Резьботокарпый полуавтомат предназначен для нарезания наружных и внутренних резьб методом многократных проходов.
Известны токарные полуавтоматы, в которых привод инструментального суппорта осуществляется винтовой парой, а подача резца на глубину - механизмом поперечных подач, который по мере углубления резца в изделие изменяет подачу на каждый последующий проход по определенному закону.
Так как нарезание осуществляется полным периметром резца, сход стружки с каждой стороны профиля происходит навстречу друг другу, стружка деформируется, в результате чего значительно возрастает усилие резания, это, в свою очередь, приводит к повыщенному износу суппортной группы станка, снижает стойкость инструмента и качество резьбы.
С це.тью у.меньщения нагрузки на резец при резьбонарезании за счет осевого смещения резца нредлагаемый станок снабжен гндроцилнндром одностороннего действия, воздействующим на внутреннюю эксцентриковую втулку, которая подвижно установлена в зубчатой муфте, и набором подпружиненных плунжеров, смонтированных во внешней эксцентриковой втулке посредством регулируемой упорной гайки, приводимой от механизма поперечной подачи резца.
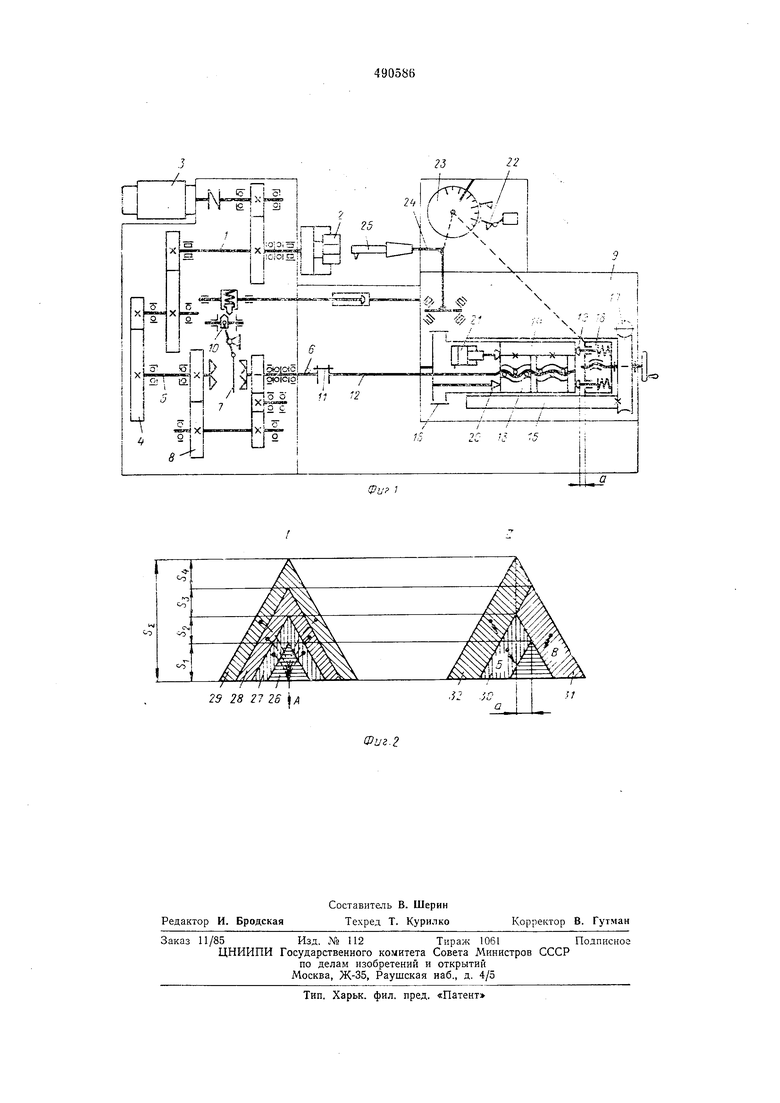
На фиг. 1 представлена кинематическая схема предлагаемого резьботокарного полуавтомата; на фиг. 2 - схема нарезания резьбы.
Шпиндель /, с изделием 2, приводимый от электродвигателя 3, связан через гитару деления 4 с валом 5, который соединен с валом 6 посредством однозубой кулачково: муфты 7 напря.мую пли через цилнндрическшг трензель 8. Перемещение муфты 7 для реверсирования суппорта 9 осуществляется специальным механизмом 10, приводимым сами}.г суппортом. Вал б через муфту // соединен с винтом 12 приводной передачи винт-гайка качения 13, собранной в эксцентриково втулке 14.
Установка соосности виита 12 и вала 6 производится прп помощп эксцентриковы: : втулок J4 и 15, одна из которых (впутренняг 14), закреплена от проворота в корпусе суппорта посредством многозубой зубчатой муфты 16, а другая (внешняя /5) приводится червячной передачей 17. В осевом нанравлении втулка 14 выполнена подвижной на величину а, устанавливаемой упорной гайкой 18, смонтированной во втулке 15. В гайке собран набор подпружиненных плунжеров 19, прижимающих втулку 14 к упору 20. Привод втулки осуществляется гидроцилиндром 2/ одностороннего действия, управляемым в соотзетствян с необходимой программой кула- ками 22 механизма подачи 23. Суппорт несет резцедержатель 24, сообщающий резцу 2) поперечную подачу па глубину врезания is соответствии с необходимой программой от того же механизма подач. Месторасноложеппе гидроцилиидра 21 и поднружш-юиных плунжеров 19 определяется иаправлениел: рабочего хода суппорта таким образом, чтобы гидроцилиндр действовал против направления рабочего хода суппорта, а подпружиненные плунжеры - по направлению рабочего хода еуннорта, причем суммарное yenлие пружип плунжеров 19 значительно л:еиьше усилия, развиваемого гидроцилш дром 21. В результате этого осевое усилие резания восприн1-;маетея или гидроцилипдром 21 и. упором 20, к которому втулка 14 П1)ижи гается плунжерами 19 при отсутствии давле.пги в гидроцилиндре 21, что обеепечивает надежное удержание втулки в каждом из положений.
Величина осевого смещения а устанавливается в зависимости от величинь поперечной подачи резца иа глубину пручпую рукояткой, а также может изменяться на каждом проходе при помощи привода механизма подачи.
Работа полуавтомата в части, касаюи1. шпинделя и суппорта е резцом, происходит в следующем порядке.
Шпиндель вращается в одном направлении, а суппорт совершает возвратно-поступательные движения на длину нарезки резьбы с учетом входа и выхода резца. Резец при этом от механизма подач совершает возвратно-поступательные перемещения перпендик;;лярно перемещению суппорта иа очередную глубину врезания в исходном положении и в нейтральное положение в конце хода.
В результате этого происходит нарезка резьбы полным периметром резца на глубину 5s, например, за четыре прохода (ем. фиг. 2 схему I участок 27-S, 28-5з; 29-S4; сход стружки направлен по стрелке .4). Если, начиная со второго прохода в исходном положении кулачок 22 в соответствии с устаиовленной программой посредством гидроэлектроавтоматики иодаст давление в гидроцилиндр 21, то втулка 14 переместится вправо (по чертежу) на величину а, сжимая пружины плунжеров 19. Поскольку випт 12 от осевого смещения удерживается уиорпыми подшинииками, то суппорт 9 на
эту же величину сместится влгво.
В результате этого резец сместится относительно ранее прорезанной винтовой канавки также на величину о и, кроме этого, от механизма подач па величину врезания 5;,.
13 этом случае р езание произойдет i;a
участке Ю (см. схему II), примем в работе будет участвовать только левая сторона профиля резца, а сход стружки направлеп по стрелке Б. В начале третьего прохода кулачок 22 спимает давление в гидроцилиндре 21, 3 плунжеры 19 переместят втулку 14 B.;ISBO. При этом суппорт и резец вместе с ним сместятся в исходное иоложенпе. Поскольку механизм подач подаст резец на величину 5з, то
на третьем проходе резаиие произойдет иа участке 31, причем :- работе будет участвовать только иравая сторона профиля резца, а сход стружки направлен по стрелке В. Четвертый проход будет аналогичен второму (участок 32) и так до иолиого образоваиия резьбы при большем числе проходов.
Предмет изобретения
Резьботокарный полуавтомат с иереверсивным шпинделем, механизмом поперечно подачи резца, смонтированным на суппорте, и винтовым ириводом продольной подачи суппорта с механизмом регулировки соосности виита относительно приводного вала, выполнениого в виде червяка и двух эксцентриковых втулок, причем внутренняя размещена в зубчатой муфте, а внешняя выполнена поворотной относительно суппорта от червяка, отличающийся тем, что, с целью уменьшения нагрузок при резьбонарезании осевым смещением резца, он сиабжеи гидроцилиндром одностороииего действия, воздействующим на внутреннюю эксцентриковую втулку, которая подвижно установлена в зубчатой муфте, и набором подпружиненных плунжеров, смонтированных во внещней эксцентриковой втулке иосредством регулируемой уиорной гайки, приводимой от механизма поперечной подачи
резца.
ТЕ 4--гг--/ш
I 

| название | год | авторы | номер документа |
|---|---|---|---|
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Резьботокарный полуавтомат | 1975 |
|
SU547303A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ кинематического дробления стружки | 1968 |
|
SU436709A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство для обработки разнонаправленных конических поверхностей | 1985 |
|
SU1303303A1 |
29 28 27 26 А
