4конвейера, которая контролируется датчиком
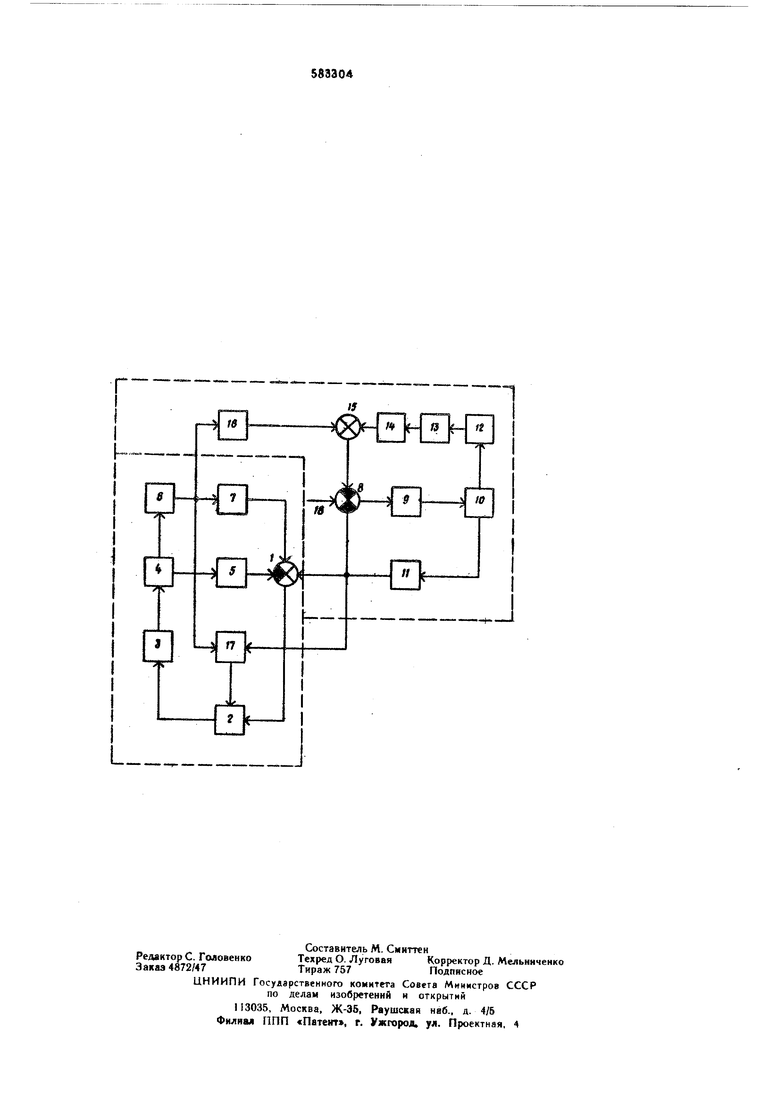
5скорости конвейера. Выход датчика 5 подключен на одни из входов схемы сравнения 1.
Нагрузка привода 4 контролируется датчиком 6 момента нагрузки привода конвейера. Выход датчика 6 через схему ограничения 7 подключен на второй вход схемы сравнения 1,
Выход схемы сравнения 8 подключен к регулятору 9 скорости подачи забойной машины, который управляет регулируемым приводом 10 подачи забойной машины, скорость которой контролируется датчиком 11 скорости подачи. Выход датчика 11 подключен как к схеме сравнения 8, так и к третьему входу схемы сравнения 1.
Привод 10 подачи забойной мавдины определяет нагрузку ее привода 12 резания (привода исполнительного органа), которая контролируется датчиком 13 нагрузки. Выход датчика 13 через схему ограничения 14 и сумматор
15подк.ючен к схеме сравнения 8. К последней через сумматор 15 и через схему ограничения
16подключен выход датчика 6. Кроме того, выход последнего через ключ 17, управляемь/й сигналом датчика П скорости подачи забойной машины, соединен со вторым входом регулятора 2 скорости привода конвейера.
Способ осуществляется следующим образом.
Заданная производительносгь забойной машины обеспечивается регулированием скорости ее подачи, которое осуществляется сравнением заданной скорости (уставки 18) с действительной скоростью подачи, контролируемой датчиков 11, и воздействием разностного сигнала с зыхода схемы сравнения 8 через регулятор 9 иа привод 10 подачи. При перегрузке привода
12резания забойной машины сигнал от датчика
13нагрузки через схему ограничения 14 поступает на схему сравнения 8, уменьшая величину уставки 18, при этом уменьшается скорость подачи забойной машины, а следовательно, и нагрузка ее привода резания Схема ограничения 14 служит для формирования сигнала, пропорционального перегрузке привода резания. При нагрузке последнего, не превышающей заданного предельного значения, сигсал на выходе схемы ограничения 14 отсутствует.
При двт1жении забойной машины сигнал датчика 11 скорости ее подачи сравнивается с сигналомдатчика 5 скорости привода конвейера. Выходной сигнал схемы сравнения I через регулятор 2 и вариатор 3 воздействует на привод 4 конвейера. Благодаря этому скорость конвейера поддерживается пропорциональной скорости подачи забойной машины
При перегрузке привода 4 конвейера по сигналу датчика 6 срабатывает схема ограничения 7, сигнал которой, суммируясь с сигналом датчика П, увеличивает текущее значение уставки на схеме сравнения I. При этом скорость привода конвейера увеличивается, что приводит к уменьшению его нагрузки. 5 Если резерв по увеличению скорости конвейера исчерпан, а перегрузка его привода продолжается и превышает предельное значение, то по сигналу датчика 6 срабатывает схема ограничения 16 сигнал с которой, поступая на схему
Q сравнения 8, уменьшает уставку скорости подачи забойной машины. Скорость последней снижается пропорционально перегрузке конвейера, уменьшается количество поступающего на конвейер полезного ископаемого, а следовательно, и нагрузка привода конв;йера.
5 Чтобы обеспечить разгрузку конвейера при остановке забойной машины, предусмотрен ключ 17, управляемый датчиком 11 и подклю ченный к выходу датчика 6 момента нагрузки привода конвейера. При движении забойной машины ключ заперт сигналом датчика 1. При остановке машины ключ открывается и пропускает сигнал датчика б к регулятору 2 скорости последнего. Благодаря этому привод конвейера после остановки забойной машины остается включенным до тех пор, пока выхбдной
сигнал датчика 6 не будет соответствовать моменту холостого хода привода конвейера, после чего конвейер останавливается.
Формула изобретения
Способ автоматнческого управления забойной машиной к конвейером, основанный на регулировании скорости подачи забойной машины по нагрузкам ее привода и привода конвейера, отличающийся тем, что, с целью повышения производительности забойной машины, измеряют скорость привода конвейера и скорость подачи забойной машины, по отклонению которой от заданной величины регулируют скорость ее подачи, величину которой ограничивакхг как пропорционально перегрузке привода забойной машины,, так .и привода конвейера, причем скорость привода конвейера регулируют пропорционально разности величин скорости подачи забойной машины и скорости привода конвейера, при этом последнюю увеличивают пропорционально перегрузке привода конвейера.
Истопники информации, принятые во внимание при экспертизе:
1.Патент ФРГ № 1259812, кл. б в 27/34i 1967.
2.Патент ФРГ №4234650, кл. 5 в 27/34 1967.
г™ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления забойной машиной и конвейером | 1979 |
|
SU781348A2 |
| Устройство автоматического управления забойной машиной и конвейером | 2022 |
|
RU2814926C1 |
| Устройство автоматического регули-РОВАНия СКОРОСТи пОдАчи углЕдОбыВАю-щЕй МАшиНы | 1979 |
|
SU817252A2 |
| Устройство автоматического регулирования скорости подачи угледобывающей машины | 1980 |
|
SU928007A1 |
| Стабилизатор веса бурильного инструмента | 1988 |
|
SU1559129A2 |
| Способ управления горной машиной | 1990 |
|
SU1781426A1 |
| Устройство управления горной машиной | 1987 |
|
SU1476125A1 |
| Способ автоматического управлениягОРНОй МАшиНОй | 1978 |
|
SU810963A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ЗАГРУЗКИ ЩЕКОВОЙДРОБИЛКИ | 1972 |
|
SU335001A1 |
| Устройство адаптивного управления металлорежущим станком | 1984 |
|
SU1205130A1 |
J
I.
