1
Изобретение относится к дуговой сварке плавлением с управляющим магнитным полем и может быть использовано для управления процессом кристаллизации металлов при свар.ке.
Известно устройство для магнитного управления сварочной дугой в поперечных полях двух электромагнитов.
В известном устройстве один из электромагнитов питается постоянным током и постоянно отклоняет сварочную дугу в одну сторону. Второй электромагнит питается постоянным пульсирующим током и создает униполярный пульсирующий магнитный поток, который заставляет дугу колебаться поперек щва. Магнитные потоки замыкаются по П-образному сердечнику из магнито-мягкого материала с надетыми на него электромагнитными катущками, по которым протекает ток управления 1.
Иедостатком данного устройства являются значительные размеры сердечников электромагнитных катущек в зоне горения сварочной дуги. Это обстоятельство создает неудобство для процесса сварки тонколистовых материалов, предупреждение деформации которых требует наличия специальных технологических прижимов, устанавливаемых в непосредственной близости от сварного шва.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является устройство для дуговой сварки с управляющим магнитным полем, содержащее корпус с установленной в нем электромагнитной катущкой, эксцентрично оси которой расположен держатель электрода 2.
Недостатком известного устройства является то, что величина эксцентриситета неизменна, а это не позволяет регулировать амплит}ду колебания лугк.
Целью изобретения является регулирование амплитуды колебания дуги путем изменения
величины эксцентриситета между осями электромагнитной катушки и держателя электрода.
Иоставленная цель достигается тем, что в Зстройстве для сварки дугой, заправляемой
магнитным полем в корпусе устройства установлена соосная электромагнитной катушке втулка с фланцем и навинченным на нее стаканом для поджатия сухаря, выполненного с отверстием, в котором жестко закреплен держатель электрода, и установленного на фланце втулки с возможностью перемещения по плоскости этого фланца.
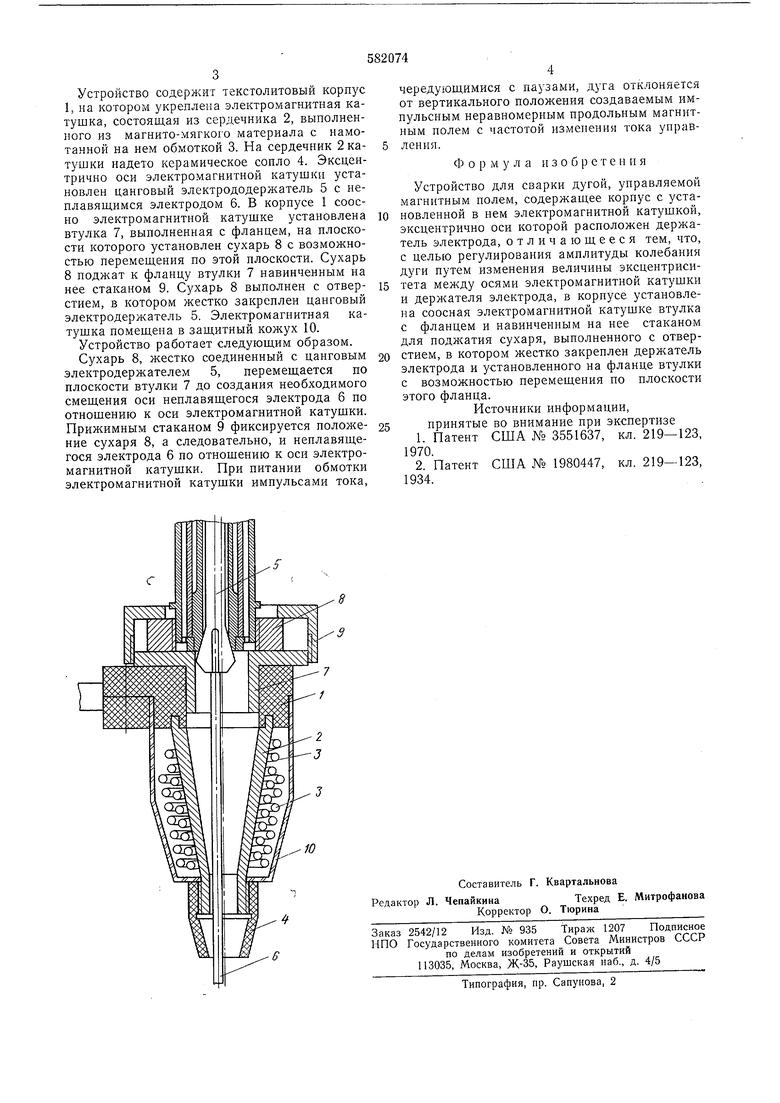
На чертеже изображено зстройство, общий вид в разрезе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |
| Горелка для сварки магнитоуправляемой дугой | 1986 |
|
SU1382614A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| УСТРОЙСТВО для СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU308833A1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
