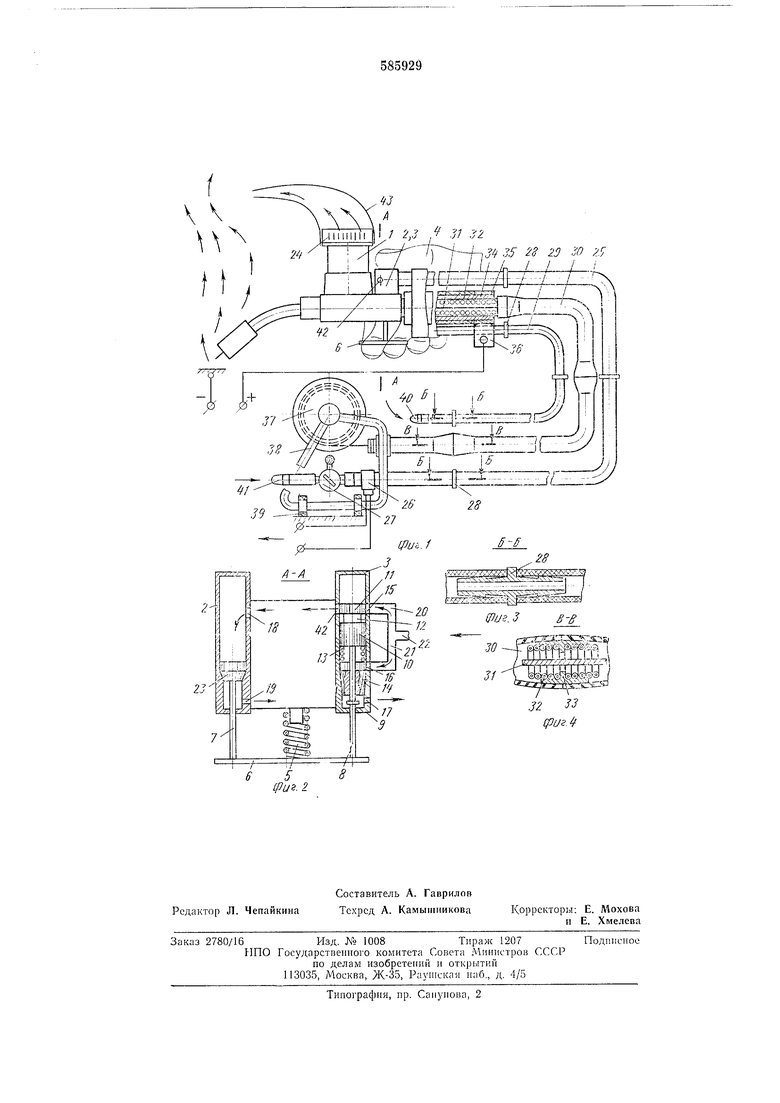
14. Пневмопривод снабжен крышкой 24, при вращении которой регулируют расход сжатого воздуха и скорость подачи электродной проволоки. К пневмоприводу сжатый воздух подведен через рукав 25, датчик 26, служащий для включения сварочного контактора и редуктор 27. Рукав 25 выполнен секционным. Его отдельные секции соединены штуцерами 28. Секционными выполнены также рукав 29 для подачи защитного газа и шланг 30 для подачи электродной проволоки 31 по направляющему каналу 32. В местах соединения каналов 32 предусмотрены гайки 33. В секции щланга 30, премыкающей к держателю 1, поверх и концентрично вокруг канала 32 расположены токоподводящие жилы 34. Резиновый рукав 35 служит для изоляции токоподвода. К токоподводящим жилам 34 сварочный ток подведен через клемму 36.
Электродная проволока 31 намотана на катущку 37, которая посажена на ось кронштейна 38, изолированного от массы втулками 39. Защитный газ подведен через штуцер 40, а сжатый воздух через штуцер 41. Для выхода воздуха из клапана 3 предусмотрено отверстие 42. Для эффективности отвода продуктов сгорания на крышку 24 держателя насажен колпак 43, имеющий возможность поворота.
Работа полуавтомата состоит в следующем.
Редуктором 27 устанавливают необходимую скорость электродной проволоки, а к штуцеру 40 подводят защитный газ. Нажимают на кнопку 6, при этом из-за небольшой конусности клапана 23 защитный газ мгновенно поступает через отверстие 19 в сопло держателя, одновременно поясок 12 золотника 10 сообщает отверстия 15 и 42 клапана 3, и на короткий промежуток времени сжатый воздух выходит в атмосферу и одновременно срабатывает датчик 26, включающий сварочный контактор.
При дальнейшем движении кнопки 6 и штока 8 цилиндрический поясок 10 перекрывает отверстие 15, а буртик 9 штока 8, свободно проходящего через отверстие в конусе, упирается и свободно приподнимает конус 14,
сжатый воздух через отверстия 16 и 17 поступает к пневмодвигателю, что Обеспечивает подачу электродной проволоки и сварку. Сварка продолжается до тех пор, пока нажмут
кнопку 6 и при ее возвращении в исходное положение сварка автоматически прекращается. При этом наблюдается обратная картина. Сначала нерекрывается клапан сл атого воздуха, прекращается подача электродной
проволоки, происходит обрыв сварочной дуги, но защитный газ еще продолжает поступать к сварному щву, так как клапан защитного газа перекрывается с запаздыванием по сравнению с клапаном сжатого воздуха. ТаКИМ образом обеспечивается высокое качество сварного шва в начале и при окончании процесса.
Формула изобретения
Шланговый полуавтомат, содержащий держатель, выполненный в виде корпуса с установленными в нем пневмодвигателем для подачи электродной проволоки, системами подачи
и пуска защитного газа и сжатого воздуха, подсоединенный к держателю шланг для подачи защитного газа и сжатого воздуха и токоподводящий кабель, отличающийся тем, что, с целью упрощения конструкции,
улучшения качества сварки и маневренности путем повышения надежности его в работе, особенно в моменты пуска и остановки, на корпусе держателя установлены два клапана для подачи защитного газа и сжатого воздуха, штоки которых жестко соединены между собой кнопкой, а конусность клапана для подачи защитного газа больше конусности клапана для подачи сжатого воздуха, при этом щланг полуавтомата выполнен секционным,
а секция, примыкающая к держателю, снабжена дополнительным токоподводом.
Источники информации, принятые во внимание при экспертизе
1.Потапьевский А. Г. Сварка в защитных газах плавящимся электродом. М., «Мащиностроение, 1974, с. 208-212.
2.Патент Швеции № 223551, кл. 21 h 30/12, 1969.
4- 3. 23 30 25
.Д32 33 (риг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1982 |
|
SU1031670A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| УСТАНОВКА ДЛЯ ПОДВОДНОЙ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ | 2006 |
|
RU2346792C2 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| Направляющий канал для подачи электродной проволоки | 1983 |
|
SU1098701A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU998045A1 |