(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВ С ВНУТРЕННИМ ШЕСТИГРАННИКОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВ С ВНУТРЕННИМ ШЕСТИГРАННИКОМ | 2001 |
|
RU2204457C2 |
| Способ изготовления стержневых резьбовых изделий | 1989 |
|
SU1766573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2020 |
|
RU2755787C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2010 |
|
RU2443495C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ГОЛОВКОЙ, ИМЕЮЩЕЙ ВНУТРЕННИЙ МНОГОГРАННИК И ФЛАНЕЦ, НА ХОЛОДНОВЫСАДОЧНОМ АВТОМАТЕ | 2007 |
|
RU2350424C1 |
| Способ изготовления многогранных изделий,преимущественно болтов | 1980 |
|
SU878406A1 |
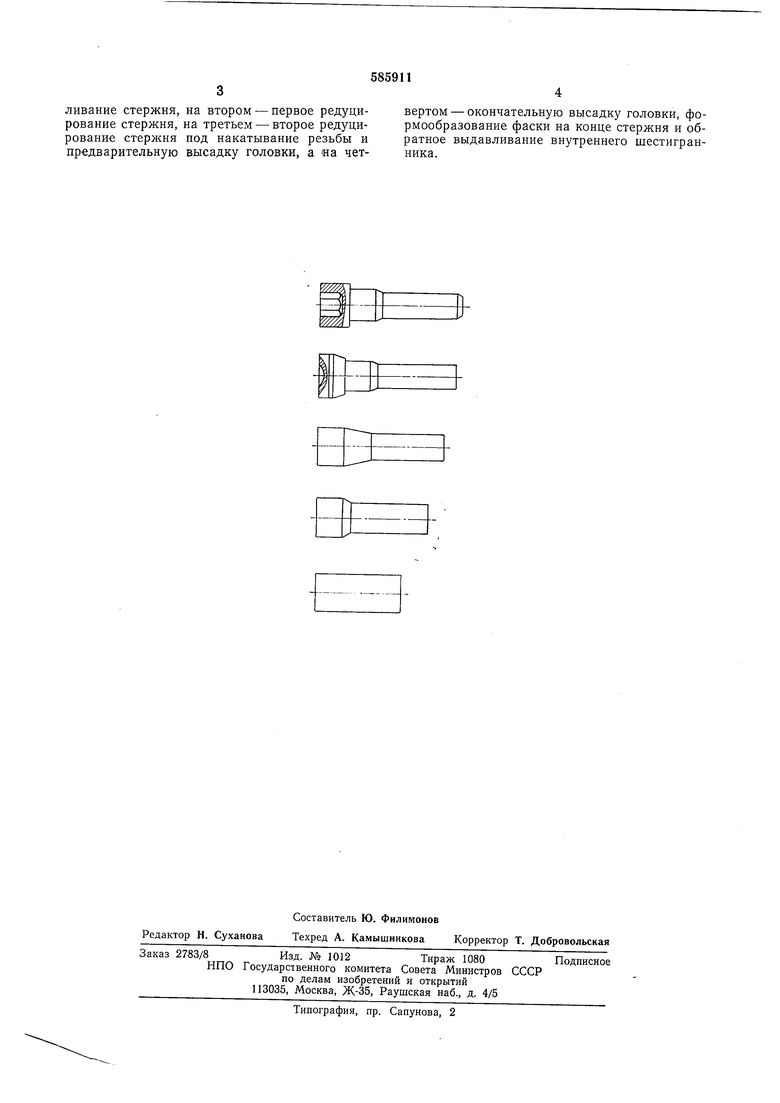
Изобретение относится к области обработки металлов давлением, в частности к технологии обработки давлением стержневых изделий с полостью в головке - винтов с внутренним шестигранником. Известен способ изготовления винтов с внутренним шестигранником путем холодной объемной штамповки заготовок за несколько переходов. К недостаткам известного способа относятся невысокая прочность получаемых винтов, недостаточная стойкость инструмента, а также длительный производственный цикл изготовления винтов из-за необходимости последуюпл,ей термообработки. Целью изобретения является повышение прочности получаемых винтов, повышение долговечности работы инструмента, а также сокраш,ение производственного цикла за счет исключения последуюш,ей термообработки. Для этого на первом переходе осуш,ествляют прямое выдавливание стержня, на втором - первое редуцирование стержня, на третьем - второе редуцироваиие стержня под накатывание резьбы и предварительную высадку головки, а на четвертом - окончательную высадку головки, формообразование фаски на конце стержня и обратное выдавливание внутреннего шестигранника. На чертеже показан технологический процесс изготовления винта с внутренним шестигранником. На первом переходе производится прямое выдавливание стержня, на втором-первое редуцирование стержня до определенного диаметра, на третьем - второе редуцирование стержня под накатывание резьбы и предварительная высадка головки с лункой, а на четвертом- формообразование фаски на конце стержня, окончательная высадка головки и обратное выдавливание в ией внутреннего шестигранника. Предлагаемый способ позволяет повысить прочность получаемых винтов, иовысить долговечность инструмента в работе, а также сократить производственный цикл изготовления болтов. Формула изобретения Способ изготовления винтов с внутренним шестигранником путем холодной объемной штамповки заготовок за несколько иереходов, отличающийся тем, что, с целью повышения прочности получаемых винтов, повышения долговечности работы инструмента, а также сокрашения производственного цикла за счет исключения последующей термообработки, на первом переходе осуществляют прямое выдавливание стержня, на втором - первое редуцирование стержня, на третьем - второе редуцирование стержня под накатывание резьбы и предварительную высадку головки, а «а четвертом- окончательную высадку головки, формообразование фаски на конце стержня и обратное выдавливание внутреннего шестигранника.
