1
Изобретение относится -к изготовлению строительных изделий на прессах.
Известно устройство для прессования изделий, в котором съем изделий с пресса осуществляется съемником с Зёцкимами, а укладка на накопитель сталкивателем.
Недостаток такого устройства закТпочается в его сложности, , Известна также установка для формования изделий, содержащих бункер с передвижным мерньм питателем, и механизм передачи изделий с пресса на накопитель, где передача свежеотформованных изделий с приемного стола пресса и установка их в вертикальном положении на накопитель осуществляется зажимом боковых граней изделия с отрывом его от горизонтальной плоскости приемного стола.
Недостатком известной установки является то, что при отрыве изделия , от поверхности приемного стола свеже отформованные изделия часто разрушаются, кроме того не предусмотрена ав-тематическая работа установки.
Цель изобретения - автоматизация передачи свежеотформованных изделий при передаче их с пресса на накопител и уменьшение их деформации,
Это достигается тем, что в устаноке, содержащей бункер с передвижным мерным питателем, пресс и механизм передачи изделий с пресса на накопитель, механизм передачи выполнен в виде поворотного двуплечего рычага, одно плечо которого оборудовано приемным столом с боковыми зажимами изделий, а второе - выполнено в виде кулисы с Г-образным пазом, соединенной тягой с MepHfciM питателем.
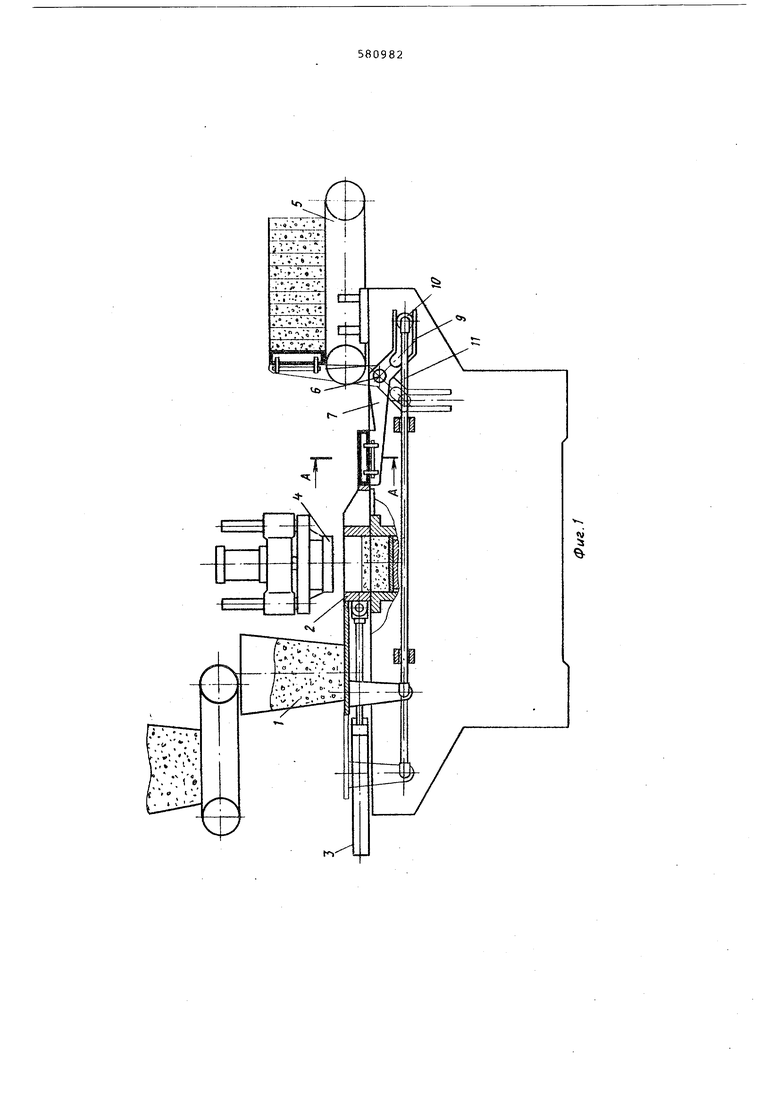
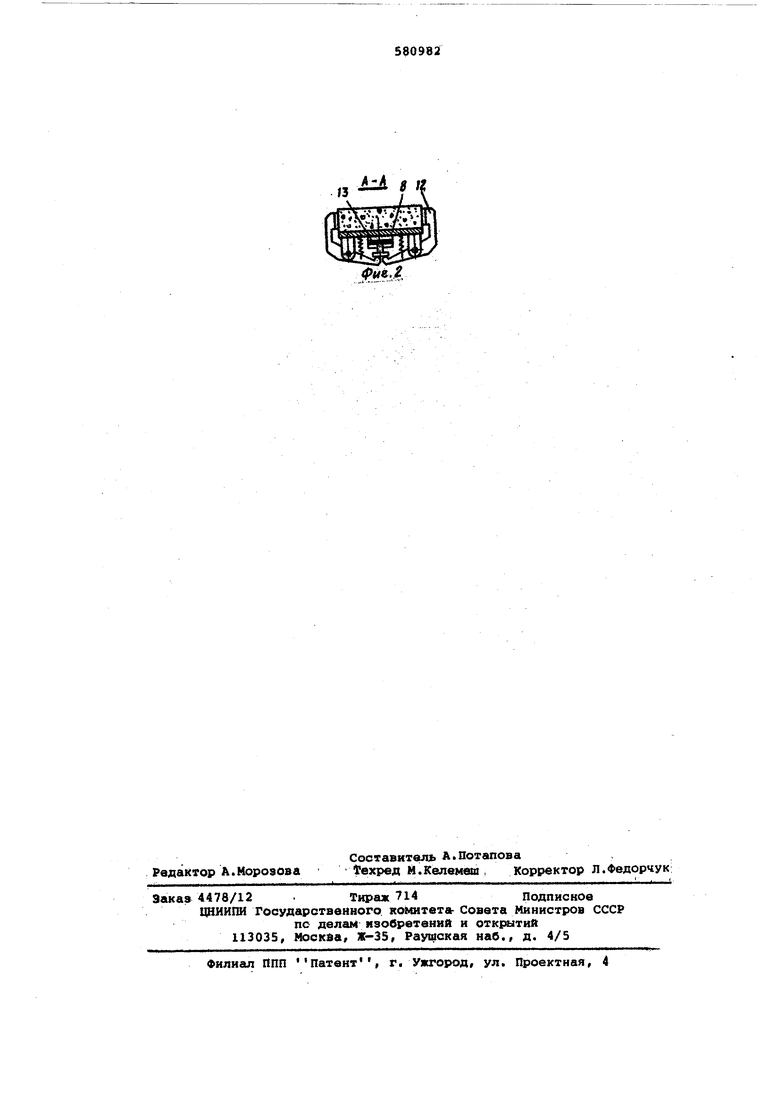
На фиг. 1 изображен общий вид установки, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Установка содержит бункер I, мерный питатель 2 с пневмоприводом 3, пресс 4, накопитель 5 отформованных изделий и механизм передачи изделий с пресса на накопитель, состоящий и поворотного около оси 61двуплечего рычага 7, на одном плече которого смонтирован приемный стол 8, а второе плечо выполнено в виде кулисы 9 с Г-образным пазом. Двуплечий рычаг с помощью ролика 10 и тяги 11 соединен с передвижным мерным питателем 2 Приемный стол 8 имеет боковые зажимы 12, снабженные пневмоприводом 13
Установка работает следующим образ ом. Мерный питатель 2 с дозой смеси пневмоприводом 3 перемещается из-под бункера 1 в сторону матрицы: и выталкивает отформованное изделие из прес са. Одновременно с ходом питателя вправо соединенная с ним тяга 11 поворачивает двуплечий рычаг 7 около оси 6, устанавливая тем самым приемный стол 8 в исходное горизонтальное положение заподлицо с плоскостью скольжения изделия до того момента, когда изделие подойдет к передней кромке стола. При этом рабочие грани паза кулисы 9 устанавливаются параллельно направлению перемещения тяги, благодаря чему при дальнейшем продвижении мерного питателя с изделием по плоскости приемного стола двуплечий рычаг 7 находится в покое. - По достижении крайнего правого по ложения мерного питателя и изделия .подается сигнал на срабатывание пнев мопривода 13 боковых зажимов 12, которые прижимаются к боковым граням изделия. В это же время в крайнем правом положении мерного питателя пр исходит загрузка бетонной смеси в ма рицу и питатель перемещается в исход ное левое положение. / При этом тяга 11, выбрав свободный ход в пазу кулисы 9, поворачивает двуплечий рычаг 7 на 90 и изделие, зажатое между плоскостью приемного стола 8 и боковыми зажимами 12, перемещается в вертикальное положени после чего подается сигнал на отключение привода боковых зажимов и изде лие устанавливается на накопителе 5. Затем цикл работы установки повторяется. , При переходе двуплечего рычага в исходное положение накопитель переме щает изделие на шаг, освобождая место для установки следующего изделия. Бла годаря тому,1 что кулкса, выполненная на втором плече рычага, служит для поворота стола вместе с изделием, а Г-образный профиль кулисы позволяет расчленить операцию, поворота приемного стола на 2 момента: собственно поворот и регулирование высоты стола в горизонтальном положении до передачи на него изделия) это обеспечивает nporpciMMHoe движение приемного стола в соответствии с технологическим циклом работы машины. Кроме того,.поворот двуплечего рычага осуществляется автоматически при движении мерного питателя посредством тяги, а свежеотформованные изделия при повороте из горизонтсшьного положения в вертикальное опираются своей основной плоскостью на поверхность приемного стола при одновременном зажиме боковых граней, что уменьшает возможность разрушения или деформации изделий. Все это позволяет снизить отходы производства, повысить пpoизвoдитeJ ьность оборудования и качество Форм емых изделий. Формула изобретения Установка для формования изделий из бетонных смесей, содержащая бункер, мерный питатель с приводом, пресс и механизм передачи изделий с пресса на накопитель, отличающаяс я тем, что, с целёю автоматизации передачи свежеютформованных изделий с пресса на накопитель и уменьшения их деформации механизм передачи изделий выполнен в виде двуплечего рычага, одно плечо которого снабжено приемным столом с боковыми зажимами изделий, а второе - выполнено в виде кулисы с Г-образным пазом, соединенной тягой с мерным питателем.
W
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования изделий из бетонных смесей | 1986 |
|
SU1320066A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Автомат для маркировки изделий | 1990 |
|
SU1818247A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2054994C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ГРУНТОЦЕМЕНТНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2012491C1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2359774C2 |