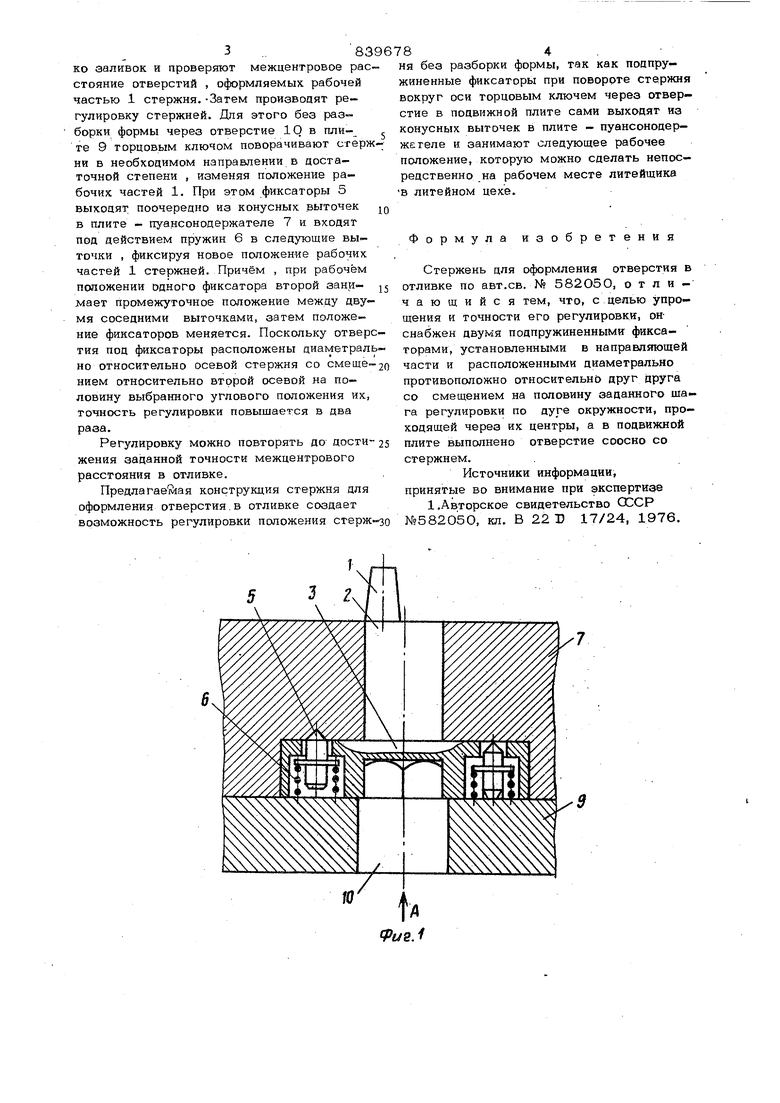
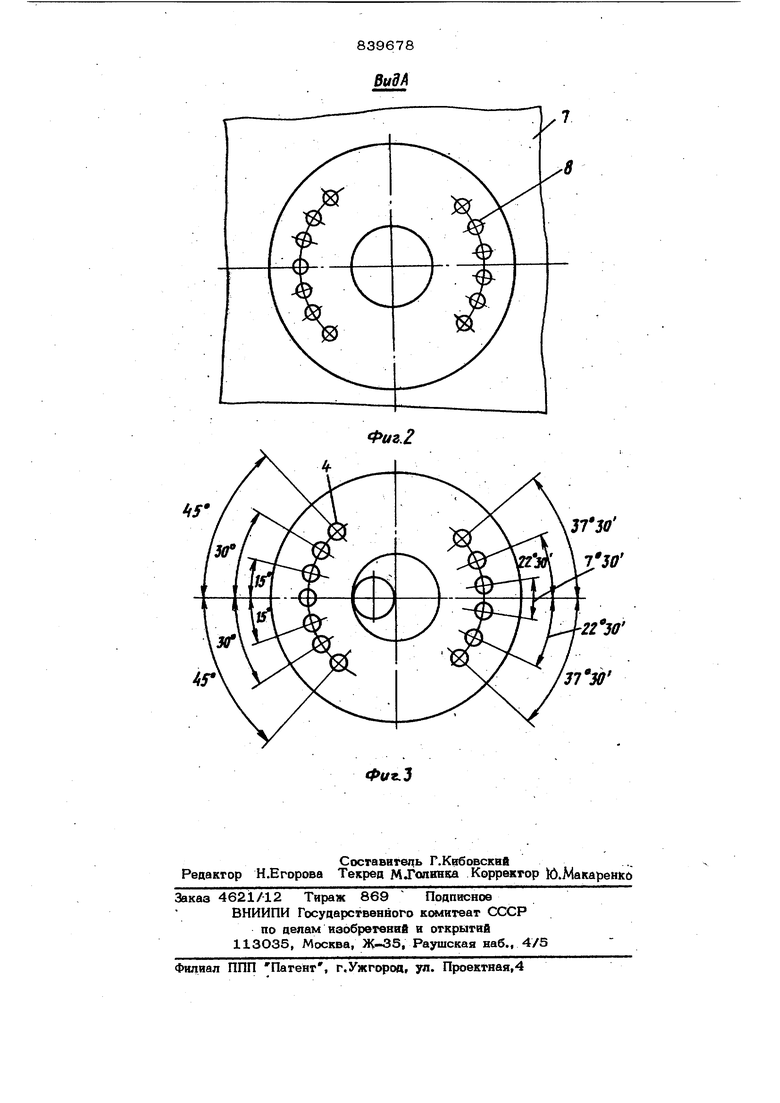
Изобретение относится к литейному проиавоцству, в частности к литью в постоянные металические,формы, преимущественно под аавлением. По основному авт.св. № 582050 извес тен стержень для оформления отверстия в отливке , содержащий оформляющую , посадочную и направляющую части D1Однако такой стержень неудобен в эксплуатации, так как для его регулировки необкоатло производить частичную разборку формы , а также имеет недостаточную .точность регулировки, поскольку отве стия под. штифты в направляющей части стержня из - за недостатка места не располагаются с достаточной частотой для достижения требуемой точности на обрадующей направляющей части стержня. Цепь изобретения упрощение н точность регулировки стержня. ПостаЕ ленная цель достигается тем , что стержень Снабжен двумя подпруживевяыми фиксаторами , установленными в напрешляющей части. и расположенными диа метрально противоположно относительно друг друга со смещением на половину заданного шага регулировки по дуге окружности , проходящей через их центры , а в подвижной плите выполнено отверстие соосно со стержнем. На фиг. 1 показан предлагаемый стержень j на фиг. 2 - вид А на фиг. 1, на 4ЙГ. 3 - направляющая часть стержня. Конструкция стержня йля оформления отверстия в отливке состоит из собственно стержня с рабочей частью 1, посадочной частью 2 и направляющей частью 3 с отверстиями 4 под фиксаторы 5 и пружин 6 к ним. Стержень устанавливается в плиту - пуансонодержатель 7 с конусными выточками 8 и закрывается подвижной плитой 9 с отверстием 1О в ней соосно со стержнем для прохода торцового ключа. Предлагаемый стержень работает следующим образом. После установки в пресс - форме при ее первоначальном монтаже делают несколько заливок и проверяют межцентровое расстояние отверстий , оформляемых рабочей частью 1 стержня.-Затем производят регулировку стержней. Для этого без разборки формы через отверстие 1О в плите 9 торцовым ключом поворачивают стерж ни в необкоаимом направлении в достаточной степени , изменяя положение рабочих частей 1. При этом фиксаторы 5 выходят поочередно из конусных выточек в плите - пуарсонодержателе 7 и входят под действием пружин 6 в следующие выточки , фиксируя новое положение рабочих частей 1 стержней. Причём , при рабочем положении одного фиксатора второй занимает промежуточное положение между двумя соседними выточками, затем положение фиксаторов меняется. Поскольку отверс тия под фиксаторы расположены диаметраль но относительно осевой стержня со смешением относительно второй осевой на половину выбранного углового положения их, точность регулировки повышается в два раза. Регулировку можно повторять до достижения заданной точности межцантрового расстояния в отливке. Предлагае 1ая конструкция стержня для оформления отверстия.в отливке создает возможность регулировки положения стерж 83 8 я без разборки формы, так как подпруиненные фиксаторы при повороте стержня округ оси торцовым ключем через отверстие в подвижной плите сами выходят из онусных выточек в плите - пуансонодерЖЕтеле и занимают следующее рабочее положение, которую можно сделать непосредственно .на рабочем месте литейщика в литейном цехе. Формула изобретения Стержень для оформления отверстия в отливке по авт.св. N 582О5О, отличающийся тем, что, с целью упрощения и точности его регулировки, онснабжен двумя подпружиненными фиксаторами, установленными в направляющей части и расположенными диаметрально противоположно относительно друг друга со смещением на половину заданного шага регулировки по дуге окружности, проходящей через их центры, а в подвижной плите выполнено отверстие соосно со стержнем. Источники информации, принятые во внимание при экспертизе 1 .AJsTOpcKoe свидетельство СЗССР №582050, кл. В 22Б 17/24, 1976.
ВидА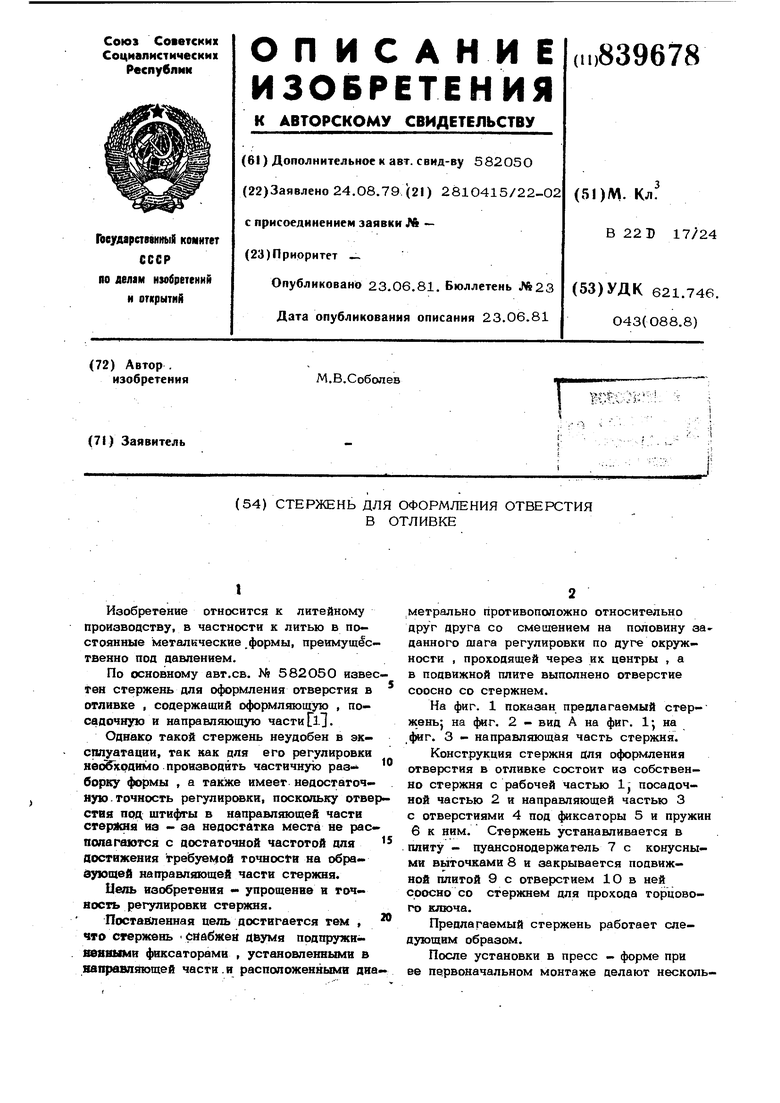
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для оформления отверстия в отливке | 1980 |
|
SU889276A2 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| Стержень для оформления отверстия в отливке | 1976 |
|
SU582050A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU698721A1 |
| Форма для литья цепей с распорками | 1988 |
|
SU1507514A1 |
| Способ изготовления армированной металлом пластмассовой детали с отверстием и форма для его осуществления | 1986 |
|
SU1391917A1 |
| Ключ для резьбовых соединений | 1986 |
|
SU1324836A1 |
| Способ центробежного литья и форма для его осуществления | 1983 |
|
SU1072986A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Пресс-форма для литья под давлением | 1973 |
|
SU445519A1 |
Л-гл
/-ffV
м/
3730
Фиг.3
