Устройство относится к области регулирования режимов работы горных машин и может быть использовано для автоматического управления системой, включающей забойную машину и конвейер.
Известно устройство (по способу) автоматического управления забойной машиной и конвейером (Авторское свидетельство СССР №583304, МПК8 Е21С 35/24, опубл. 5.12.77 г. Бюл. №45), содержащее две схемы сравнения, регулятор скорости конвейера, вариатор, привод конвейера, датчик скорости конвейера, датчик момента нагрузки привода конвейера, регулятор скорости подачи забойной машины, привод подачи забойной машины, датчик скорости подачи, привод резания, датчик нагрузки, три схемы ограничения, сумматор, ключ. При этом выход первой схемы сравнения подключен к регулятору скорости конвейера, управляемому вариатором скорости конвейера. Вариатор управляет скоростью привода конвейера, которая контролируется датчиком скорости конвейера, выход которого подключен на один из входов первой схемы сравнения. Нагрузка привода конвейера контролируется датчиком момента нагрузки привода конвейера, выход которого через третью схему ограничения подключен на второй вход первой схемы сравнения. Выход второй схемы сравнения подключен к регулятору скорости подачи забойной машины, который управляет регулируемым приводом подачи забойной машины, скорость которой контролируется датчиком скорости подачи, который подключен как ко второй схеме сравнения, так и к третьему входу первой схемы сравнения. Привод подачи забойной машины определяет нагрузку ее привода резания, которая контролируется датчиком нагрузки. Выход датчика нагрузки через вторую схему ограничения и сумматор подключен ко второй схеме сравнения, к которой через сумматор и третью схему ограничения также подключен выход датчика момента нагрузки привода конвейера, который через второй ключ, управляемый сигналом датчика скорости подачи забойной машины, соединен со вторым входом регулятора скорости подачи привода конвейера.
Однако данное устройство не обеспечивает достаточную точность регулирования и, следовательно, в полной мере не используется производительность забойной машины.
Наиболее близким аналогом к предлагаемому устройству является устройство (по способу) автоматического управления забойной машиной и конвейером (Авторское свидетельство СССР №781348, МПК8 Е21С 35/24, опубл. 23.11.80 г. Бюл. №43), содержащее привод резания, вход которого соединен с выходом регулируемого привода подачи забойной машины, регулируемый привод конвейера, датчик нагрузки, регулятор скорости подачи комбайна, датчик скорости подачи, датчик скорости тягового органа конвейера, регулятор скорости конвейера, вариатор, датчик момента нагрузки конвейера, датчик направления движения комбайна, регулируемый усилитель, два ключа, три схемы ограничения, две схемы сравнения и сумматор. При этом регулируемый привод подачи забойной машины определяет нагрузку ее привода резания, которая контролируется датчиком нагрузки. Выход датчика нагрузки через первую схему ограничения и сумматор подключен к первой схеме сравнения, к которой через сумматор и вторую схему ограничения также подключен выход датчика момента нагрузки регулируемого привода конвейера, который через второй ключ, управляемый сигналом датчика скорости подачи забойной машины, соединен со вторым входом регулятора скорости привода конвейера. На третий вход первой схемы сравнения подается установка скорости подачи забойной машины. Выход второй схемы сравнения подключен к регулятору скорости конвейера, управляемому вариатором скорости конвейера. Вариатор управляет скоростью привода конвейера, которая контролируется датчиком скорости тягового органа конвейера, выход которого подключен на один из входов второй схемы сравнения. Нагрузка регулируемого привода конвейера контролируется датчиком момента нагрузки привода конвейера, выход которого через третью схему ограничения подключен на второй вход второй схемы сравнения. Выход первой схемы сравнения подключен к регулятору скорости подачи забойной машины, который управляет регулируемым приводом подачи забойной машины, скорость которой контролируется датчиком скорости подачи, а направление -датчиком направления движения забойной машины. Выход датчика скорости подачи подключен как к первой схеме сравнения, так и к входу регулируемого усилителя, выход которого подключен к третьему входу второй схемы сравнения. Коэффициент усиления регулируемого усилителя определяется величиной задания скорости подачи и положением первого ключа, вход которого соединен с выходом датчика направления движения.
Данное техническое решение выбрано в качестве прототипа.
Устройство позволяет повысить производительность скребкового конвейера путем регулирования скорости подачи забойной машины по нагрузкам ее привода и привода конвейера, скорость которого изменяют пропорционально скорости подачи забойной машины, при этом коэффициент пропорциональности между скоростями подачи забойной машины и привода конвейера задают величиной загрузки конвейера по высоте и корректируют в зависимости от направления движения забойной машины, а скорость подачи забойной машины дополнительно ограничивают по скорости привода конвейера.
Однако недостатком данного устройства является следующее. Для регулирования скорости конвейера пропорционально скорости подачи забойной машины задаются величиной загрузки конвейера по высоте слоя угля. Следует отметить, что сечение слоя угля, загружаемого шнеками забойной машины на став конвейера, имеет форму, изменяющуюся от прямоугольной до треугольной. Поэтому высота слоя угля лишь приблизительно характеризует загрузку конвейера. Кроме того, определить величину загрузки в условиях усиленного пылевыделения в лаве весьма затруднительно. Указанное вызывает большие погрешности на соотношение скоростей, а значит на равномерность загрузки конвейера. Следовательно, возможны как режимы недогрузки, так и режимы перегрузки привода конвейера. При проектировании и эксплуатации конвейеров основным параметром, характеризирующим загрузку конвейера, принята погонная нагрузка конвейера. Известно, что при работе конвейера с номинальной погонной нагрузкой удельный расход электроэнергии на транспортирование угля минимальный и растет по гиперболической зависимости с уменьшением погонной нагрузки.
Техническим результатом заявляемого устройства является повышение энергоэффективности и надежности эксплуатации скребкового конвейера механизированного очистного комплекса за счет обеспечения постоянства погонной нагрузки конвейера, близкой к номинальной, с высокой точностью. При этом при регулировании скорости конвейера ниже номинальной, при работе комбайна в условия высокой сопротивляемости угля резанию и зарубке исполнительного органа в пласт угля, уменьшается расстояние, пройденное тяговым органом конвейера, за цикл (сутки, период эксплуатации) работы забойной машины. Поэтому снижается износ тяговой цепи и рештаков конвейера и повышается надежность его работы.
Указанный технический результат достигается тем, что в известное устройство автоматического управления забойной машиной и конвейером, содержащее привод резания, вход которого соединен с выходом частотно-регулируемого привода подачи забойной машины, частотно-регулируемый привод конвейера, датчик нагрузки, датчик скорости тягового органа конвейера, регулятор скорости конвейера, схему ограничения, первую и вторую схемы сравнения и сумматор, причем привод резания через датчик нагрузки соединен со вторым входом первой схемы сравнения, вход частотно-регулируемого привода конвейера соединен с выходом регулятора скорости конвейера, вход которого соединен с выходом второй схемы сравнения, выход датчика скорости тягового органа конвейера соединен с входом схемы ограничения и вторым входом второй схемы сравнения, дополнительно введены регулятор нагрузки, третья схема сравнения, первый и второй переключатели полярности, блок выделения минимума сигнала, перемножитель, блок деления, первый и второй источники задающих сигналов, причем первый выход первого источника задающих сигналов соединен с первым входом первой схемы сравнения, выход первой схемы сравнения через регулятор нагрузки соединен с первым входом третьей схемы сравнения, выход которой соединен с первым входом перемножителя и первым входом блока выделения минимума сигнала, выход которого через первый переключатель полярности соединен с входом частотно-регулируемого привода подачи забойной машины, второй выход первого источника задающих сигналов соединен со вторым входом блока выделения минимума сигнала, третий выход первого источника задающих сигналов соединен с управляющими входами первого и второго переключателей полярности, первый выход второго источника задающих сигналов соединен с первым входом сумматора, выход которого соединен со вторым входом перемножителя, выход которого соединен с первым входом блока деления, выход которого соединен с первым входом второй схемы сравнения, второй выход второго источника задающих сигналов соединен со вторым входом блока деления и входом второго переключателя полярности, выход которого соединен со вторым входом сумматора, а выход схемы ограничения соединен со вторым входом третьей схемы сравнения.
Существенными отличиями предлагаемого устройства является введение регулятора нагрузки, третьей схемы сравнения, первого и второго переключателя полярности, блока выделения минимума сигнала, перемножителя, блока деления, первого и второго источников задающих сигналов, а также организация новых связей между элементами устройства.
Совокупность элементов и связей между ними обеспечивают точное поддержание погонной нагрузки конвейера при изменении производительности забойной машины и достижение положительного эффекта - повышение энергетической эффективности и надежности эксплуатации скребкового конвейера.
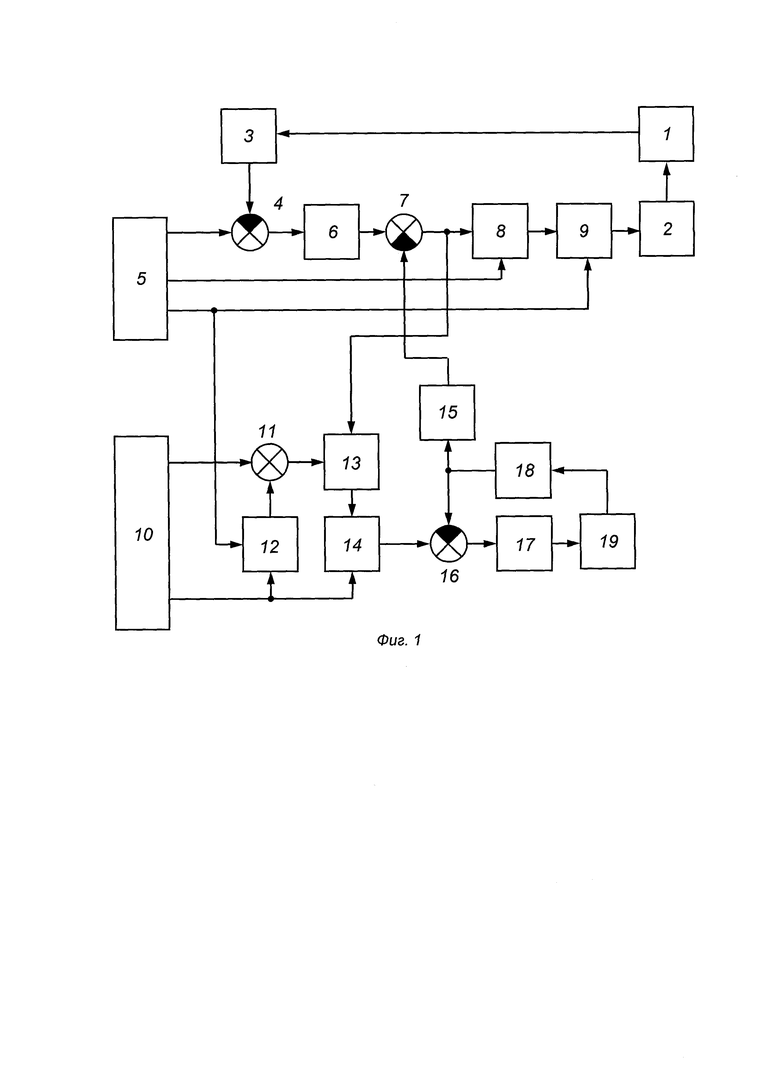
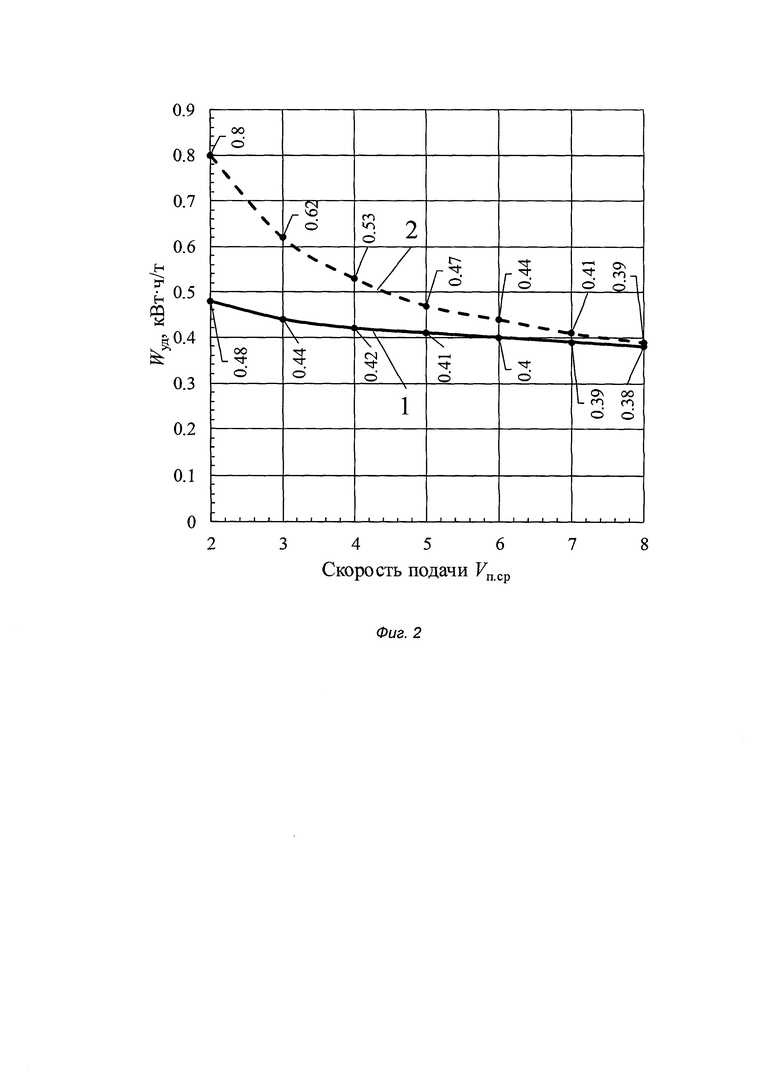
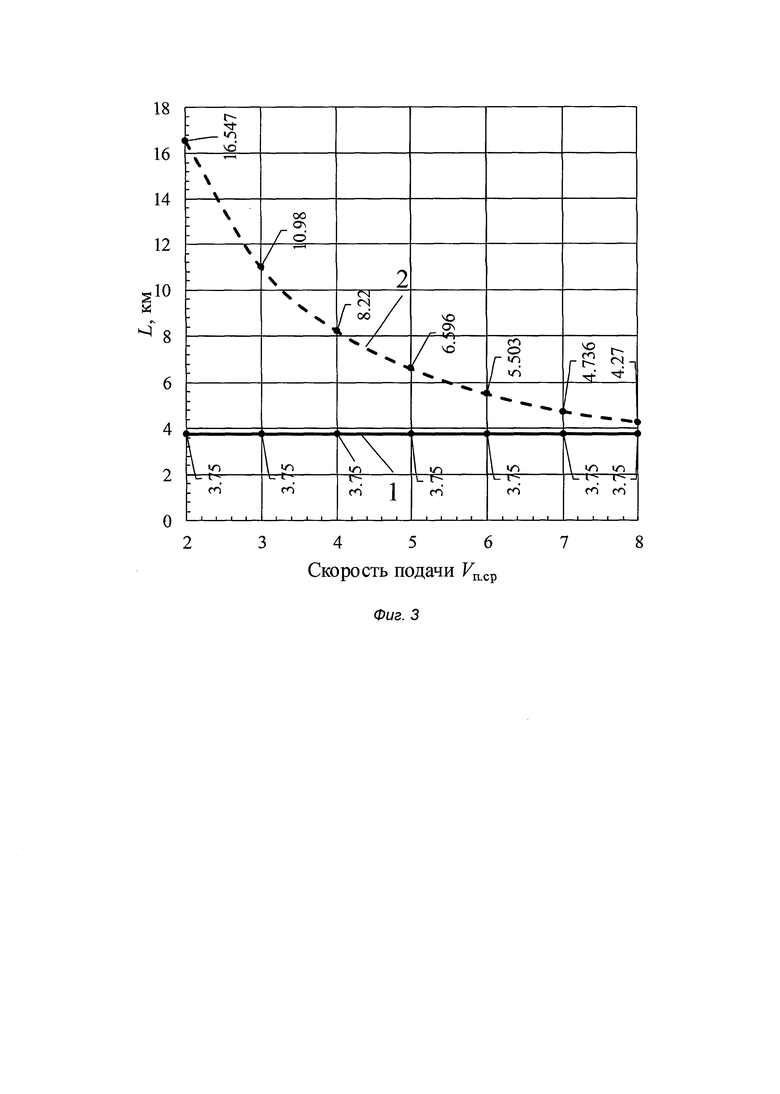
Сущность устройства поясняется чертежами. На фиг. 1 приведена функциональная схема устройства, на фиг. 2 - зависимости удельного расхода электроэнергии электропривода конвейера от средней скорости подачи забойной машины, на фиг. 3 - зависимости абсолютного расстояния, пройденного тяговым органом конвейера за цикл работы забойной машины при выемке от средней скорости подачи забойной машины.
Устройство автоматического управления забойной машиной и конвейером (фиг. 1) содержит привод резания забойной машины 1, частотно-регулируемый привод подачи забойной машины 2, датчик нагрузки 3, первую схему сравнения 4, первый источник задающего сигнала 5, регулятор нагрузки 6, третью схему сравнения 7, блок выделения минимума сигнала 8, первый переключатель полярности 9, второй источник задающего сигнала 10, сумматор 11, второй переключатель полярности 12, перемножитель 13, блок деления 14, схему ограничения 15, вторую схему сравнения 16, регулятор скорости конвейера 17, датчик скорости тягового органа конвейера 18, частотно-регулируемый привод конвейера 19.
Работает устройство автоматического управления забойной машиной и конвейером следующим образом.
Равномерность погонной нагрузки конвейера обеспечивается регулированием скорости перемещения его тягового органа путем сравнения заданной скорости конвейера Vск.зад, определяемой по теоретической производительности забойной машины (Qзм), с действительной скоростью Vck, контролируемой датчиком скорости тягового органа конвейера 18 и воздействием разностного сигнала с выхода второй схемы сравнения 16 через регулятор скорости конвейера 17 на частотно-регулируемый привод конвейера 19.
Сигнал пропорциональный произведению Н⋅В⋅у (соответственно вынимаемой мощности пласта Н, ширине захвата исполнительного органа забойной машины В и удельной плотность отбитого угля у) поступает с первого выхода
второго источника задающего сигнала 10 на первый вход сумматора 11, на второй вход которого через второй переключатель полярности 12, поступает сигнал qном пропорциональный номинальной загрузке конвейера.
Второй переключатель полярности 12 определяет знак перед величиной, соответствующей номинальной загрузке конвейера qном по наличию или отсутствию сигнала свидетельствующего о направлении движения забойной машины («вперед» или «назад») с третьего выхода первого источника задающего сигнала 5: «-» на выходе 12 соответствует случаю, когда направления движения забойной машины и тягового органа конвейера противоположны (с выхода 5 поступает сигнал для движения «назад», «+» - когда совпадают (с выхода 5 нет сигнала). Полученная сумма (или разность) поступает первый вход перемножителя 13, на второй вход которого поступает сигнал пропорциональный текущей скорости забойной машины с выхода третьей схемы сравнения 7. Полученное произведение делится на величину номинальной загрузки конвейера в блоке деления 14, в результате получаем требуемую (скорость задания) по условию совместной работы забойной машины и конвейера скорость скребкового конвейера Vск.зад:
При увеличении скорости забойной машины, будет соответственно увеличиваться сигнал задания скорости конвейера Vск.зад и наоборот - при уменьшении скорости забойной машины - сигнал задания скорости конвейера будет уменьшаться.
Заданная (теоретическая) производительности забойной машины (Qзм) обеспечивается регулированием ее скорости приводом подачи 2. Заданная скорость подачи забойной машины Vп.зад подбирается в зависимости от нагрузки ее привода резания 1 путем сравнения сигнала заданного тока резания Vр.зад, снимаемого с первого выхода первого источника задающего сигнала 5, и сигнала текущего значения тока резания, снимаемого с выхода датчика нагрузки 3 в первой схеме сравнения 4. Сигнал рассогласования через регулятор нагрузки 6 увеличивает или уменьшаем скорость подачи (увеличивает, если текущее значение тока меньше заданного и уменьшает при перегрузке забойной машины, если текущее значение тока больше заданного).
В случае превышения скоростью подачи забойной машины максимально допустимого значения Vп.max блок выделения минимума сигнала 8, сравнивая сигнал текущего значения скорости подачи Vп с первого выхода третьего элемента сравнения 7 и максимально допустимое значение Vn.max со второго выхода первого источника задающего сигнала 5, выдает на выходе минимальное значение из сравниваемых сигналов: максимально допустимое значение скорости подачи забойной машины по условиям ее эксплуатации.
Первый переключатель полярности 9 предназначен для условного определения направления движения забойной машины «вперед» или «назад», воздействуя на ее частотно-регулируемый привод подачи. При наличии сигнала с третьего выхода первого источника задающего сигнала 5, на выходе блока 9 сигнал отрицательной полярности - забойная машина движется в условном направлении «назад». При отсутствии сигнала с третьего выхода блока 5 - на выходе первого переключателя полярности 9 положительный сигнал - забойная машина движется в условном направлении «вперед».
Если резерв увеличения скорости конвейера исчерпан, то по сигналу датчика скорости тягового органа 18 срабатывает схема ограничения 15, сигнал с которой, поступая на третью схему сравнения 7, уменьшает скорость подачи Vп забойной машины. Скорость последней снижается, количество угля, поступающего на конвейер, соответственно также снижается. Уменьшение скорости подачи забойной машины приводит к уменьшению сигнала с выхода третьей схемы сравнения 7, поступающего на второй вход перемножителя 13. В результате, согласно формулы, уменьшается задание скорости конвейера - Уск.зад, а значит и текущая скорость конвейера.
На фиг. 2 приведены зависимости удельного расхода электроэнергии Ww электропривода конвейера от средней скорости подачи Vп.ср забойной машины при наличии (сплошная линия) и отсутствии (пунктиром) предложенного устройства, полученные по результатам математического моделирования.
Из анализа фиг. 2 следует, что при отсутствии устройства автоматического управления забойной машиной и конвейером, с уменьшением средней скорости подачи Vn.cp забойной машины с 8 до 2 м/мин, погонная нагрузка конвейера снижается, а удельный расход электроэнергии Wуд потребляемой электроприводом конвейера, увеличивается в два раза с 0,4 до 0,8 кВт ч/т.
Применение предложенного устройства автоматического управления забойной машиной и конвейером позволяет стабилизировать удельный расход электроэнергии Wуд конвейера на минимальном уровне, равном номинальному.
На фиг. 3 приведены зависимости абсолютного расстояния L, пройденного тяговым органом конвейера за цикл работы забойной машины при выемке от средней скорости подачи Vп.cp забойной машины при наличии (сплошная линия) и отсутствии (пунктиром) предложенного устройства автоматического управления забойной машиной и конвейером, полученные по результатам математического моделирования.
Из анализа фиг. 3 следует, что расстояние L, пройденное тяговым органом конвейера за цикл работы забойной машины при выемке (прямой ход и обратный ход забойной машины) при наличии предлагаемого устройства уменьшается в четыре раза, по сравнению со случаем, когда это устройство отсутствует, при снижении скорости подачи забойной машины с 8 до 2 м/мин. Это приведет к уменьшению износа тяговой цепи и рештаков конвейера и повышению надежности его эксплуатации.
Таким образом, предлагаемое устройство обеспечивает постоянство погонной нагрузки конвейера во всех режимах работы забойной машины, в результате этого имеет место повышение энергоэффективности и надежности эксплуатации скребкового конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления забойной машиной и конвейером | 1979 |
|
SU781348A2 |
| Устройство автоматического регулирования нагрузки угледобывающего комбайна | 2020 |
|
RU2747136C1 |
| Способ автоматического управления забойной машиной и конвейером | 1971 |
|
SU583304A1 |
| Устройство управления горной машиной | 1987 |
|
SU1476125A1 |
| Регулируемый электропривод угольного комбайна | 1989 |
|
SU1795096A1 |
| Система наведения и стабилизации пакета направляющих боевой машины реактивной системы залпового огня | 2017 |
|
RU2669903C1 |
| Устройство управления многоприводным механизмом подачи горной машины | 1990 |
|
SU1731946A1 |
| Устройство для автоматической коррекции амплитудно-частотных искажений трактов систем передачи информации | 1982 |
|
SU1083373A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРИВОДОМ ИСПОЛНИТЕЛЬНОГО ОРГАНА ФРОНТАЛЬНОГО АГРЕГАТА | 2002 |
|
RU2209967C1 |
| ЧАСТОТНО-РЕГУЛИРУЕМЫЙ АСИНХРОННЫЙ ЭЛЕКТРОПРИВОД | 2008 |
|
RU2401502C2 |
Изобретение относится к области регулирования режимов работы горных машин и может быть использовано для автоматического управления системой, включающей забойную машину и конвейер. Устройство содержит привод резания, частотно-регулируемый привод конвейера, датчик нагрузки, датчик скорости тягового органа конвейера, регулятор скорости конвейера, схему ограничения, первую, вторую и третью схемы сравнения, сумматор, регулятор нагрузки, первый и второй переключатели полярности, блок выделения минимума сигнала, перемножитель, блок деления, первый и второй источники задающих сигналов. Причем вход привода резания соединен с выходом частотно-регулируемого привода подачи забойной машины. Вход датчика скорости тягового органа конвейера соединен с выходом частотно-регулируемого привода конвейера. Привод резания через датчик нагрузки соединен со вторым входом первой схемы сравнения. Вход частотно-регулируемого привода конвейера соединен с выходом регулятора скорости конвейера, вход которого соединен с выходом второй схемы сравнения. Выход датчика скорости тягового органа конвейера соединен с входом схемы ограничения и вторым входом второй схемы сравнения. Первый выход первого источника задающих сигналов соединен с первым входом первой схемы сравнения. Выход первой схемы сравнения через регулятор нагрузки соединен с первым входом третьей схемы сравнения, выход которой соединен с первым входом перемножителя и первым входом блока выделения минимума сигнала, выход которого через первый переключатель полярности соединен с входом частотно-регулируемого привода подачи забойной машины. Второй выход первого источника задающих сигналов соединен со вторым входом блока выделения минимума сигнала. Третий выход первого источника задающих сигналов соединен с управляющими входами первого и второго переключателя полярности. Первый выход второго источника задающих сигналов соединен с первым входом сумматора, выход которого соединен со вторым входом перемножителя, выход которого соединен с первым входом блока деления, выход которого соединен с первым входом второй схемы сравнения. Второй выход второго источника задающих сигналов соединен со вторым входом блока деления и входом второго переключателя полярности, выход которого соединен со вторым входом сумматора. Выход схемы ограничения соединен со вторым входом третьей схемы сравнения. Техническим результатом является повышение энергоэффективности и надежности эксплуатации скребкового конвейера механизированного очистного комплекса. 3 ил.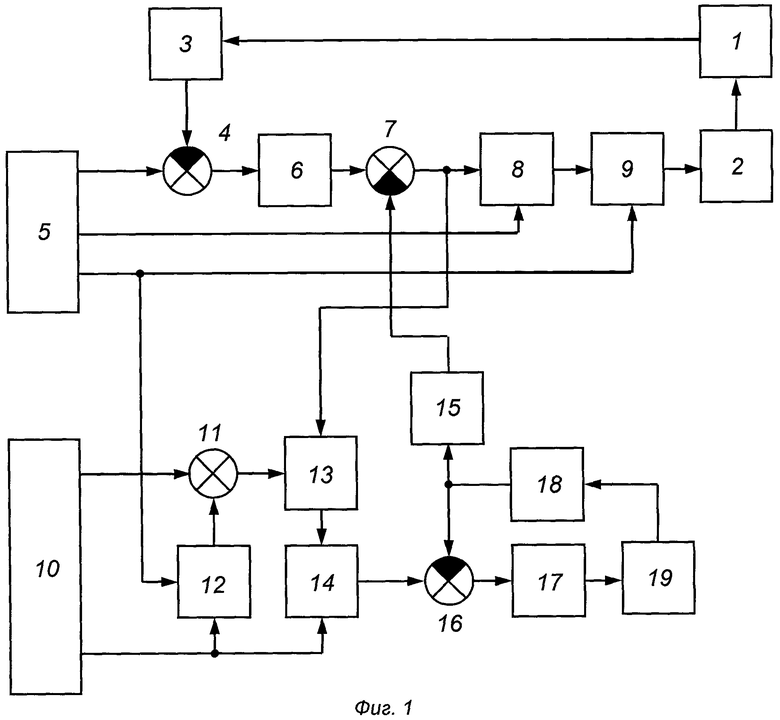
Устройство автоматического управления забойной машиной и конвейером, содержащее привод резания, вход которого соединен с выходом частотно-регулируемого привода подачи забойной машины, частотно-регулируемый привод конвейера, датчик нагрузки, датчик скорости тягового органа конвейера, вход которого соединен с выходом частотно-регулируемого привода конвейера, регулятор скорости конвейера, схему ограничения, первую, вторую и третью схемы сравнения, сумматор, регулятор нагрузки, первый и второй переключатели полярности, блок выделения минимума сигнала, перемножитель, блок деления, первый и второй источники задающих сигналов, причем привод резания через датчик нагрузки соединен со вторым входом первой схемы сравнения, вход частотно-регулируемого привода конвейера соединен с выходом регулятора скорости конвейера, вход которого соединен с выходом второй схемы сравнения, выход датчика скорости тягового органа конвейера соединен с входом схемы ограничения и вторым входом второй схемы сравнения, первый выход первого источника задающих сигналов соединен с первым входом первой схемы сравнения, выход первой схемы сравнения через регулятор нагрузки соединен с первым входом третьей схемы сравнения, выход которой соединен с первым входом перемножителя и первым входом блока выделения минимума сигнала, выход которого через первый переключатель полярности соединен с входом частотно-регулируемого привода подачи забойной машины, второй выход первого источника задающих сигналов соединен со вторым входом блока выделения минимума сигнала, третий выход первого источника задающих сигналов соединен с управляющими входами первого и второго переключателя полярности, первый выход второго источника задающих сигналов соединен с первым входом сумматора, выход которого соединен со вторым входом перемножителя, выход которого соединен с первым входом блока деления, выход которого соединен с первым входом второй схемы сравнения, второй выход второго источника задающих сигналов соединен со вторым входом блока деления и входом второго переключателя полярности, выход которого соединен со вторым входом сумматора, а выход схемы ограничения соединен со вторым входом третьей схемы сравнения.
| Способ автоматического управления забойной машиной и конвейером | 1979 |
|
SU781348A2 |
| Способ автоматического управления забойной машиной и конвейером | 1971 |
|
SU583304A1 |
| Способ автоматического управления загрузкой конвейера | 1986 |
|
SU1433883A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ ЗАБОЙНЫХ МАШИН | 1997 |
|
RU2123595C1 |
| CN 112431591 А, 02.03.2021. | |||
