Известны полуавтоматические станки для шлифовки и полировки деталей с револьверным барабаном, несущим поводковые шпиндели с у/:тройствами для крепления деталей и с несколькими подвижными в радиальном направлении шлифовальными или полировальными головками, расположенными вокруг барабана. Недостатком этих станков является возможность обработки на них только круглых деталей.
. Это устраняется в настояш,ем изобретении тем, что поводковые шпиндели снабжены радиальными копирами, взаимодействующими с подвижными в радиальном направлении шлифовальными или полировальными головками, что дает возможность обрабатывать на станке детали некруглого сечения.
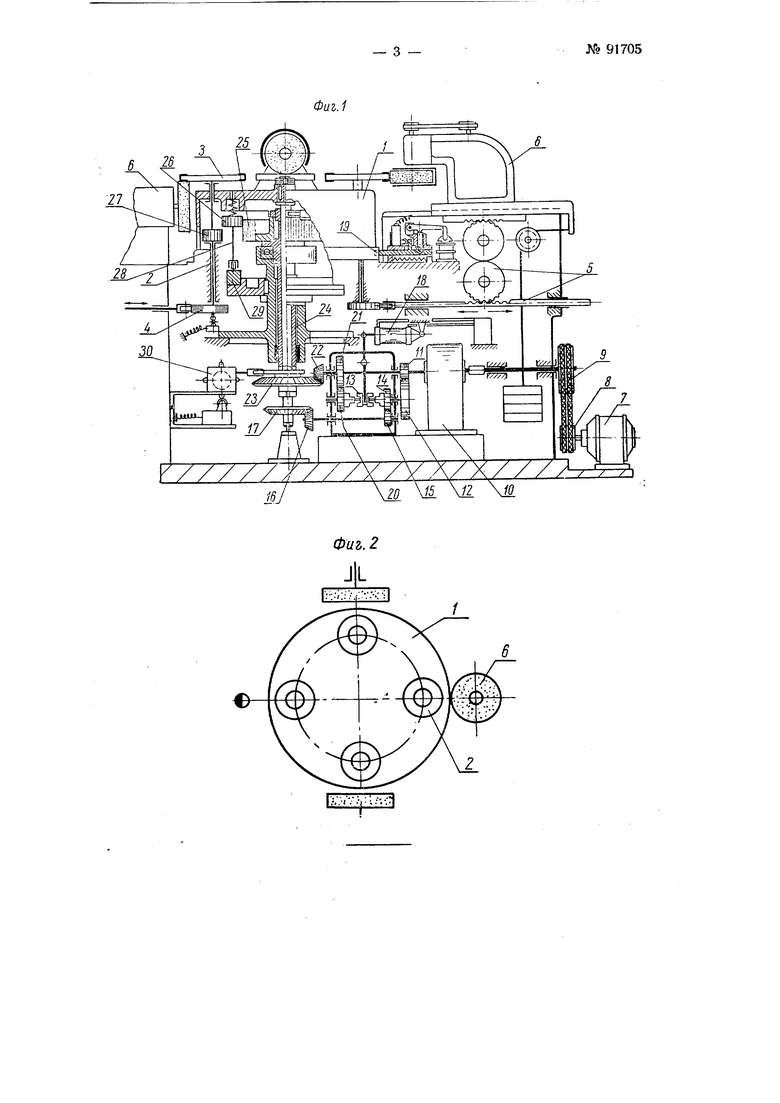
На фиг. 1 показана кинематическая схема станка; на фиг. 2 - схема револьверного барабана станка, вид в плане.
Вертикальный револьверный барабан / станка имеет несколько поводковых шпинделей 2, снабженных зажимными устройствами 3 для обрабатываемых деталей и радиальными копирами 4- Эти копиры взаимодействуют посредством шестеренчато-реечной передачи 5 с подвижными в радиальном направлении шлифовальными или полировальными головками 6, расположенными вокруг барабана 1.
Барабан 1 получает вращение от электродвигателя 7 через гибкую передачу со шкивами 8 и 9, редуктор 10, шестерни 11 и 12, муфту 13 и шестерни 14, 15, 16 и 17. Носле поворота барабана на 90° пневмоцилиндр 18 переключает,муфту 13, барабан останавливается, в него входит фиксатор 19, а через муфту 13 вращение передается шестерням 20, 21, 22, 23, втулке 24 и через приводной зубчатый венец 25 и шестерни 26 и 27 - шпинделям 2. Шестерни 26 укреплены на валиках 28, которые могут перемещаться в осевом направлении под воздействием неподвижного копира 29. Во время поворотов барабана валики 28 поочередно находят на приподнятый участок копира и поднимаются вверх, причем шестерни 27 и 26 расцепляются, а соответствующий шпиндель 2 не вра№ 91705 - 2 -
щается- Таким образ(Ш, одновременно вращаются только три шпинделя из четырех, а укрепленные на них детали обрабатываются с разных сторон. На четвертом шпинделе в это время пронсходит съем обработанной детали и-установки новой.
По окончании обработки;: фиксатор 19 выходит из барабана, счетчик 30 числа оборотов револьверного круга дает команду на перемещение пневмоцилиндра./5;Переключающего муфту 13 в первоначальное положение и барабан 1 вновь повертывается на 90 В дальнейшем работа станка продолжается в той же последовательности.
Предмет изобретения
1- Полуавтоматический станок для шлифования и полирования деталей с применением вертикального револьверного барабана, несущего поводковые шпиндели с устройствами для крепления изделий и нескольких подвижных в радиальном направлении шлифовальных или полировальных головок, расположенных вокруг револьверного барабана, отличающийся тем, что для возвожности обработки изделий некруглого сечения поводковые шпиндели снаблсены радиальными копирами, взаимодействующими со шлифовальными или полировальными головками.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью выключения поводковых шпинделей в позиции загрузки, шпиндели связаны с расположенным соосно с револьверным барабаном приводным зубчатым венцом посредством шестерен, укрепленных на передвижных в осевом направлении промежуточных валиках, взаимодействующих с неподвижным торцовым копиром.
3.Форма выполнения станка по пп. 1-2, отличающаяся тем, что он снабжен счетчиком числа оборотов револьверного круга, управляющим муфтой включения механизма поворота.