нение в гибких производственных сие- темах. Цель изобретения - повьшение I производительности, экономия энергии и увеличение надежности устройства, обусловленное сокращением затрат времени и энергии на пуск и торможение шпийделя станка для замены вращающегося сменного элемента. Захват 14 манипулятора снабжен приводом враще- 1Шя (ротор 20, статор 21 асиихронно- .го двигателя) и полумуфтой 22, соединяемой с папумуфтой 12 рабочего
, .. .
Изобретение относится к станкостроению и может найти применение в гибких производственных системах,
содержащих обрабатывающие станки и роботы с манипуляторами для перемещения, установки на шпиндель станка и снятия с него смен№ 1х элементов типа обрабатывае1Ф1е изделия и обра ать1вающий инструмент. Наиболее эффективно использование изобретения в станках типа обрабатывающий центр с устройством автоматической смены инструмента и в сверхточных токарных стаюсах с инерционным при.водом щпинделя для алмазного точенит дисков памяти ЭВМ. . Цель изобретения - повьщ1ение производительности, экономия энергии, увеличение надежности устройства, обусловленньш сокращением затрат BpeMeigi и энергии на пуск и торможение щпивделя станка для замень вра- 1цающегос5 сменного элемента. :
На чертеже изображено устройство, реализующее способ замены на рабочем щпиндейе станка сменного элемента; tuna обрабатываемое изделие или обрабатывающий инструмент, .
Рабочий шпиндель станка расположен в корпусе 2 шпиндельного узла с зазором в бесконтактных аэростатических подаипниках, сопла 3 кото рых соединены с источником давления РЬд сжатого воздуха. Шпиндель 1 несет планшайбу 4 с кольцевыми канавками 5, перекрываемыми расположенным на планшайбе сменным элементом, в данном случае обрабатываемым изде98037
шпинделя 1 металлорежуще-го станка. ;Сменному элементу, обрабатываемому изделию б в захвате 14 манипулятора, сообщают вращение приводом или за . счет соединительной муфты с частотой вращения рабочего щпинделя 1 и устанавливают его вращаюпщмся на рабочий шпиндель I станка, а после выполнения рабочих операций его снимают с
рабочего шпинделя 1 захватом 14, вращающимся с частотой вращения рабо
;ЧеГО шпинделя. 2 с.п. ф-лы, 1 ил.
лием 6, и соединенными с источником воздушного давления РЬд или вакуума РЬк системой каналов 7 через центральное отверстие 8 и торцовой 5 бесконтактный коллектор 9. На йпин- деле 1 установлен ротор 10 асинхронного двигателя привода шпинделя, а в корпусе 2 - статор 11 этого двига- ТИ1Я. На переднем конце шпинделя 1
fO в отверстии планшайбы 4 установлена :полумуфта 12 соединительной муфты, в данном случае конической фрикционной..
Станок имеет суппорт 13 с резцом,
fS,осуществляющий движение подачи вдоль торца планшайбы.
i Захват 14 манипулятора расположен в корпусе 15 в бесконтактных аэроста . тических порзпипниках. На переднем
20 торце захвата 14 имеется поверхность для крепления-Сменного элемента, на -которой выполнены кольцевые канавки 16 каналами 17, осевым каналом 18 и торцовым бесконтактным коллектО S ром 19, соединенные с источником воздушного давления Pbg или вакуума РЬ. На захвате 14 установлен ротор 20 асинхронного двигателя привода вращения захвата, а в корпусе 15 -
30 статор 21 этого двигателя.
На переднем торце захвата 14 закреплена полумуфта 22 упомянутой вы ше соединительной муфты, в данном случае фрикционной конической. Сле35 дует отметить, что соединительная муфта может отсутствовать или быть любой пригодной для поставленных
..целей (контактной, механической или
бесконтактной гидро- или газодинамической, электромагнитной или магнит- .ной). Корпус 15 захвата установлен на рычаге 23 манипулятора, содержащем последовательные движения вдоль оси шпинделя и поперёк нее, как показано стрелками.
Возможно несколько вариантов исполнения предложенного способа и устройства для его осуществления.
В исходном положении суппорт 13 с резцом отведен, рабочий шпиндель I станка вращается с рабочей частотой своим асинхронным электродвигателем (статор 11, ротор 10) в бесконтактных аэростатических подшипниках, Соосно шпинделю 1 подводят зах- ipaT 14 манипулятора с обрабатывае-; 1МЫМ изделием 6 {рассматривается елу- чай, когда соединительная муфта от-сутствует - полумуфта 22 удалена). При этом изделию 6 сообщают вращение с рабочей частотой вращения рабочего шпинделя 1 , Для этого включа г ют асинхронный двигатель вращения захвата 14 (ротор 20, статор 21), который в направлении вращения шпинделя 1 вращается с изделием бэ, удерживаемым в захвате 14 бла годаря тому, что полости его канавок 16 соединены с вакуумом РЬ.Когда частоты вращения шпинделя 1 и захвата 14 выравниваются (это можно установить с помощью датчиков частоты вращения), издедие 6 устанавливают на рабочий шпиндель 1. .Для этого канавки 16 захвата 14 кратковременно соединяют с источником давления РЬ воздуха, а канавки 5 планшайбы 4 шпинделя 1 соединяют с вакуумом Phx. При этом изделие 6 отталкивается от захвата 14 и притягивается к планшайбе 4, вр,а-- щающейся с частотой вращения шпинделя 1. После этого захват 14 манипулятора отводят из рабочей зоны шпинделя 1, останавливают вращение захвата и устанавливают в него другое изделие 6. Тем временем резец, движущийся на суппорте 13, обрабатывает наружный торец вращающегося со шпинделем 1 изделия 6 и возвращается в исходное положение, освобождая рабочую 3 ону шпинделя 1.
После этого соосно шпинделю 1 ус- танавливают другой захват 14 манипулятора, включая при этом двигатель вращения захвата 14 в направлении вращения шпинделя 1. В момент синхро низации вращения шпинделя 1 и захвата 14 соединяют с вакуумом РЬ канавки 16 захвата 14 и с давлением Pbj канавки 5 планшайбы 4. При этом обработанное изделие 6 отталкивается от
планшайбы 4 и притягивается к захвату 14, вращающемуся с рабочей частотой вращения рабочего шпинделя 1. Зазор между базовым торцом захвата 14 и обработанным, торцом изделия 6
должен быть достаточно мал для этого, например, равен 0,1 - 0,5 мм. Затем захват 14 С обработанным изделием 6 отводят из рабочей зошл шпни- деля 1 и тем же движением рычага манипулятора устанавливают соосно шпинделю 1 вращаюзвщйся захват J4 с подле- жащим обработке изделием б, и все повторяется как было описано вьше. Когда рабочий шпиндель 1 и захват
, Л снабжены полумуфтами соединитель- ной муфты, захват 14 манипулятора на время установки и съема сменного эле- мента можно соединять-.с рабочим шпинделем 1. Для этого осевым движением захвата 14, установленного соосно шпинделю 1, соединяют полумуфты 22 и 12 конической фрикционной или любой другой управляемой соединительной муфты. При этом автоматичес-.
ки синхронизируется вращение шпинделя, и захвата 14, которое можно осуществлять .как с помощью привода вращения рабочего шпинделя 1, так и с помощью привода вращения захва- .
та J4. . .
ч
При этом-возможно несколько вариантов осуществления способа,
. Привод вращения захвата 14 включают до сцепления полумуфт, оставляют включенным после сцепления на время установки или съема сменного элемента и выключают после расцепления для остановки захвата. При этом привод шпинделя 1 остается все время включенным. Возможны любые другие комбинации включения и, выключения , приводов.
,
Захват 14 манипулятора не имеет своего привода (либо привод вьпслю- чен) и его вращают рабочим шпинделем 1, имеющим свой привод. При это захват в процессе сцепления полумуфт
разгоняется до рабочей частоты вращения рабочего шпинделя 1 приводом последнего, после выравнивания частот их вращения осуществляется уста-i новка или съем сменного элемента со
шпинделя 1, затем муфта разъединяется и захват ГА одновременно останавливается ивьшодитсяиз рабочей зоны.
Рабочий шпиндель I не имеет своего привода (либо привод не включен) и его вращают захватом 14, имеющим свой привод, пополняя запас кинетической энергии рабочего шпинделя, необходимый для выполнения рабочих операций со сменным элементом. Для этого захват 14 устанавливают соосно вращающемуся по инерции шпинделю 1, включают привод вращения захвата 14, в момент выравнивания частот их вращения соединяют полумуфты 12 и 22 и раскручивают шпиндель 1 захватом ,14 до такой частоты вращения, при которой обеспечивается необходимый запас его кинетической энергии для обработки на выбеге. Одновременно после соединения полумуфт осуществляют установку на I сменного элемента. После завершения этой операции и разгона шпинделя I, полумуфты разъединяют, захват 14 выводят из рабочей 3oiai и обрабатывают сменный элемент, если он изделие, или сменным элементом, если он инструмент. Первьй раз захватом 14 разгоняют неподвижный шпиндель 1. Захват J4, которым снимают смен- ньй элемент со шпинделя 1, может разгонять шпиндель 1, даже если он снабжен приводом, либо разгоняется шпинделем 1, если захват привода не имеет или его привод не включают
Редактор Г.Волкова
Составитель Т.Новожилова
Техред Н.Глущенко Корректор М.Демчик
Заказ 851/16 Тираж 787Подписное
ВНИ11ПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
298037
Формул а
изобретения
1.Способ замены на рабочем шпинделе металлорежущего станка сменного элемента типа обрабатываемое изделие или обрабатывающий инструмент, заключающийся в том, что каждьй сменный элемент с помощью захвата манипулятора устанавливают на рабочий шпиндель и после проведения рабочих операций удаляют С него, отличающийся тем, что, с целью повышения производительности и экономии энергии, сменному элементу в захвате манипулятора сообщают вращение с частотой вращения рабочего шпинделя и устанавливают его вращающимся на рабочий шпиндель, а после выполнения рабочих операций со
сменгым элементом его снимают с рабочего шпинделя захватом манипулятора, вращающимся с частотой вращения рабочего шпинделя.
2.Устройство замены на рабочем шпинделе металлорежущего станка сменного элемента типа обрабатываемое изделие или обрабатывающий инструмент, отличающееся
тем, что, с целью повьшзения производительности и надежности устройства, захват манипулятора снабжен приводом вращения и/или полумуфтой, предназначенной для соединения с полумуфтой рабочего шпинделя металлорежу-, щего станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| Устройство для зажима инструмента в шпинделе станка | 1981 |
|
SU971592A2 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Автоматический резьбонарезной станок | 1986 |
|
SU1335416A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
| Револьверная головка металлорежущего станка | 1990 |
|
SU1745418A1 |
Изобретение относится к области станкостроения и может найти прнме 22 21 20 (Л 00СО Ч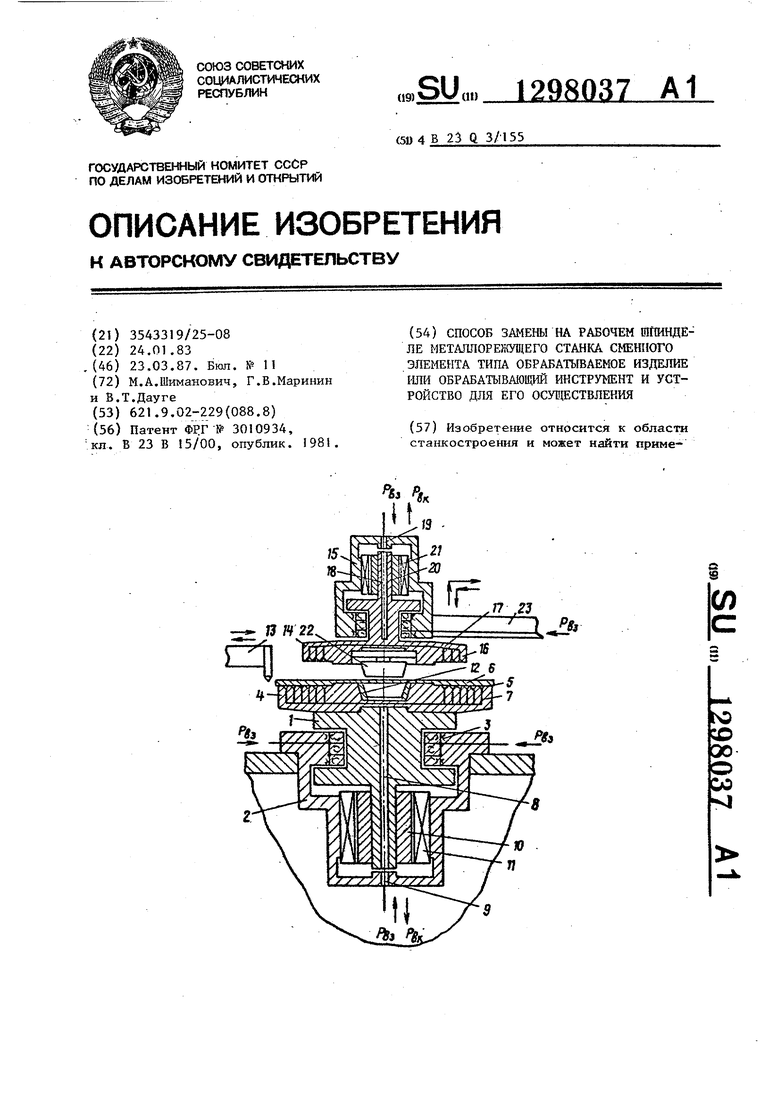
| Патент ФРГ № 3010934, ;кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
