1
Изобретение относится к области обработки металлов давлением, а именно к штамнам для пзготовлепия тройников из трубной заготовки.
Известен штамн для изготовления тройников из труб;юй заготовки, содержащий разъемную матрицу,- эластичный пуансон и толкатели с плоскими торцами, а также сферический пуансоп с тягой. Этот штамп предназначен для формооки тройников из трубы за два самостоятельных перехода с применением специализированного оборудования 1.
Известен также штамп, содержаш,ий разъемную матрицу, сферический пуансон и толкатели пуансона с конусными рабочими торцами 2.
Штамн такой конструкции требует применения специализированного прессового оборудования, кроме того фиксация толкателей относительно полости матрицы для натрубка в таком штамне возможна путем закрепления их 13 столе и ползуне пресеа.
Целью изобретения является разработка штампа, позволяющего применять, кроме прессов, простейшие силовые установки типа домкратов или тисков для получения патрубков на ГУШЛКИХ трубных заготовках.
Эта пель достигается тем, что на одном из толкателей со стороны рабочего торца выполнен профильный паз, а на другом - соответственно расположенный выступ, при этом гл}бина паза и высота выступа соответствуют рабочему ходу пуансона.
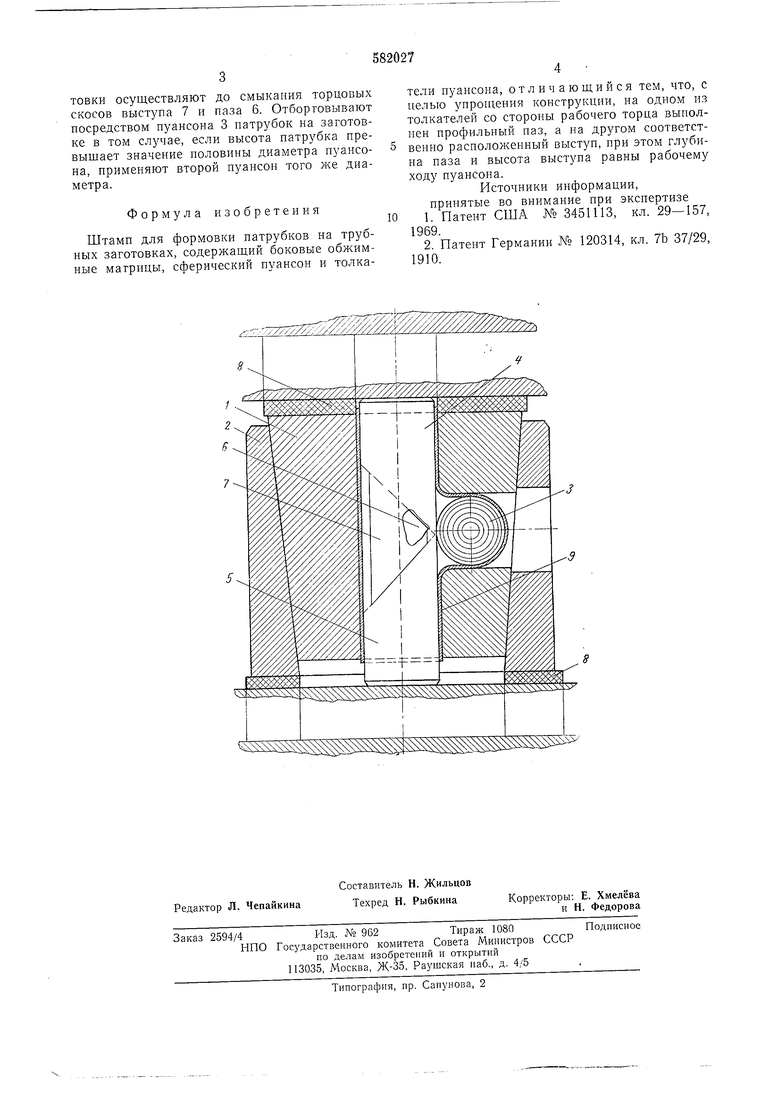
На чертеже показан штамн, общий вид.
Штамп содержит матрицу 1 с вертикальным разъемом, обойму 2, охватывающую матрицу ио конической поверхпости, сферический пуансон 3, а также толкатели 4 и 5, для обеспечения взаимной фиксации на толкателе 4 выполпен паз 6, а на толкателе 5 - выступ 7. Гл5бина паза 6 и выступа 7 соответствуют величине рабочего хода пуансона в иаправлении оси формуемого иатрубка.
Для обеспечения необходимой величины рабочего хода толкателей штамп снабжен э/;астнчными под5шка.ми 8, например резиновыми.
Работа иа штамне осуществляется следующим образом.
Трубную заготовку 9, например, из титанового сплава ВТ, диаметром 80 мм и толщшюп етенки 0,8 мм, с иредварительно помет.еппг.гми в нее толкателями 4 н 5 п пуансоном о, помещают в нолость матрицы 1, установ.чспной, например, на столе пресса (иа чертеже ие показан).
При этом между поверхностью стола и торпом обоймы 2, а также иа верхний торец матрицы помещают эластичные подушки 8. Перемещение толкателей 4 и 5 вдоль оси заготонки осуществляют до смыкания торцовых скосов выступа 7 и паза 6. Отбортовывагот посредством пуансона 3 патрубок на заготовке в том случае, если высота патрубка превышает значение половины диаметра пуансона, применяют второй пуансон того же диаметра.
Формула изобретения
Штамп для формовки патрубков на трубных заготовках, содержащий боковые обжимные матрицы, сферический пуансон и толкатели пуансона, отличающийся тем, что, с целью упрон1,ения конструкции, на одном из толкателей со стороны рабочего торца выполнен профильный паз, а на другом соответственно расположенный выступ, при этом глубина паза и высота выступа равны рабочему ходу пуансона.
Источники информации, принятые во внимание при экспертизе 1. Патент США Ло 3451113, кл. 29-157, 1969.
2. Патент Германии N° 120314, кл. 7Ь 37/29, 1910.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХЗАГОТОВОК | 1967 |
|
SU199800A1 |
| Штамп для изготовления полых цилиндрических деталей корончатого типа | 1974 |
|
SU542583A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
