Работа пресс-формы происходит следующим образом.
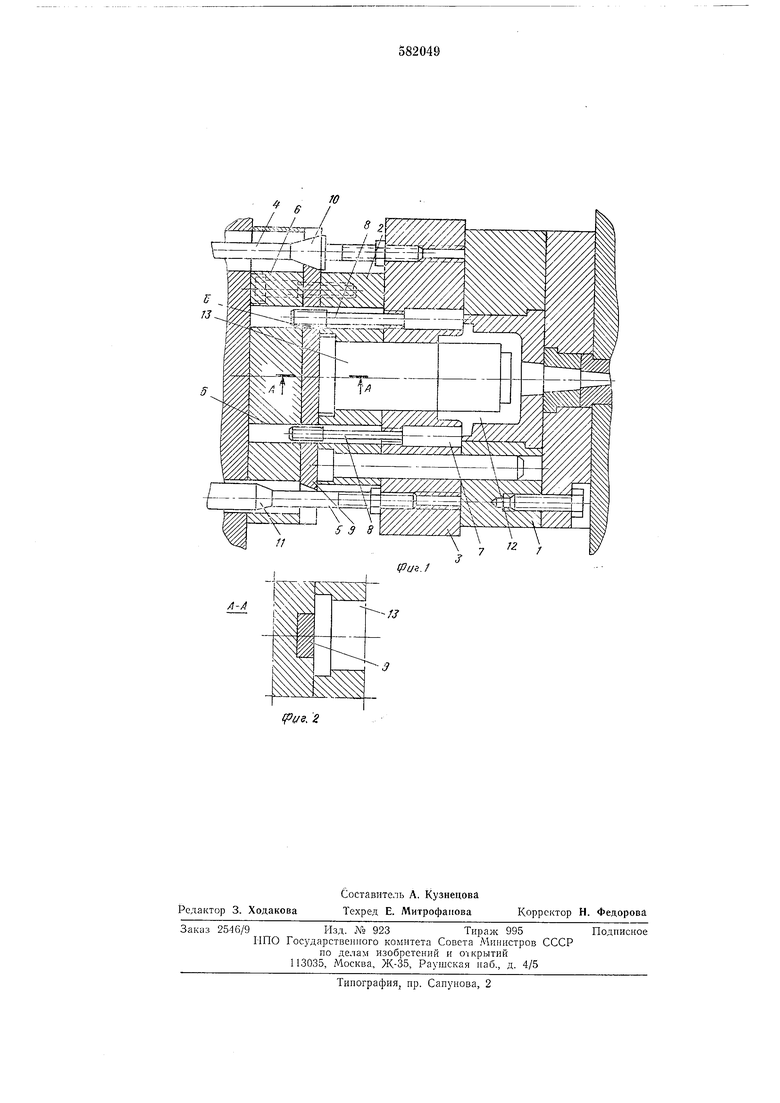
Запрессовывается в пресс-форму металл, кристаллизуется отливка, производится раскрытие пресс-формы, ло окоичании чего включается привод гидровыталкивателя, соединенного с упорами 4 и 5 (на чертеже не показано). Упоры 4, 5 перемещают плиту съема 3, снимая тем самы.м отливку 12 со стержня 13. Одновременно перемещаются выталкиватели 7, хвотовики 8 которых выходят из отверстий в плите крепления 6 и иланке 9. Выступ 11 упора 5 достигает торца планки 9, воздействует на него и перемещает планку 9 вверх. Отверстия в планке смещаются относительно оси выталкивателей 7. В конце хода гидровыталкивателя съем отливки 12 со стержня 13 заканчивается. Гидровыталкиватель возвращается в исходное положение. При этом упоры 4, 5, жестко соединенные с гидровыталкивателем и нлитой съема 3, возвращают и последнюю в исходное положение. Выталкиватели 7, унираясь хвостовиками 8 в планку 9, останавливаются и выталкивают отливку 12 из плиты съема 3. В конце хода возврата плиты съема 3 выступ 10 упора 4 воздействует на торец планки 9 и возвращает ее в исходное положение. Отверстия в планке 9 и плите крепления 6 совмещаются (соосно выталкивателям). Производится смазка стержня 13 пресс-формы, доступ к которому свободен, включается закрытие пресс-формы, в конце которого неподвижная нолуформа 1 воздействует на часть торца выталкивателей 7 и ставит их в исходное положение.
Конструкция предложенной пресс-формы позволяет уменьщить габариты, сократить расход стали па изготовление каждой примерно на 15%, снизить трудоемкость на 5- 8% за счет ее упрощения.
Формула изобретения
1.Пресс-форма для литья под давлением, содержащая неподвижную полуформу и подвижную, включающую плиту крепления, плиту съема, выталкиватели и упоры, связанные с гидровыталкивателем литейной мащины, отличающаяся тем, что, с целью упрощения конструкции, выталкиватели снабжены хвотовиками и установлены в плите съема с возможностью осевого перемещения, подвижная полуформа снабжена планкой, установленной в плите крепления с возможностью
вертикального перемещения, при этом в плите крепления и нланке выполнены отверстия под хвостовики выталкивателей, плита съема жестко связана с упорами, а последние выполнены с конусообразными выступами, взаимодействующими с торцами планки.
2.Пресс-форма по п. 1, отличающаяся тем, что на хвостовиках выталкивателей выполнены ограничительные выступы.
Источники информации,
принятые во внимание при экспертизе
1. Пляцкий В. М. Литье под давлением. М.-Л., Оборонгиз, 1957, с. 149. 2. Авторское свидетельство № 359091, кл. В 22D 17/22, 1971.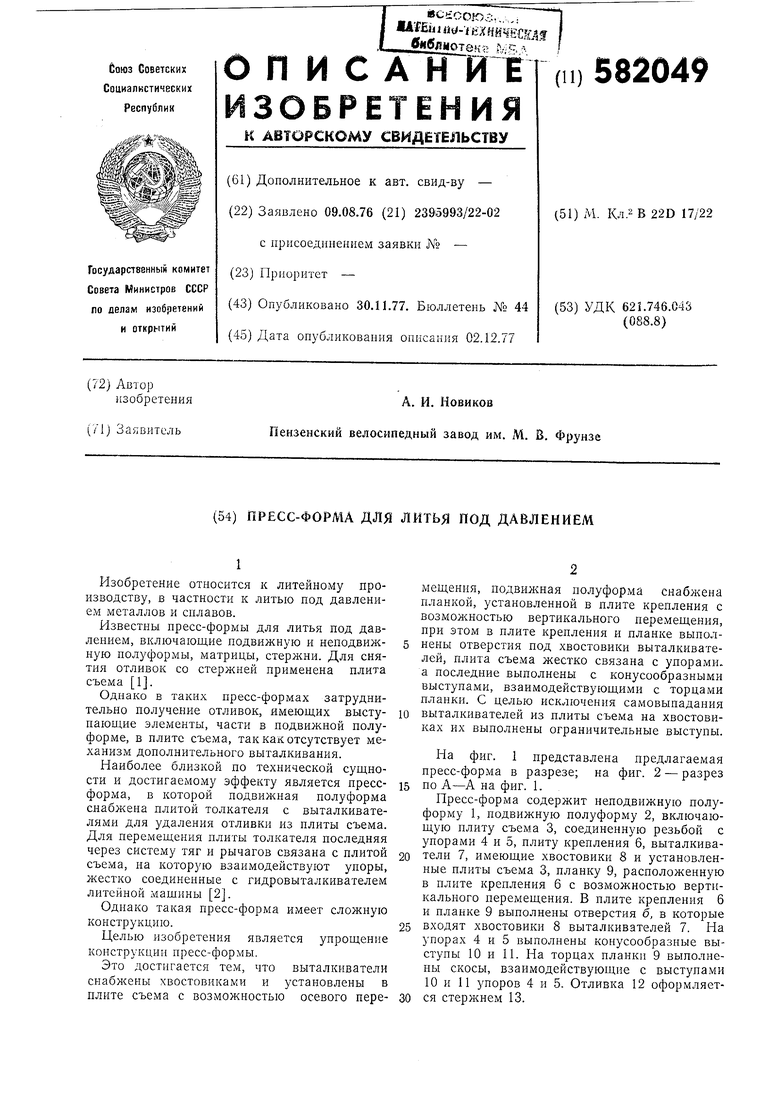
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1096026A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU884849A1 |
| Пресс-форма для литья под давлением металлов и пластмасс | 1977 |
|
SU686814A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1250388A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2060887C1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1304983A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Прессформа для литья под давлением | 1976 |
|
SU598689A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1161237A1 |