В известных внутришлифовальных приспособлениях, снабженных лодпружиненными переставными в радиальном направлении шлифовальными камнями, предлагается выполнять последние поворотными вокруг оси, перпендикулярной к оси обрабатываемого отверстия. Такое устройство позволяет шлвфовать также и конические отверстия.
Для облегчения установки камней соответственно диаметру шлифуемого отверстия нижняя часть приспособления соединяется со шпинделем посредством переставной в осевом направлении зубчатой муфты. После расцепления нижней части со шпинделем она может быть повернута, чем к достигается раздвигание или сдвигание камней.
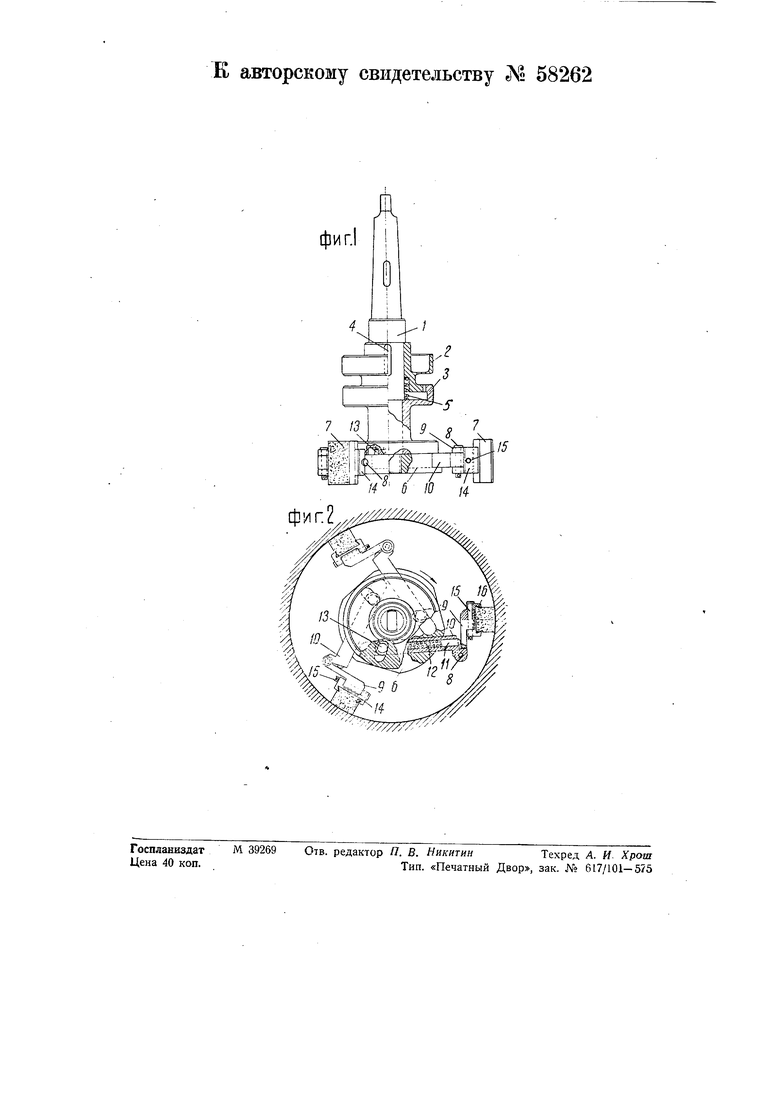
На чертеже фиг. 1 изображает вид приспособления сбоку и частью в разрезе, фиг. 2 - вид его сверху и частью в раЗ:резе.
На шпиндель J надета зубчатая муфта 2, которая свободно скользит по шпинделю, но от провертывания удерживается призматической шпонкой 4. Деталь 3 имеет скользяш.ую посадку на шпинделе / и может свободно провертываться на нем. В осевом направлении деталь 3 ограничивается с одной стороны буртом на шпинделе и с другой стороны гайкой 6 навернутой на конец ишинделя. Между муфтой 2 и деталью сЗ помешается распорная спиральная пружина 5, которая прижимает муфту 2 к бурту на шпинделе. Му1фта 2 имеет в нижней своей части наружный зубчатый венец, а деталь 3 имеет внутренний зубчатый венец. Эти зубчатые венцы находятся в зацеплении при верхнем положении муфты 2.
При нажиме сверху вниз на муфту 2 преодолевается сила пружины 5 и венец муфты 2 выходит из зацепления с венцом детали 3. После этого деталь 3 можно повертывать на шпинделе /. Гайка 6 имеет три паза для оправок 10 прямоугольного сечения.
Оправки JO, соединенные посредством роликов /5 с деталью 3, могут быть перемещаемы по пазам в гайке посредством повертывания детали 3, которая имеет три ра1диально расположенных паза для -роликов J3.
Каждая оправка JO и звено 5 соединяются осью 5 и образуют шарнир, который однако не допускает поворачивания звена 9 от центра более, чем показано на чертеже.
Оправка 10 имеет отверстие, в котором помещается спиральная пружина 12 и упорный штИ|фт 11, упирающийся в звено 9 и являющийся для него буфером.
На конце звена 9 посредством ос« 15 надет камнедержатель 14. Последний имеет возможность небольшого качания на оси 15, что обеспечивает правильное прилегание шлифовального камня 7 к конической поверхности во время ее шлифования.
Крепление шлифовального камня 7 в держателе 14 осуществляется посредством заливки свинца 16 в зазор между держателем и камнем.
Настройка приспособления для работы осуществляется следующим образом. Закрепленное в шпинделе станка приспособление вводят в отверстие обрабатываемой детали, затем охватывают муфту 2 правой рукой, а деталь 3 левой рукой. Нажимом в осевом направлении сверху вниз на муфту 2 ее выводят из зацепления с деталью 3, после чего повертьсвают деталь 5 в направлении против часовой стрелк-и до соприкосновения шлифовальных камней с обрабатываемой поверхностью и дальнейшим поворотом детали 5 производят нажатие на камки через пружинные буфера У/ и 12.
Во время шлифования кроме усилий, передаваемых пружинами 12 па камни, последние подвергаются действию
центробежной силы, которая увеличивает давление камня на поверхность обрабатываемой детали. Это обстояте.оьство улучшает работу приспособления при шлифовании.
Возвращение оправок 10 в начальное положение производят так же, как при настройке, но только деталь 3 повертывают по часовой стрелке.
Нредмет изобретения.
1.Приспособление для шлифования внутренней поверхности отверстий, выполненное в виде шпинделя с укрепленными на нем переставными в радиальном паправлепии оправками с шарнирно сочлененными подпружиненными держателями для камней, отличающееся применением подпружиненных звеньев Я сочлененных с оправками и подпружиненными держателями камней посредством щарниров 15 и 5 расположенных во взаимно перпендикулярном направлении, с целью обеспечения соответствующей установ,ки камней при шлифовке конических
отверстий.
2.Форма вьшолпения приспособления по п. 1, отличающаяся тем, что, с цельюустановки положения камней на нужный размер, нижняя часть приспособления, несущая оправки, сочленеиа со шпинделем посредством передвижной в осевом паправлении подпружинеппой зубчатоГг муфты 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК РАДИОЛАМП | 1949 |
|
SU87502A1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
| Привод кулачков самоцентрирующего патрона | 1984 |
|
SU1301569A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Полуавтоматический станок для шлифования и полирования деталей | 1950 |
|
SU91705A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| Способ обработки острых кромок зубчатых колес и станок для осуществления этого способа | 1958 |
|
SU123023A1 |
| Держатель для резьбонарезногоиНСТРуМЕНТА | 1977 |
|
SU804223A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Механизированный привод самоцентрирующего кулачкового патрона | 1984 |
|
SU1166907A1 |