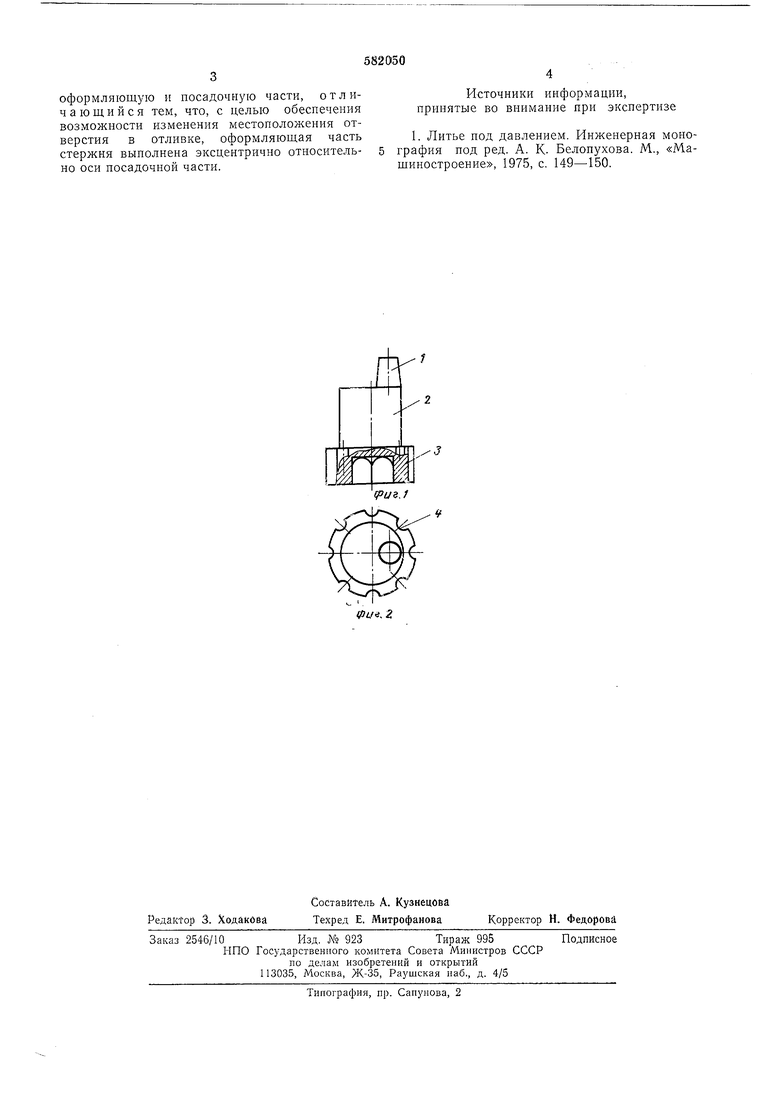
Изобретение относнтся к лнтейному производству, в частности к литью в постоянные .металлические фор.мы иренмущественно под давлением. 1-{звестеи стержень для оформления в отливках отверстия, содержащий оформляющую, посадочную и направляющую части, оси которых совпадают 1. Однако такой стержень не гарантирует иолучение заданной точности отливок. Ввиду усадки металла заданные допуски расположения отверстий в отливке могут оказаться невыдерл анными и возникает необходимость получения отверстий в литой заготовке механическим путем, так как передвинуть стержни путем перераеточки отверстий для них в закаленных матрице или пуансоне пресс-формы практически невозможно. Целью изобретения является обеспечение возможности изменения местоположения отверстия в отливке. JTO достигается тем, что офор.мллюндая часть стержня выполнена эксцентрично относительно оси посадочной части. Ма фнг. 1 показан предлагаемый стержень; на фиг. 2 - то же, вид сверху. Стержень содержит оформляющую 1, посадочную 2, направляющую 3 части. Оформляюищя 1 часть вынолнена эксцентрнчно относительно осп посадочной 2 части. В пагфавляющей 3 частн вынолиены пазы 4 иод фнксирующпе щтпфты. После запрессовки партии отливок проверяют межцентровые расстояння отверстий, оформляемых предлагаемым стержнем. В случае несовпадения иолученных размеров с требуемыми регулируют положение стержней. Для этого удаляют фиксирующие щтифты и етержни поворачивают вокруг оси посадочной части, изменяя при этом положение оформляющих частей до необходимого межцентрового расстояния между ними. Новое положение стержней вновь фиксируют. Предлагаемый стержень позволяет повысить не только ТОЧНОСТ15, но н расширить номенклатуру отливок за счет получения в них отверстий с разными 1соордината.и1. Ф о р М у л а и 3 о б р е т е н и я Стержень для оформлення отверстия в отливке прн литье в постоянные формы преимуществепно под давлением, содержащнй
оформляющую и посадочную части, отличающийся тем, что, с целью обеспечения возможности изменения местоположения отверстия в отливке, оформляющая часть стержня выполнена эксцентрично относительно оси посадочной части.
Источники информации, принятые во внимание при экспертизе
1. Литье под давлением. Инженерная монография под ред. А. К. Белопухова. М., «Мащиностроение, 1975, с. 149-150.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для оформления отверстия в отливке | 1980 |
|
SU889276A2 |
| Стержень для оформления отверстияВ ОТлиВКЕ | 1979 |
|
SU839678A2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С ПОДНУТРЕНИЯМИ ВО ВНУТРЕННЕЙ ПОЛОСТИ | 2006 |
|
RU2316410C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Устройство для оформления отверстия в отливке при литье в постоянные формы | 1981 |
|
SU1018794A1 |
| Способ изготовления армированной металлом пластмассовой детали с отверстием и форма для его осуществления | 1986 |
|
SU1391917A1 |
| Пресс-форма для литья по выжигаемым или выплавляемым моделям | 1978 |
|
SU764844A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU829331A1 |
