Изобретение относится к импульсной обработке металлов давлением, а именно к операциям листовой штамповки, и может быть использовано в авиационной, электротехнической, приборостроительной и других отраслях промышленности.
Известны устройства для пробивки отверстий в тонколистовых заготовках при воздействии на них импульсного давления жидких или эластичных сред, например, для электрогидравлической штамповки 1.
Известно также устройство для электрогидравлической пробивки отверстий, содержаш.ее энергетический блок, разрядную камеру с электродами, заполненную рабочей средой, и матрицу с размеш,енным в ее отверстии подпором 2.
Однако это устройство малопроизводительно из-за значительных затрат времени на удаление отходов материала из штампа после пробивки отверстий. Отходы могут напрессовываться на подпор, установленный в отверстии матрицы, что приводит к неблагоприятным условиям пробивки и резкому повышению энергетических затрат.
Целью изобретения является удаление отходов после пробивки отверстий и повышение производительности труда.
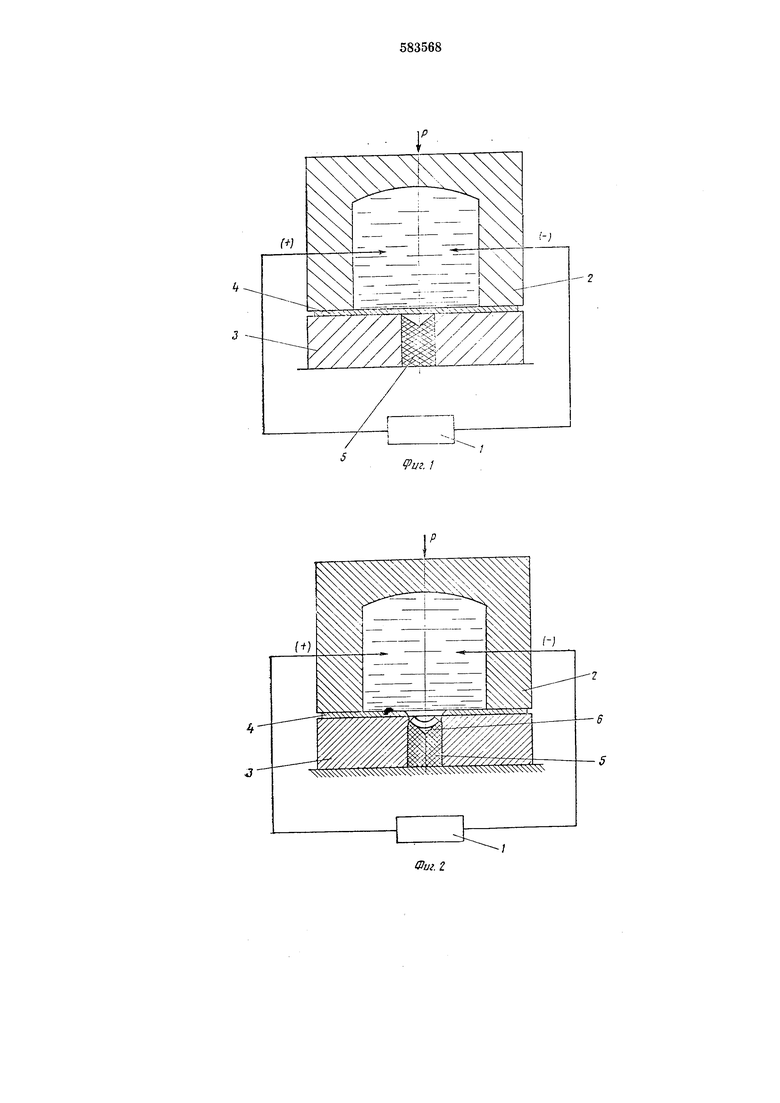
Для достижения поставленной цели, подпор выполнен из эластичного материала, размещен в отверстии матрицы без зазора и заподлицо с ее рабочей торцовой поверхностью и имеет в рабочем торце углубление для западания в него отхода. На фиг. 1 показано устройство до прнлол ения импульсного давления, продольный разрез;.на фиг. 2 - то же, после приложения импульсного давления,где обозначены энергетический блок 1, разрядная камера 2 с электродами, заполненная рабочей средой, матрица 3, тонколистовая заготовка 4 и эластичный подпор 5. В подпоре со стороны заготовки выполнено углубление, например, конической формы. Подпор установлен без зазора в отверстии полой матрицы в одной плоскости с ее рабочей поверхностью.
Устройство работает следующим образом.
Тонколистовую заготовку 4 (см. фиг. 2) укладывают на матрицу 3 и прижимают разрядной камерой 2. В результате иреобразования электрической энергии блока I в механическую энергию ударной волны в
рабочей среде осуществляется импульсное нагружение заготовки, которая начинает упруго деформироваться в отверстии матрицы.
На следующей стадии процесса заготовка деформируется пластически с высокой скоростью деформации. При этом кинетическая энергия ударной волны передается деформируемой части заготовки. Е) результате отход 6 отделяется от основного материала заготовки, деформируется в коническом углублении подпора и приобретает меньший диаметральный размер, чем отверстия матрицы. В то же время перемещающийся отход деформирует эластичный подпор, который сжимается, а кинематическая энергия отхода переходит в потенциальную энергию сжатого эластичного подпора, расходуемую затем на автоматическое выталкивание отхода из отверстия матрицы.
Предложенное устройство позволяет повысить производительность труда, его конструкция упрощена, а время его изготовления сокращено.
Эластичность подпора обеспечивает его упругое сжатие нод воздействием ударной волны и последующее мгновенное восстановление его размеров после снятия импульса давления, которое приводит к автоматическому выбросу отхода из отверстия матрицы.
Наличие в подпоре углубления, например, конической формы со стороны, обращенной к заготовке, позволяет дополнительно деформировать отход с уменьщением его диаметрального размера по отношению к размерам отверстия матрицы, что облегчает последующее его автоматическое удаление упругими силами эластичного подпора.
Отсутствие зазора в отверстии матрицы при установке подпора в одной плоскости с ее рабочей поверхностью устраняет возможность повторного попадания отхода в отверстие матрицы и напрессовывания его на подпор.
Формула изобретения
Устройство для импульсной пробивки отверстий, преимущественно для электрогидравлической, содержащее энергетический блок, разрядную камеру с электродами, заполненную рабочей средой, и матрицу с размещенным в ее отверстии подпором, отличающееся тем, что, с целью удаЛенин отхода после пробивки отверстий, подпор выполнен из эластичного материала, размещен в отверстии матрицы без зазора и заподлицо с ее рабочей торцовой поверхностью и имеет в рабочем торце углубление
для западания в него отхода.
Источники информации, принятые во внимание при экспертизе:
1.Богоявленский К. П. и др. Иаготовление деталей пластическим деформированием. Л., 1975, с. 402-404.
2.Авторское свидетельство № 455776, В 21 D 26/06, 03.01.73 (прототип).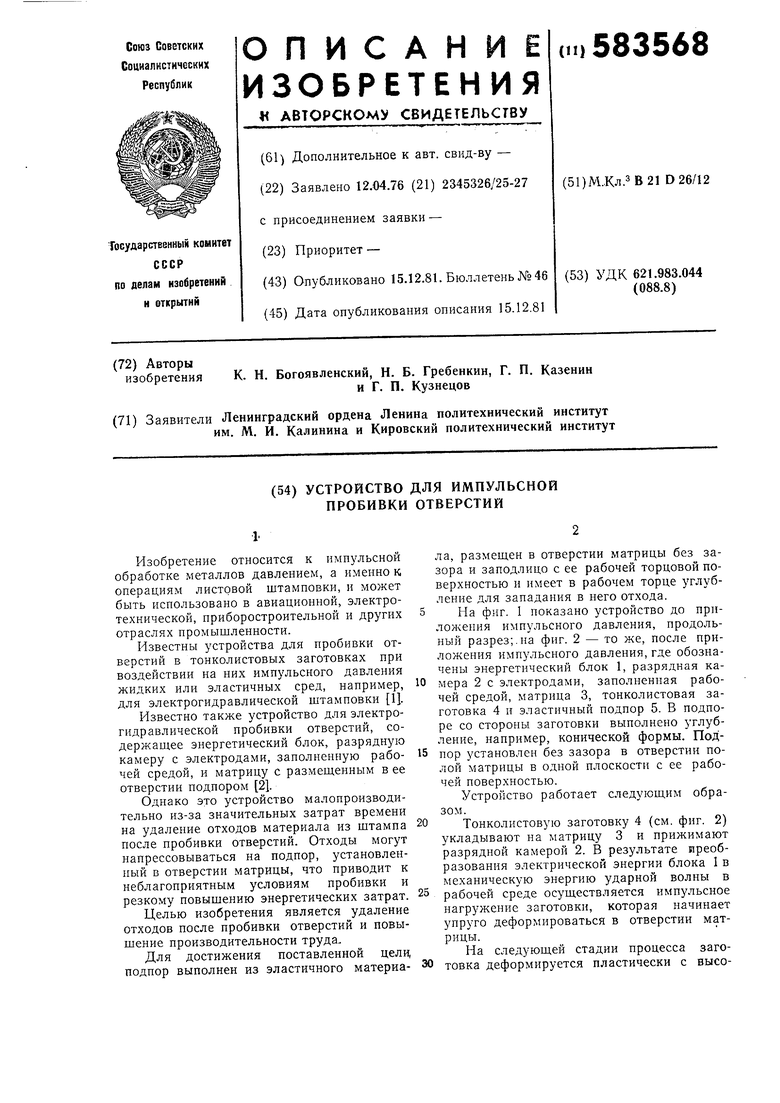
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки круглых отверстий | 1977 |
|
SU640788A1 |
| Штамп для пробивки отверстий в тонколистовом материале | 1981 |
|
SU994085A1 |
| Устройство для вырубки листовых деталей | 1990 |
|
SU1759503A1 |
| Штамп для импульсной вырезки | 1980 |
|
SU899206A1 |
| Устройство для разделительных операций эластичной средой | 1991 |
|
SU1811943A1 |
| Устройство для электрогидравлической формовки изделий | 1976 |
|
SU593358A2 |
| Устройство для правки | 1975 |
|
SU614857A1 |
| Способ электрогидроимпульсной пробивки отверстий в листовом материале | 1990 |
|
SU1719131A1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Способ изготовления деталей | 1991 |
|
SU1804358A3 |