1
Изобретение относится к литейному производству, в частности к литью под давлением на машинах с гидрорычажным механизмом запирания.
Известна пресс-форма, содержащая полуформы, плиты толкателей, матрицы, стержни, плиты для крепления к формодержателям литейных машин, В качестве привода для перемещения в таких прессформах плиты толкателей для удаления отливок применяются гидравлические выталкиватели, .установленные на подвижном формодержателе машины ij ,
Сложность Отливок, получаемых в таких пресс-формах, ограничивается мощностью гидровыталкивателя, усилие(которого по отношению к начальному усилию раскрытия литейной машины составляет в среднем 1:10.
Известна также пресс-форма, в которой для выталкивания отливок используется усилие раскрытия литейной машины, для чего в плите выталкивателей установлена тяга, соединенная со штангой, закрепленной в неподвижной полуформе 21
, Для гидрорычажных машин усилие раскрытия в зависимости от хода раскрытия меняется примерно по. закону параболы. Поэтому для отливок, требующих большие 5 силия выталкивания, необходимо начинать последнее в начале раскрытия, что при постоянной величине хода раскрытия увеличивает габариты формы по толщине, ограничивает номенклатуру отливок по высоте, т.е. уменьшает раствор толкателягчИ и полуформой. Кроме того, штанги усложняют лост} к отливке для удаления ее, так как (они и после выталкивания отливки взаимодействуют с плитой толкателей через тягу.
Целью изобретения является расширение номенклатуры получаемых отливок путем увеличения раствора; между толкателями и неподвижной полуформой.
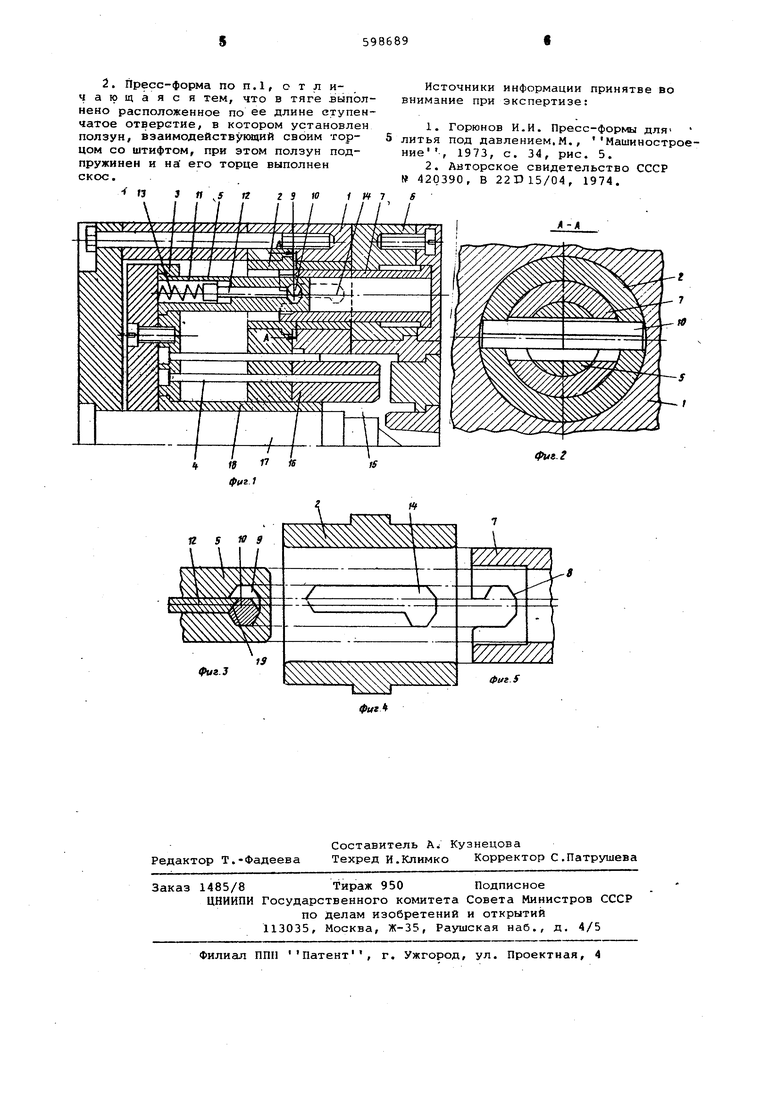
Это достигается тем, что в подвижной полуформе установлена втулка с возможностью взаимодействия своей внутренней поверхностью со штангой, на втулке и штанге параллельно горизонтальной осивыполнены Т-образные прорези, расположенные диаметрально, на конце тяги выполнено в поперечном нагфавлении отверстие и она снабжена штифтом, установленным в этом отверстии подвижно по вертикали и размещенным своими концами в Г-образных прорезях втулки , при этом штанга установлена подвижно в осевом направлении, а Г-образные прорези на ней выполнены открытыми со стороны Хяги. Кроме того, в тяге по её выполнено ступенчатое бтверстие, в коLopOM установлен подпружиненный ползун на .торце ползуна выполнен скос. На фиг. 1 изображена верхняя часть пресс-формы,разрез; на фиг. 2 дан разрез А-А на фиг. 1; на фиг. 3 показана часть тяги, разрез; на фиг. 4 - втулка, разрез; на- фиг. 5 - часть штан ги, разрез. Пресс-форма включает подвижную полуформу 1 с втулкой 2 и ПЛИТОЙ толкателей 3, в1которой установлены выталкиватели -4 и тяга 5, неподвижную полуформу 6 с ус ановленной в ней подвижно в осевом направлении штангой 7, в передней части которой выполнены Г-образные прорези 8, открытые со стороны тяги 5, Прорези расположены диаметрально и параллельно горизонтальной оси. в тяге 5 в поперечном направлении выполнено отверстке 9,в котором установлен штифт 10,имеющий воэмсхкнос ь вертикального перемещения,.а также продольное ступенча тое отверстие 1.1, в котором установлен ползун 12, подпружиненный пружиной 13. На втулке 2 выполнены закрытые Г-образные прорези 14, размещенные аналогично Г-образным прорезям 8 штанги 7. В прорезях It втулки 2 размещены концы штифта 10, Отливка 15 формуется стержнями J.6 и 17, причем с последнего снимается толкателем 18. Тяга 5, штанга 7 и втулка 2 сопрягаются по ходовой посадке и одновременно, выполняют. ФУНКЦИИ направляющих коленок и втулок .1 . После запрессовки и кристаллизаци 1 сплава раскрывают пресс-форму. Отливка 15, удерживаемая стержнями 16 и 17, извлекается из неподвижной полуформы б, Одновременно выбирается свободный ход штанги 7. Штифт 10- расположен в верхней части Г-образной прорези штанги 7 и соединяетпоследнюю с тягой 5. Опустить ся штифту 10 и выйти из зацепления со штангой 7 не позволяет горизонтальный участок Г-образной прорези 14 втулки 2, в котором расположены концы штифта 10. Поэтому в дальнейшем штанга 7 поиволит в движение плиту толкателей 3, и началь усилиями раскрытия литейной машины отливка 15 выталкивается из полуформы 1. Штифт 10 достигает, конца-прорези 14 втулки 2 и смещается вниз в фигурный вырез.Тем самым штифт 10 выходит из зацепления со штангой 7,которая разъ единяется с тягой 5.Пресс-форма расконвается до конца. При необходимости осуществляется довыталкнвание и удаление отливки 15 к из формы. Под действием пружины 13 ползун 12 выдвигается и фиксирует штифт 10 от самопроизвольных смещений .В гГередней части штанги 7 выполнено расширение, которое позволяет устранить силы трения между штангой 7 и тягой 5 не. участке вхождения штифта 10 в открытую прорезь 8 штанги 7. Тем самым достигается свобедное сочленение вышеуказанных деталей и соединение их между собой поперечным штифтом 10 после закрытия пресс-фо мы. Фиксирование штифта перед закрытием пресс-формы в нижней части отверстия 9 осуществляется подпружиненным ползуном 12, на торце «рторого выполнен скос 19 При закрытии пресс-формы тяга 5 входит в отверстие штанги 7, при этом штифт 10, поскольку он находится внизу отверстия 9 и зафиксирован там ползуном 12, вхоДит в лрорезь 8 в передней части штанги 7. Под силовым воздействием штанги штифт 10 перемещается влево и вверх, g так как концы его, располагаясь в. Г-рбразной прорези 14 втулки 2,взаимодействуют с последней по наклонным плоскостям. Достигнув верхней части прорези 14,штифт ГО переходит на горизонтальный участок его. При дальнейшем 0 закрытии пресс-формы ПЛита выталкивателей 3 возвращается.в исходное положение. Посредством штифта 10 штанга 7 и тяга 5 соединяются между собой. 5 Предложенная пресс-форма позволяет расширить номенклатуру отлиаок за счет получения более крупных заготовок, используя для их выталкивания начальо усилия раскрытиялитейных машЯН, величина которых превышает мощность предусмотренных для этих целей гидровыталкивателей. Увеличивается количество одновременно получаемых отливок, по5 вышается|Тем самым производительность Зтитья Уменьшаются габариты форм, упрощает.ся удаление отливок. Формула изобретения 1. Пресс-форма для литья под давлением, срдержаццая. неподвижную полуформу с установленной :В ней штангой и 5 подвижную полуформу, включающую плиту толкателей, в -которой закреплена тяга. взаимодействующая со штангой, о т л и отливок, подвиж полуформа снабжена втулкой, кото установлена с возможностью-взаимо:-«ействия своей внутренней поверхностью ° штангой, на втулке и штанге парал. лельно горизонтальной.оси выполнены Г-образные прорези, расположенные диаметрально, на конце тяги выполнено в поперечном направлении отверстие, и тяга снабжена штифтом, установленным в этом отверстии подвижно по вертикабОли и размещенным своими концами в Г-образных прорезях втулки, при этом штанга установлена подвижно в осевом направлении, а Г-образ ные-прорези на ней выполнены открытыми со стороны . 2. Пресс-форма по п.1, отличающаяся тем, что в тяге выполнено расположенное по ее длине ступенчатое отверстие, в котором установлен ползун, взаимодействукадий своим торцом со штифтом, при этом ползун подпружинен и на его торце выполнен скос. . п 3 п , п г 3 ю i ш ; - -; // //A/ /V// A///A/A/J //77) Источники информации принятве во внимание при экспертизе: 1. Горюнов И.И. Пресс-формы длялитья под давлением.М., Машиностроение, 1973, с. 34, рис. 5. 2. Авторское свидетельство СССР № 420390, В 22D 15/04, 1974. S 
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением металлов и пластмасс | 1977 |
|
SU686814A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU884849A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1096026A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Универсальный блок для сменных пакетов литья под давлением | 1988 |
|
SU1608017A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1659166A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1353570A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2110360C1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
