Изобретение относится к металлообработке.
Из основного авт. св. № 229916 известен способ повышения точности механической обработки, согласно которому шпиндель с маховиком перед началом обработки разгоняют, а затем отключив привод и остановив двигатель, ведут обработку.за счет накопленной маховиком и шпинделем кинетической энергии 1.
Предложенный способ является усовершенствованием известного способа, расширяющим его технологические возможности при обработке прерывистых поверхностей с малыми скоростями вращения шпинделя.
Для этого запас кинетической энергии периодически многократно пополняют в те периоды, когда контакт инструмента с обрабатываемым изделием прерывается.
Для регулирования скорости вращения шпинделя изменяют период длительйости включения привода или его мощность.
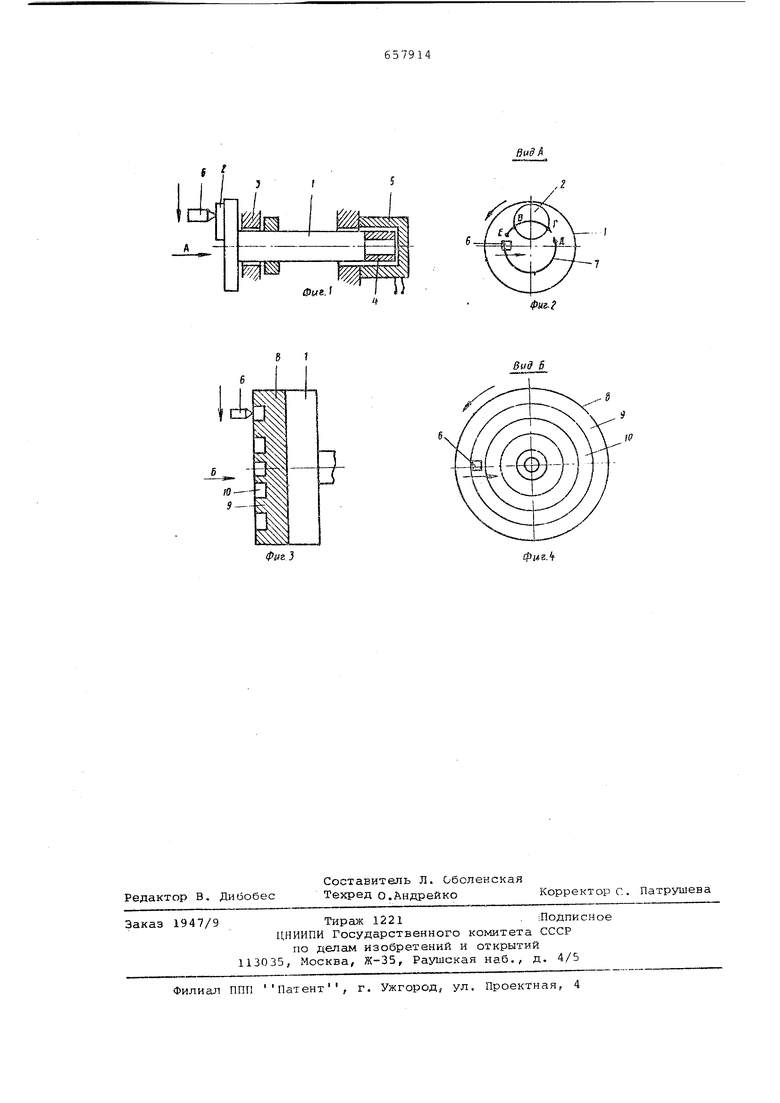
На фиг, 1 дана схема реализации описываемого способа при закреплении детали вне оси вращения шпинделя;
на фиг. 2 - вид по стрелке А на фиг.1; на фиг.З - схема реализации способа при обработке детали,имеющей кольцевые канавки; на фиг. 4 - вид по стрелке Б на фиг. 2.
Шпиндель 1 с установленным на нем обрабатываемым изделием 2 расположен в подшипниках корпуса 3. заднем конце шпинделя 1 установлен ротор 4 электродвигателя 5, корпус со статором которого закреплен на корпусе 3. Ротора 4 может и не быть, так как его роль может выполнять
непосредственно шпиндель 1. На суппорте станка установлен обрабатывающий инструмент - резец 6.
На фиг. 2 показана траектория 7.
относительного движения резца 6 и изделия 2 за один оборот шпинделя 1, Шпиндель 1с установленным на нем кзделием 2 разгоняют до заданной скорости, включив электродвигатель 5.
Направление вращения шпинделя в опорах корпуса 3 показано стрелкой. При включении привода, т.е. электродвигатегля 5 его электромагнитное поле соединяет двигатель со шпинделем,
взаимодействует с установленным на шпинделе 1 ротором 4, осуществляя привод (вращение) шпинделя и сообщая ему запас кинетической энергии. После разгона шпинделя до заданной скорости начинают движение подачи резца б в направлении, показанном стрелкой. Перед входом резца б в кон такт с изделием 2, т.е. перед началом резания, электродвигатель 5 выключают. При выключении электродвига теля 5 его электромагнитное полеперестает вращать шпиндель 1 с ротором 4 {не взаимодействует с ним), т..е. двигатель разъединяется со шпинделем и останавливается, в то время как шпиндель 1 с изделием 2 и ротором 4 вращаются за счет накопленной кинетической энергии. При этом процесс резания, начинающийся после входа резца б в контакт с изделием 2, происходит за счет кинетической энергии при выключенном двигателе, т.е. без возмущений со стороны привода, источ ником которых являлись бы электромагнитное поле и вибрации статора включенного двигателя. В процессе резания тратится кинетическая энергия шпинделя, падает его скорость. После выхода резца б из контакта с изделием 2, т.е. когда контакт между ними прерывается, запас кинети ческой энергии шпинделя пополняют, включая электродвигатель 5 на период времени t , меньший периода t холостого движения резца. В конце учас ка холостого движения резца б относи тельно изделия 2 электродвигатель 5 выключают и резец входит вновь в кон такт с изделием и режет егопри вращ нии шпинделя за счет кинетической энергии, т.е. без возмущений со стороны привода.Таким образом,запас кин тической энергии шпинделя периоди- чёски пополняют, периодически включая привод шпинделя в те периоды вре мени, когда контакт обрабатывающего инструмента б с обрабатываемым изделием 2 прерывается. На траектории 7 относительного движения резца и изделия за один оборот шпинделя обозна чены точки: В - начала контакта резц и изделия, г - конца контакта резца и изделия, Д - включения электродвигателя 5 привода, Е - выключения электродвигателя привода. Чтобы регулировать скорость вращения, например, для стабилизации скорости резания при изменении радиу са траектории 7, изменяют период tg| длительности включенного состояния двигателя 5. Например, для уменьшения скорости вращения шпинделя сокращают расстояние между точками Г включения и Е выключения привода, уменьшая тем самым tg(д. Регулировать скорость вращения можно и при постоянном положении точек Г и Е, т.е. при постоянном -fc gf, за счет изменения мощности привода, в данном случае изменяя, например, напряжение U питания двигателя. На фиг, 3 и 4 покаЗс :ia схема обработки изделия 8 с кольцевыми поясками 9, чередующимися с канавками 10. В этом случае запас кинетической энергии шпинделя периодически пополняют, включая двигатель после выхода режущей кромки резца б в зону канавки 10, и выключая его перед входом режущей кромки резца б в зону резания пояска 9. Таким образом, пользуясь перерывами в процессе резания, можно без ущерба для точности обработки периодически многократно пополнять запасы кинетической энергии шпиндешя в процессе обработки одного изделия, и за счет этого расширить возможности применения известного по авт. св. № 229916 способа повышения точности механической обработки. Формула изобретения 1,Способ повышения точности механической Обработки по авт. ев. № 229916, отличающийся тем, что, с.целью расширения его технологических возможностей при обработке с периодическим контактом инструмента и изделия, запас кинетической энергии шпинделя периодич чески многократно пополняют, включая привод в те периоды времени, когда контакт инструмента и изделия прерывается. 2,Способ по п. 1, отличающ и и с я тем, 4Td, с целью регулирования скорости вращения шпинделя, изменяют длительность включения привода . 3,Способ по п. 1, отличающий с я тем, целью регулирования скорости вращения шпинделя, изменяют мощность привода. Источники информации-, принятые во внимание при экспёртизе 1. Авторское свидетельство 229916, кл, В 23 В 1/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ перемещения рабочегоОРгАНА CTAHKA | 1977 |
|
SU829402A1 |
| Способ замены на рабочем шпинделе металлорежущего станка сменного элемента типа обрабатываемое изделие или обрабатывающий инструмент и устройство для его осуществления | 1983 |
|
SU1298037A1 |
| Способ повышения точности механи-чЕСКОй ОбРАбОТКи | 1979 |
|
SU833427A1 |
| Способ повышения точности механической обработки | 1976 |
|
SU584970A2 |
| Способ управления процессом высокоточной механической обработки и устройство для его осуществления | 1980 |
|
SU876309A1 |
| Способ управления процессом высокоточной механической обработки на металлорежущих станках и устройство для его осуществления | 1981 |
|
SU1087256A1 |
| Способ обработки резанием | 1989 |
|
SU1703258A1 |
| Автомат для обработки деталей кольцевого периодически повторяющегося профиля | 1982 |
|
SU1060347A1 |
| Способ резания самовращающимся резцом | 1977 |
|
SU753540A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
Вид В
.-д
