Изобретение относится к литеГжому производству, в частности к литью в постоянные металлические формы, преимущественно под давлением. По основному авт.св. N 582050 известен стержень в котором оформляющая часть стержня выполнена эксцентрично относительно оси посадочной части fl Однако такие стержни позволяют регулировать межцентровые расстояния отверстий в отливке или оформляемых по одной координате, когда отверстия лежат на одной оси. В случае же необходимости корректировки межцентровых расстояний отверстий по двум координатам одновременно, такие стержни неприменимы по причине разнородности изменения координат при повороте их рабочих частей вокруг оси направляющей части. Так, координата, перпендикулярная осевой, проходящей через центры рабочей и направляющей частей стержня в исходном положении, при повороте стержня на изменяется приблизительно в пять раз больше второй координаты. В то же время в практике возникает необходимость в корректировке обоих координат отверстий одновременно в разных степенях и направлениях. Это,.например относится к случаю наличия в отливке четырех отверстий по углам. Цель изобретения - обеспечение возможности регулировки межцентровых расстояний отверстий в отливке, в разных координатах. Указанная цель достигается тем, что в конструкцию, стержня, включающую и оформляющую посадочную части, введена дополнительная направляющая Обойма с буртом, в которой эксцентрично относительно ее оси выполнено отверстие под знаковую и направляющую части стержня, а в бурте обоймы и в отверстии под знаковую часть стержня выполнены выемки под фиКсирующие штифты.
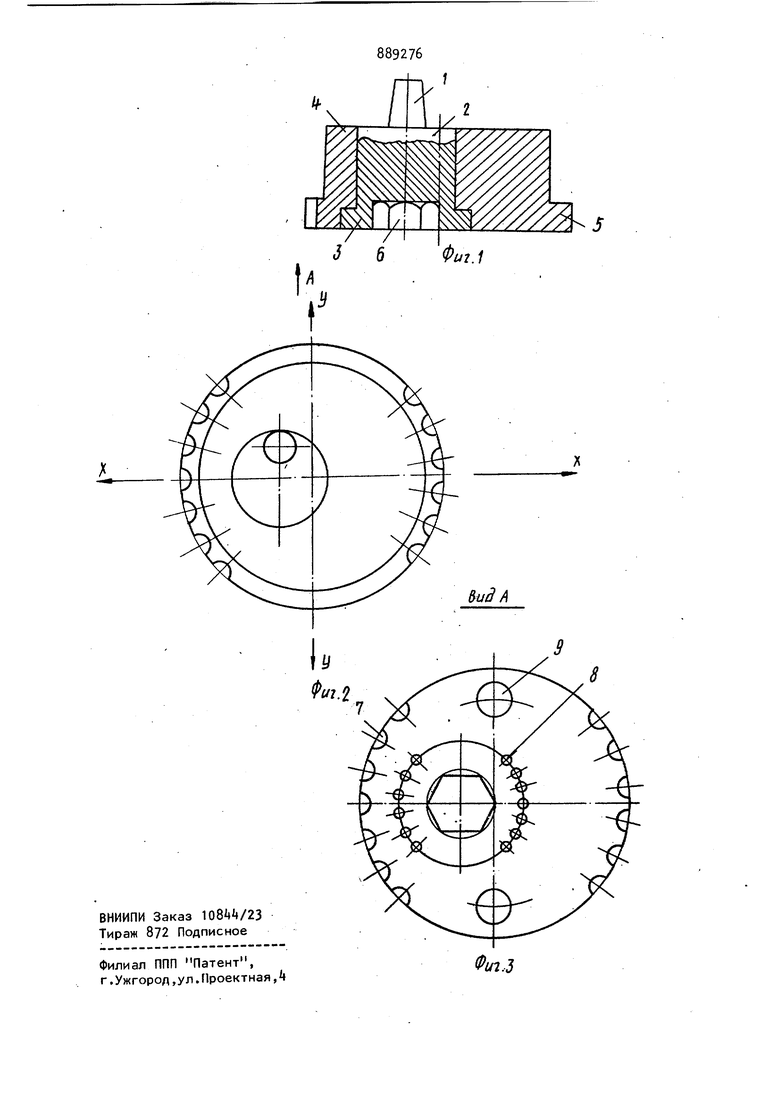
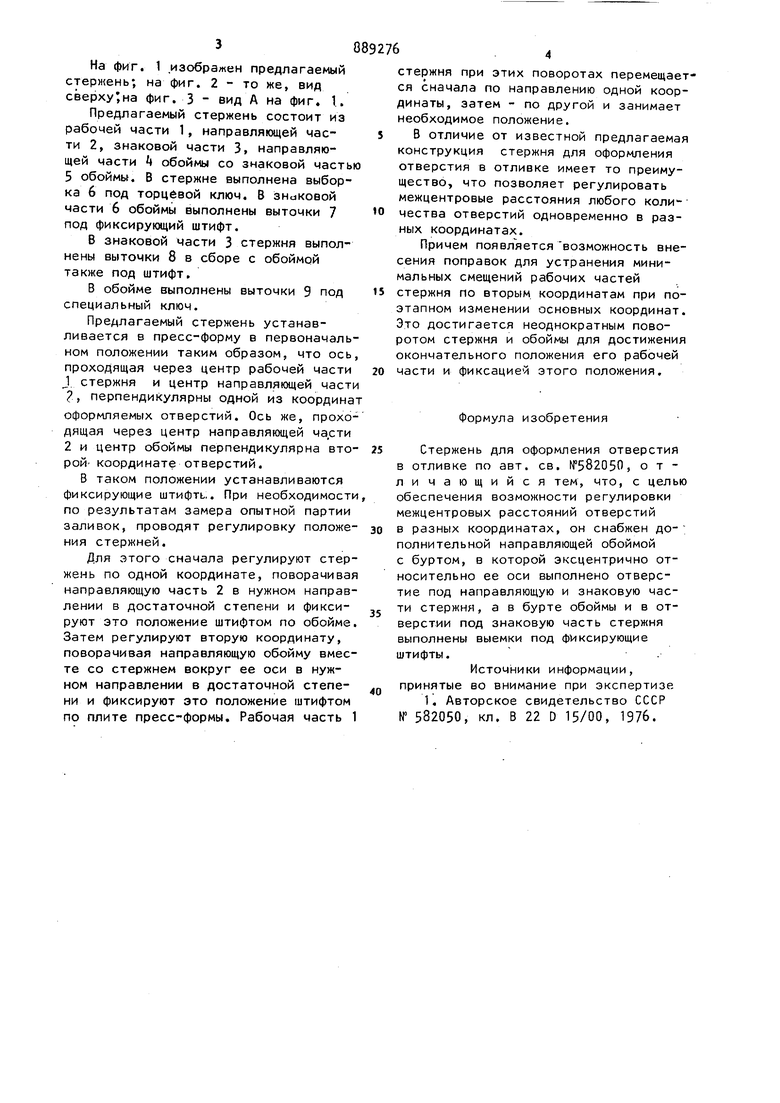
На фиг. 1 .изображен предлагаемый стержень; на фиг. 2 - то же, вид сверху;иа фиг. 3 - вид А на фиг. 1.
Предлагаемый стержень состоит из рабочей части 1, направляющей части 2, знаковой части 3, направляющей части Ц обоймы со знаковой частью 5 обоймы. В стержне выполнена выборка 6 под торцевой ключ. В знаковой части 6 обоймы выполнены выточки 7 под фиксирующий штифт.
в знаковой части 3 стержня выполнены выточки 8 в сборе с обоймой также под штифт.
В обойме выполнены выточки 9 под специальный ключ.
Предлагаемый стержень устанавливается в пресс-форму в первоначальном положении таким образом, что ось, проходящая через центр рабочей части J. стержня и центр направляющей части , перпендикулярны одной из координат оформляемых отверстий. Ось же, проходящая через центр направляющей ча,сти 2 и центр обоймы перпендикулярна второй- координате отверстий.
В таком положении устанавливаются фиксирующие штифть.. При необходимости по результатам замера опытной партии заливок, проводят регулировку положения стержней.
Для этого сначала регулируют стержень по одной координате, поворачивая направляющую часть 2 в нужном направлении в достаточной степени и фиксируют это положение штифтом по обойме. Затем регулируют вторую координату, поворачивая направляющую обойму вместе со стержнем вокруг ее оси в нужном направлении в достаточной степени и фиксируют это положение штифтом по плите пресс-формы. Рабочая часть 1
стержня при этих поворотах перемещается сначала по направлению одной координаты, затем - по другой и занимает необходимое положение.
В отличие от известной предлагаемая конструкция стержня для оформления отверстия в отливке имеет то преимущество, что позволяет регулировать межцентровые расстояния любого количества отверстий одновременно в разных координатах.
Причем появляетсявозможность внесения поправок для устранения минимальных смещений рабочих частей стержня по вторым координатам при поэтапном изменении основных координат. Это достигается неоднократным поворотом стержня и обоймы для достижения окончательного положения его рабочей части и фиксацией этого положения.
Формула изобретения
Стержень для оформления отверстия в отливке по авт. св. №582050, отличающийся тем, что, с цель обеспечения возможности регулировки межцентровых расстояний отверстий в разных координатах, он снабжен дополнительной направляющей обоймой с буртом, в которой эксцентрично относительно ее оси выполнено отверстие под направляющую и знаковую части стержня, а в бурте обоймы и в отверстии под знаковую часть стержня выполнены выемки под ф1 ксирующие штифты.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 582050, кл. В 22 D 15/00, 1976.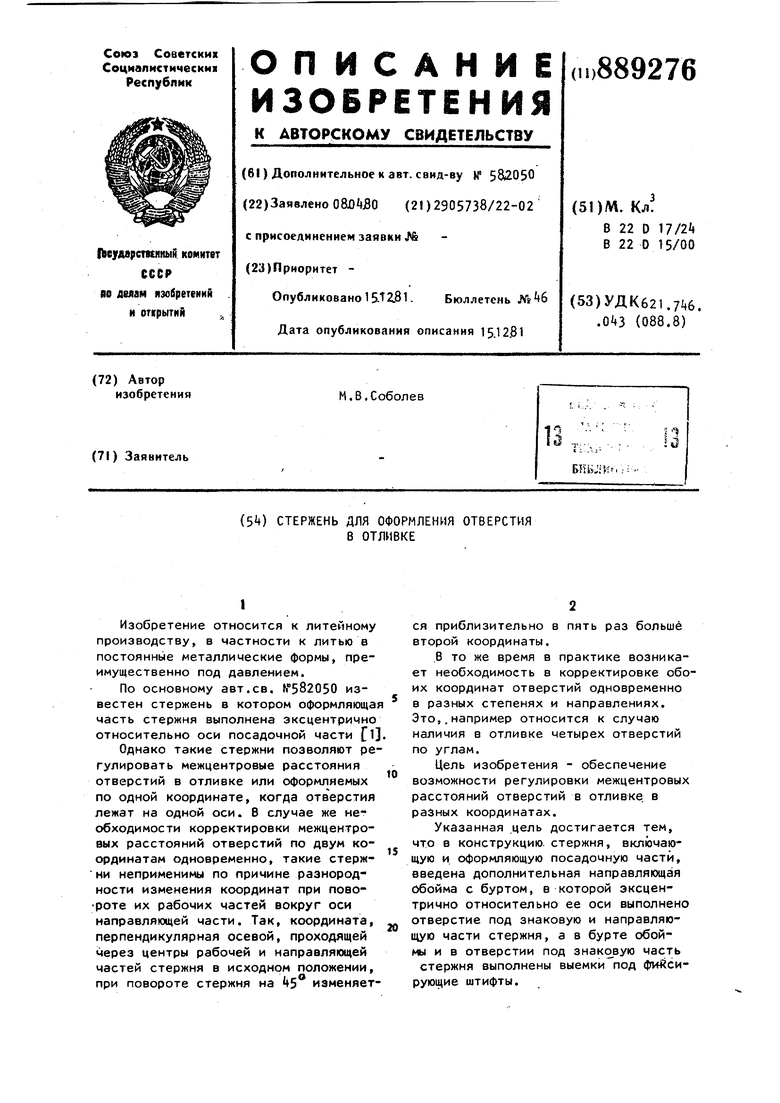
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для оформления отверстияВ ОТлиВКЕ | 1979 |
|
SU839678A2 |
| Стержень для оформления отверстия в отливке | 1976 |
|
SU582050A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU829331A1 |
| Раструбный стержень | 1973 |
|
SU469532A1 |
| Способ изготовления армированной металлом пластмассовой детали с отверстием и форма для его осуществления | 1986 |
|
SU1391917A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU698721A1 |
| Пресс-форма для жидкой штамповки полых отливок | 1983 |
|
SU1133027A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| Металлическая форма | 1977 |
|
SU685424A1 |
| МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗРАЗЪЕМНОЙ ЛИТЕЙНОЙ ФОРМЫ | 2002 |
|
RU2234999C2 |