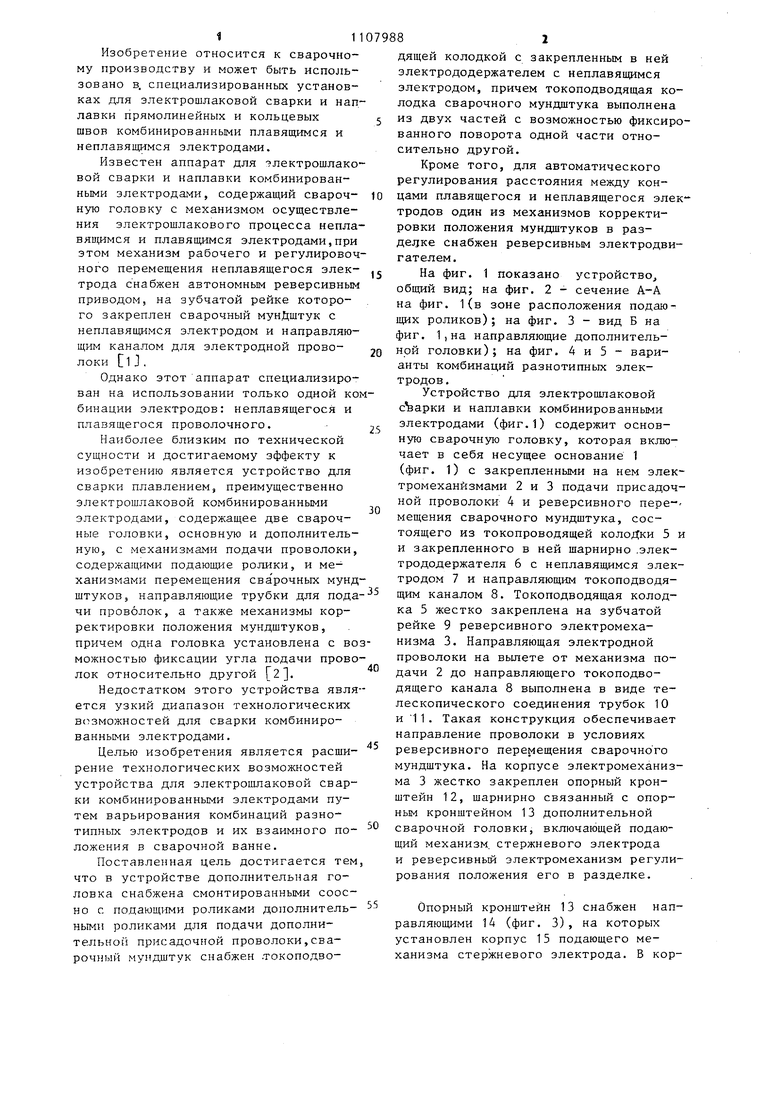


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| Способ электрошлаковой сварки | 1978 |
|
SU753572A1 |
| Устройство для направления присадочной проволоки | 1980 |
|
SU994177A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| Способ легирования металла при электрошлаковом процессе | 1974 |
|
SU538861A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1991 |
|
RU2024379C1 |

1. УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ, преимущественно электрошлаковой комбинированными электродами, содержащее две сварочные головки, основную и дополнительную, с механизмами подачи проволоки, содержащими подающие ролики, и механизмами перемещения сварочных мундштуков, направляющие трубки для подачи проволок, а также механизмы корректировки положения мундштуков, причем одна головка установлена с возможностью фиксации угла подачи проволок относительно другой, отличающееся тем, что, с це- лью расширения технологических возможностей устройства путем варьирования комбинаций разнотипных электродов и их взаимного положения в сварочной ванне, дополнительная головка снабжена смонтированными соосно с подающими роликами дополнительными роликами для подачи дополнительной присадочной проволоки,сварочный мундштук снабжен токоподводящей колодкой с с закрепленным в ней электрододержателем с неплавящимся электродом,причем токоподводящая колодка сварочного мундштука выполнена из двух частей с воз9 можностью фиксированного поворота одной части относительно другой. 2. Устройство по п.1, о т л и ч аю щ е е с я тем, что, с целью автоматического регулирования расстояния между концами плавящегося и неплавящегося электродов, один из механизмов корректировки положения мундштуков в разделке снабжен реверсивным о электродвигателем. CD 00 OP
Фиг.
А-А
Buds
18
(put. 2
(Риг.з
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 20198668/25-27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сварочное оборудование | |||
| Каталог-справочник | |||
| Наукова думка, 1968, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
