i
Изобретение огносигся к механвческов обрабогке магериалсю и может найти применение пра обработке торцовых или фасонны поверхносгей.Из основного авт. св. Nfe 229916 известей способ п даышения .точности механической обработки, заключаюшийся в том, что шпиндель с махсшикснЛ перед ца чалом обработки разгоняют, а затем, отключив привод, ведут обработку за счет кинетической-энергии, накопленной шпииде)- лем и махсдаиком. Это позволяет исключить влияние элементов привода на точность обработки.
Однако при обработке, торцовых поверхностей обработка HSBectHbiM способом осуществляется при постоянном изменении скорости резания, что отрицательно сказывается на производительности и качестве обработки.
Цель изобретения -1 повышение производительности и качества обработки торцовых или фассшных поверхностей.
Это достигается тем, что обработку начинают с минимального радиуса изделия.
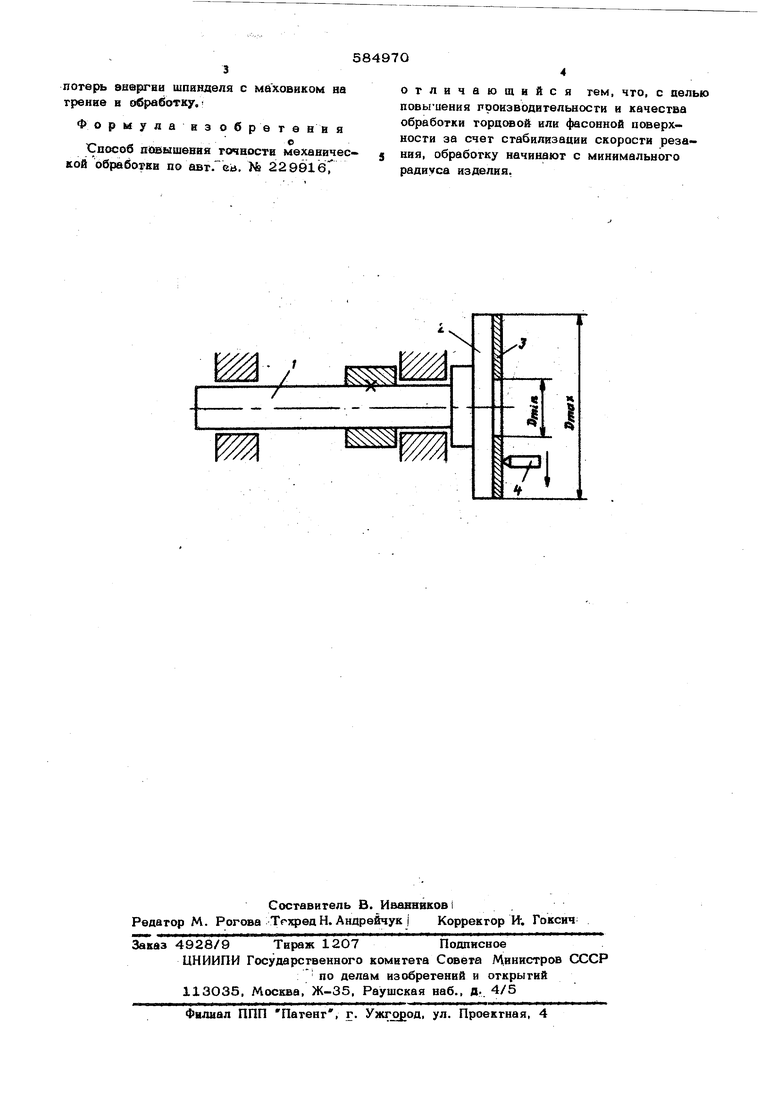
Осуществление предлагаемого cnocodia (на jпримере токарнойобработки диска) иллюстрируется чертежом.
Шпиндель 1 с установленным на нем приспособлением. 2 для крепления обрабатываемого i изделия .- диска 3 разгоняют с помощью привода (на чертеже не показан до скоростм вращения, при которой обеспечивается заданная скорость резания при точении минимального диаметра tjm| тор ца диска, и разъединяют с приводом. Шпиндель продолжает вращаться по инерции за счет- накопленной кинетической энергии. Резец 4 устанавливают у минимального радиуса диска заранее. С началом вращения шпинделя по инерции включают рабочую подачу резца в на{1равлении к периферии и на:чинают резание с минимального радиуса изделия.
По мере увеличения радиуса обработки скорость ре:3ания остается постоянной,поскольку ее увеличение за счет приращения радиуса обработки компенсируется уменьшением, скорости вращения изделия за счет
потерь анергии шпинделя с маховиком на трение в обработку,:
Формула
нэобрете ни я о
ХГнособ яовышевая точности механической обработЕи по автГеа, № 22991бГ
отличающийся тем, что, с целью повыцения производительности и качества обработки торцсжой или фасонной поверхности за счет стабилизации скорости резания, обработку начинают с минимального радиуса изделия.
Р
/
$$$$$4
