Обычно опорные кольца для подшипников качения обтачиваются н после закалки шлифуются за дваустанова «а станке. За первый установ у кольца, укрепленного снаружи в патроне кулачками, обтачивается или шлифуется только внутренняя поверхность. За второй установ обрабатывается наружная поверхность кольца. При таком порядке обработки получить полного совпадения геометрических осей обоих обрабатываемых поверхностей, т. е. полной концентричности последних, практически невозможно, в результате чего возникают неправильности в работе шариковых подшипников с такими ко.льцами.
Изобретение имеет целью устранить это неудобство и сделать возможной внутреннюю и наружную обработку колеп, для подшипников качения с одного установа.
Для этого, согласно изобретению, обработка колец производится следуюшим образом. Два предварительно обработанных кольца сваривают или спаивают в нескольких точках по торцам и, зажимая одно из колец в патроне, , производят чистовую обработку обоих цилиндрических поверхностей другого за один устаноб.
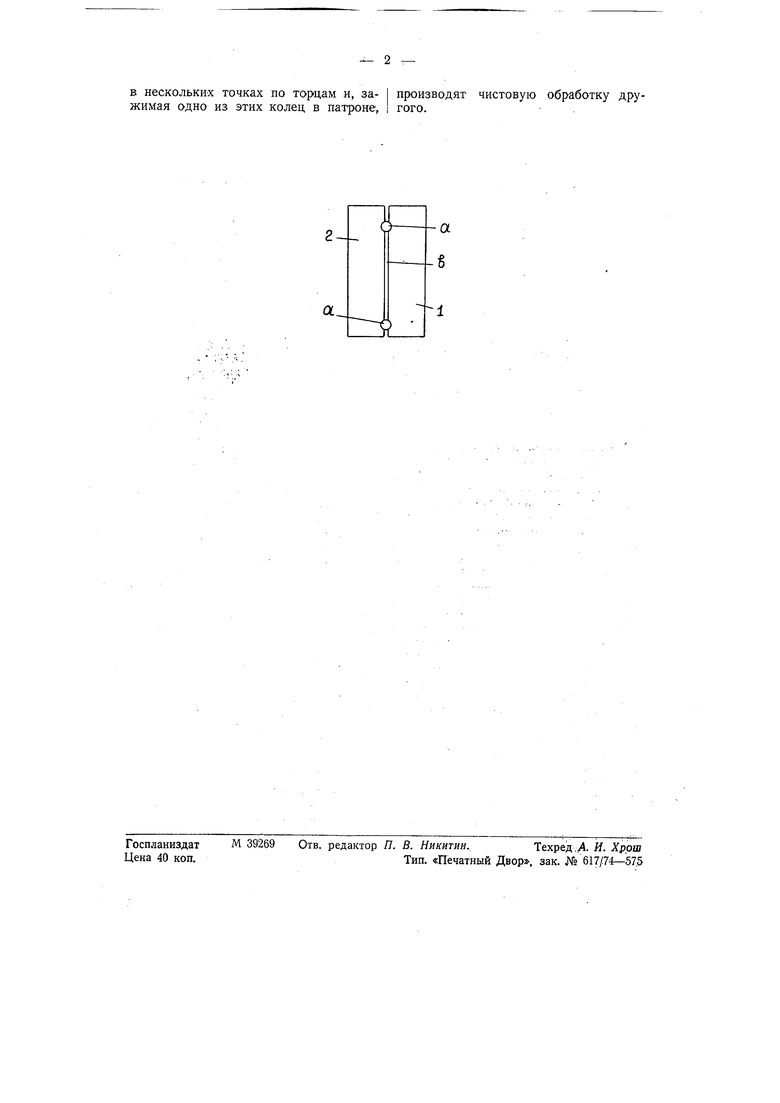
На чертеже показано два кольца 1 и 2, которые в нескольких точках а своими торцовыми поверхностями свариваются или спаиваются друг с другом таким образом, что. между последними остается некоторый зазор в или же вовсе без зазора.
Соединенная таким образом пара колец крепится на станке за кольцо 2, например, и свободное кольцо / обрабатывается за один установ как снаружи, так и внутри. Затем кольца освобождаются из патрона, переворачиваются, я теперь закрепляется уже обработанное кольцо, а обработке подвергается свободное кольцо 2, так же за один установ, как снаружи, так и внутри.
После окончания обработки пара колец разъединяется, для чего наплавленный В точках а металл снимается карбарундовым кружком.
Предмет изобретения.
Способ обработки колец подшипников качения, отличающийся тем, что для возможности внутренней и наружной обработки кольца с одного установа, сваривают или спаивают два предварительно обработанных кольца
а.
а ё
1