Изобретение относится к литейному производству, в частности к литью под давлением металлов и сплавов.
Цель изобретения - уменьшение габаритов и упрощение конструкции пресс-формы.
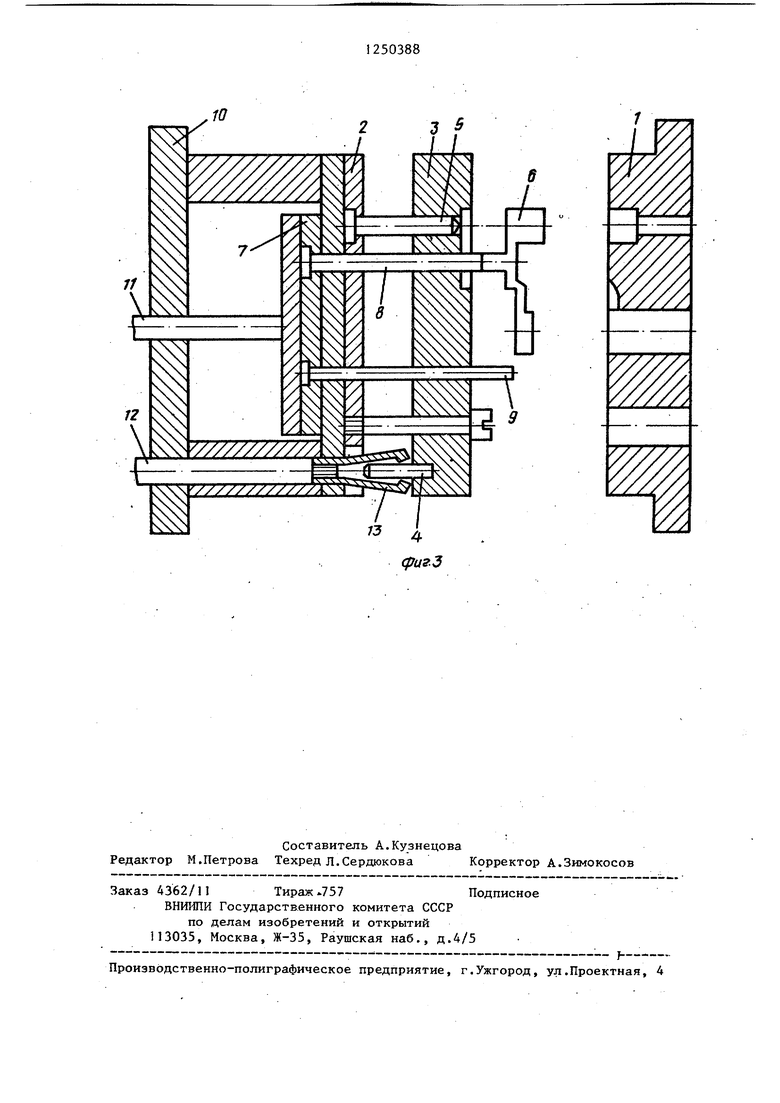
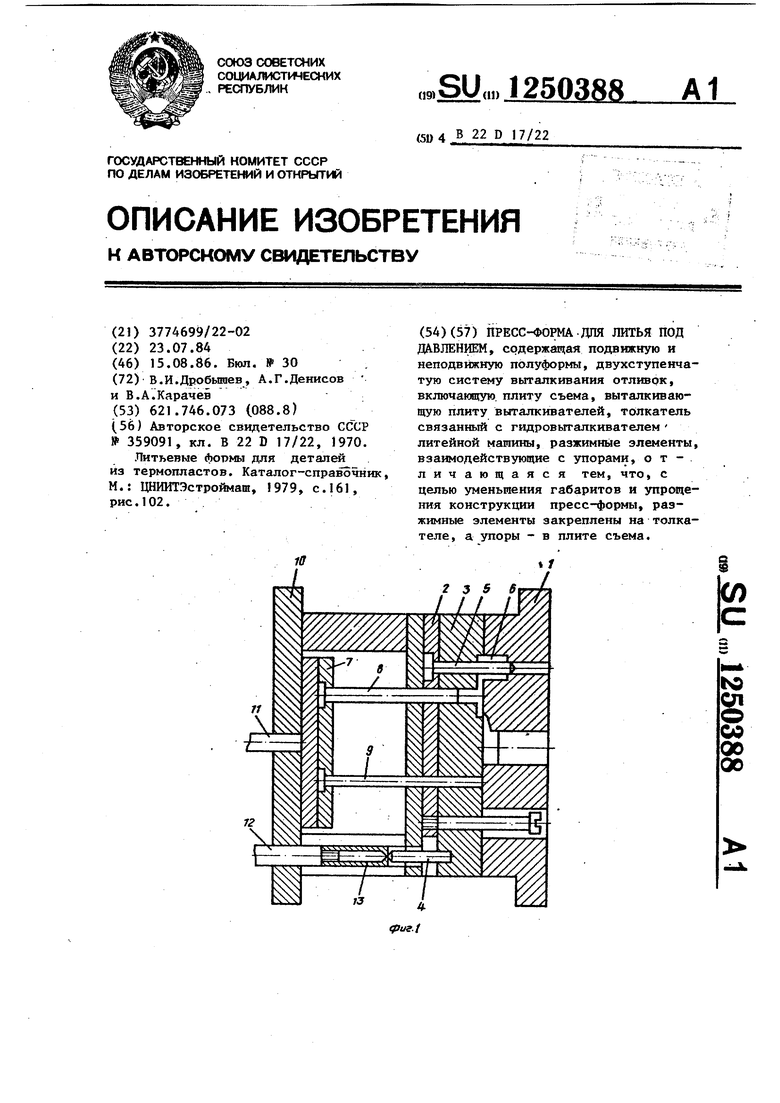
На фиг.1 изображена предлагаемая пресс-форма для литья под давлением в сомкнутом положении, продольный разрез; на фиг.2 - то же, в момент съема отливки; на фиг.З - то же, в конце цикла.
Пресс-форма содержит неподвижную полуформу 1 и подвижную полуформу 2, включающую плиту 3 съема, в которой установлены упоры 4, стержень 5, оформляющий отверстие в отливке 6, выталкивающую плиту 7 с установленными в ней выталкивателями 8 и колонками 9 возврата. В плите 10 креплени вьтолнены отверстия, через которые, проходят толкатели I1 и 12, связанны с гидровыталкивателем литейной машины, причем толкате/1и 12 снабжены разжимными элементами 13, взаимодействующими с установленными в плите 3 съема упорами 4.
Предлагаемая пресс-форма для литья под давлением работает следующим образом.
В пресс-форму запрессовьгоается металл, кристаллизуется отливка, после чего производится раскрытие пресс- формы. Подвижная полуформа 2 отделяется от неподвижной полуформы 1, по окончании чего включается привод гвдровыталкивателя литейной машины.
соединенного с толкателями II и 12 (не показаноЛ
Толкатели 12, воздействуя на упоры 4 разжимными элементами 13,
перемещают плиту 3 съема, снимая тем самым отливку 6 со стержня 5. Одновременно толкатели I1 перемещают выталкивающую плиту 7 с размещенными в ней выталкивателями 8 и кололками 9 возврата. После съема отливки 6 со стержня 5 разжимные элементы 13 выходят из зацепления с подвижной полумуфтой 2, разжимаются и прекращают воздействовать на упоры
4 (фиг.2)..
Плита 3 съема останавливается, а выталкиватели 8 продолжают перемещаться и выталкивают отливку 6 иэ1 плиты 3 съема (фиг.3). Гидровыталкиватель машины возвращает толкатели 1 I и 12 в исходное положение, при этом разжимные элементы 13 сжимаются. Возврат плиты 3 съема происходит при смыкании пресс-формы, одновременно неподвижная полуформа 1, упираясь в колонки 9 возврата, возвращает выталкивающую плиту 7 до упора в плиту 10 крепления. Технологический процесс завершен и пресс-форма вновь готова к работе.
Обеспечение толкателей разжимными элементами упрощает конструкцию, а следовательно, и технологию изго-с
товления пресс-формы и, кроме того, позволяет уменьшить габариты пресс- формы и сделать ее более удобной . в обслуживании.
б
Составитель А.Кузнецова Редактор М.Петрова Техред л.Сердюкова Корректор А.Зимокосов
Заказ 4362/11 Тираж .757Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
сригЗ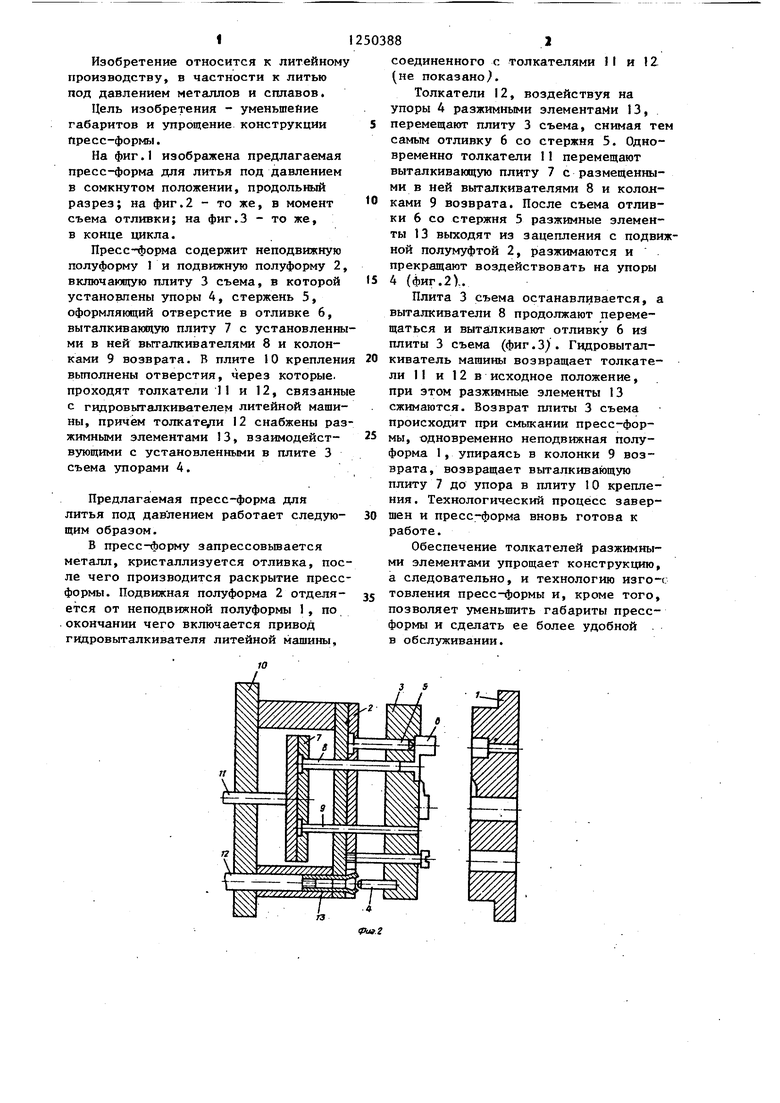
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1979 |
|
SU884849A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU582049A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1096026A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для литья под давлением металлов и пластмасс | 1977 |
|
SU686814A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1076187A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1353570A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1397166A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1106580A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1983 |
|
SU1098660A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 0 |
|
SU359091A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литьевые формы для деталей из термопластов | |||
| Каталог-справочник, М.: ЦНИИТЭстроймаш, 1979, с.161, рис.102. | |||
