(54) PE3bLOTOKAPHblft ПОЛУАВТОМАТ

| название | год | авторы | номер документа |
|---|---|---|---|
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Резьботокарный полуавтомат | 1974 |
|
SU490586A1 |
| Резьботокарный полуавтомат | 1986 |
|
SU1366330A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1982 |
|
SU1085718A1 |
| Гидрокопировальный суппорт к резьботокарному станку | 1979 |
|
SU872202A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| Гидрокопировальный резьботокарный станок | 1985 |
|
SU1313601A1 |
Изобретение относится к нарезанию наружных резьб без выходной канавки, преимущественно шариковых винтов. Оно может быть использовано на машиностроительных заводах крупносерийного и массового производства.
Известны резьботокарные полуавтоматы, содержащие шпиндель изделия, приводимый от гидромотора и связанный с винтовым приводом продольной подачи, механизм поперечной подачи, выполненный в виде размещенного между двумя тордовыми копирами двустороннего щупа и резцедержателя, перемещаемого от приводного гидроци.гшндра с помощью золотников и ползунов управления с фиксирующими гнездами. Однако известные полуавтоматы обеспечивают качественное нарезание резьбы при низких, порядка 150 об/мин, скоростях пшинделя.
При нарезании резьбы на более высоких скоростях шпинделя из-за сравнительно медленного срабатывания резцедержателя увеличивается заходная часть резьбы с уменьшением длины полного профиля. Кроме того, при нарезании резьбы в одном изделии на разных скоростях, например 300 об/мин и 60 об/мин плшнделя, что с повьпиением производительности одновременно улучшает и ка
чество изделия, нарушается синхронность срабатывания резцедержателя относительно скорости вращения шпинделя, что влечет несовпаде1ше точек входа и выхода резцов из изделия.
Целью изобретения является повышение скорости срабатьшания резцедержателя и ее синхронизация со скоростью вращения шпинделя.
Для достижения этой цели резьботокарный полуавтомат снабжен дополнительным двупоршневым гидрошшиндром, между поршнями которого размещен двустороний упор, закрепленньш на штоке приводного гидроцилиндра, а золотники дополнительного гидроцилиндра жестко связаны с золотниками приводного гидроцилиндра через ползуны управления. Кроме того, приводной гидроцилиндр снабжен управляемым от гидромотора двупозиционным дроссельным золотником, а фиксирующие гнезда на ползунах управления вьтолнены различными по глубине.
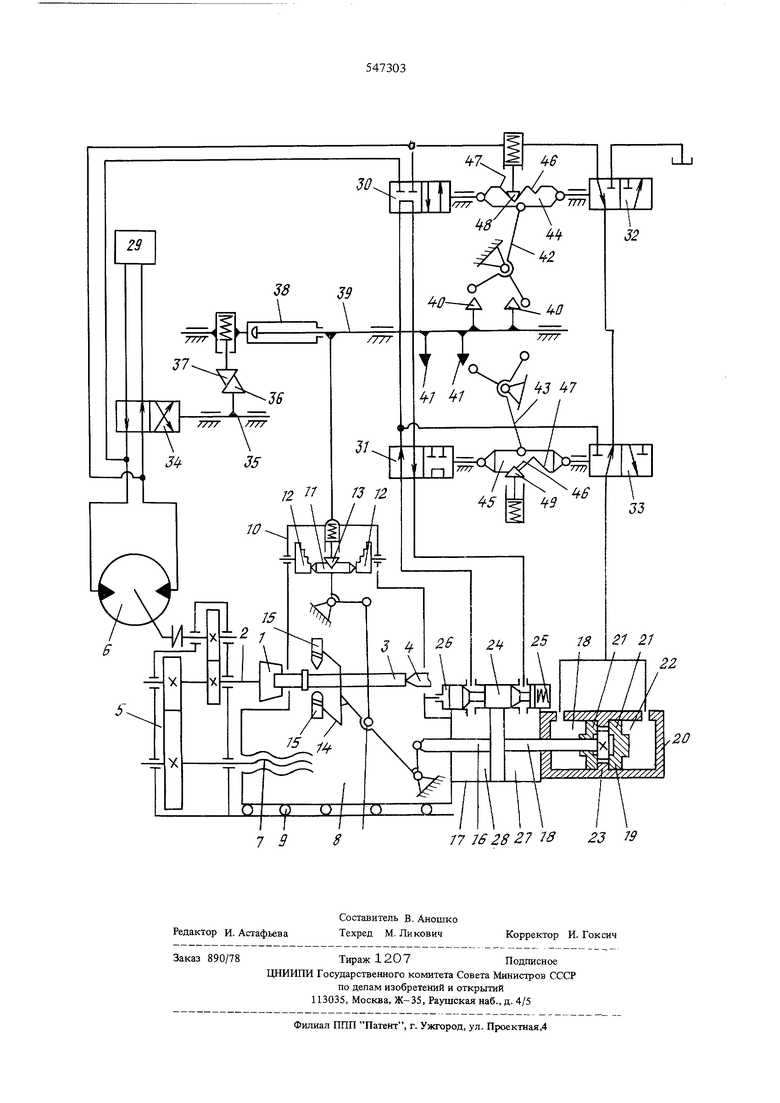
Кинематическая схема резьботокарного полуавтомата показана на чертеже.
В патроне 1 пшинделя 2 установлено изделие 3 и поджато задним центром 4. Шпиндель 2 связан через редуктор 5 с гидромотором 6 и винтовым
приводом 7 продольной подачи суппорта 8, устаповленного на направляющих 9.
На сутшорте 8 расположен механизм поперечной подачи 10, состоящий из двустороннего шупа 11, размещенного между двумя торцовыми ступенчатыми копирами 12 и снабженного подпружиненным фиксатором 13.
Двустороний щуп 11 связан с резцедержателем 14, на котором установлены резцы 15, и с одним штоком 16 приводного гидроцилиндра 17, на втором штоке 18 которого закреплен двусторонний упор 19. Гидроцилиндр 20 состоит из двух порщней 21, расположеных в полостях 22, разделенных кольцевым буртом 23, являющимся упором ддг порпшей 21, между которыми размещен двусторонНИИ упор 19 приводного гидроцилиндра 17.
В приводной гидроцилиндр 17 встроен двупозиционный дроссельный золотник 24, подпружиненный с одного торца пружиной 25 и с гидроуправлением с другого торца 26 от гидромотора 6 при переключении последнего на другую скорость.
Золотник 24 свободно пропускает поток масла в полости 27 и 28 гидроцилиндра 17 при снятом давлении управления и дросселирует его при подаче давления управления под торец 26.
Гидромотор 6 приводится во вращение и переключается на различные скорости вращения от гидростанции 29. Полости 27, 28 и 22 соответственно гидроцилиндров 17 и 20 соединены с полостями гидромотора 6 через последовательно подключенные соответственно золотники 30, 31 и 32, 33. Реверс гидромотора 6 осуществляется золотником 34, связанным с тягой 35, снабженной зубом 36, взаимодействующим с подпружиненным зубом 37, расположенным на тяге 38. Тяга 38 соединена с регулируемой штангой 39, жестко связанной с суппортом 8. На штанге 39 установлены кулачки 40 и 41., взаимодействующие со своими рьиагами 42 и 43, соединенными соответственно с ползунами управления 44 и 45, которые связаны соответственно с золотниками 30, 32 и 33, 31. Каждый ползун управления 44 и 45 выполнен с мелким 46 и глубоким 47 фиксирующими гнездами, взаимодействующими с подпружиненными фиксаторами 48 и 49.
Установка фиксаторов 48 и 49 в мелкие фиксирующие гнезда 46 определяет положение резцедержателя 14 на вход резцов 15 в изделие 3, а установка фиксаторов 48 и 49 в глубокие фиксирующие гнезда 47 - на выход резцов 15 из изделия 3. Причем золотники 30 и 32 управляют гидроцилиндрами 17 и 20 в левом положении суппорта 8 (показано на чертеже), а золотники 31 и 33 - в правом положении суппорта 8.
Резьботокарный полуавтомат работает следующим образом.
При включении гидромотора 6 от гидростанции 29 на высокую скорость пшинделя 2, например 300 об/мин, суппорт 8 будет перемещаться вправо Пройдя примерно 5 мм, правый кулачок 40 воздействует на рычаг 42 и посредством ползуна управления 44 переключает золотники 30 и 32 в положение установки фиксатора 48 в мелкое фиксирующее гнездо 46. Переключение золотников 30 и 32 происходит со скоростью, равной скорости переключения суппорта 8, так как фиксатор выдавливается из глубокого фиксирующего гнезда 47, проходя большую часть пути золотников 30 и 32. При этом полости 22 гидроцилиндра 20 и полость 27 гидроцилиндра 17 сообщаются со сливом, а полость 28 свободно сообщается с полостью давления гидромотора 6, так как снято давление управления из полости, ограниченной торцом 26 золотника 24. Резцедержатель 14 резко перемещается вверх (см.чертеж), обеспечивая вход нижнего резца 15 в изделие 3.
Осуществляется первый проход резьбонарезания. Не доходя примерно 5 мм до реверса шпинделя 2, правый кулачок 41 воздействует на рычаг 43 и посредством ползуна управления 45 переключает золотники 31 и 33 в положение установки фиксатора 49 в глубокое фиксирующее гнездо 47. После выхода из мелкого фиксирующего гнезда 46 фиксатор 49 попадает на грань глубокого фиксирующего гнезда 47 и дальнейшая скорость переключения золотников 31 и 33 определяется скоростью стреляющего зффекта взаимодействия фиксатора 49 с глубоким фиксирующим гнездом 47, которая значительно больше скорости перемещения суппорта 8 и поэтому от нее не зависит. При этом полости 22 гидроцилиндра 20 сообщаются с давлением гидромотора 6, а полости 27 и 28 гидроцилиндра 17 между собой. Резцедержатель 14 резко перемещается вниз, обеспечивая выход нижнего резца 15 из изделия 3, и устанавливается в нейтральное положение, так как поршни 21 запирают между собой двусторонний упор 19 гидрощшиндра 17, а сами опираются на кольцевой бурт 23.
После этого пгганга 39 перемещает за собой тягу 38 и подпружиненный зуб 37 перескакивает зуб 36, переключая золотник 34 влево, который реверсирует гидромотор 6 и вместе с ним шпиндель 2 и суппорт 8. После чего происходит следую1ЦИЙ проход резьбонарезания, но в левую сторону перемещения суппорта 8 и верхним резцом 15. Через несколько двойных проходов резьбонарезания при высоких скоростях шпинделя гидростанция 29 переключает гидромотор 6 и соответственно шпиндель 2 на низкие скорости, например 60 об/мин, и также осуществляется несколько проходов резьбонарезания, обеспечивая высокое качество резьбы. Одновременно с переключением скорости пшинделя 2 в полость, ограниченную торцом 26, дросселирующего золотника 24 подается давление управления, и он перемещается вправо, сжимая пруя-лну 2. и дросселируя поток масла, посгупающсго в jioлости 28 и 27 гидроцилиндра 17, что обеспечивает синхронное изменение скорости срабатьгеания резцедержателя 14с изменением скорости шпинделя 2. Это позволяет получить совпадение точек входа
резцов 15 в изделие 3 при разных скоростях шпинделя 2. Кроме того, стреляющий эффект взаимодействия фиксаторов 48 н 49 с глубокими фиксирующими гнездами 47 обеспечивает независимость скорости переключения золотников 30, 32 и 31, 33 в положение, определяющее выход резцов 15 из изделия 3 при различных скоростях пшинделя 2. Это позволяет получить совпадение точек выхода резцов из изделия 3.
Формула изобретения
и ее синхронизации со скоростью вращения пшинделя, он снабжен дополнительным двупоршневым гидроцилиндром с золотниками, между порщнями которого размещен двустороний упор, закрепленный на щтоке приводного гидроцилиндра, а золотНИКИ дополнительного гидроцилиндра жестко связаны с золотниками приводного гидроцилиндра через ползуны управления.
