(54) СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВЫПУКЛЫХ
ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| Ленточношлифовальное устройство для обработки криволинейных поверхностей | 1973 |
|
SU528183A1 |
| Ленточно-шлифовальное устройство | 1975 |
|
SU563273A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК, ИСПОЛЬЗУЕМЫЙ, В ЧАСТНОСТИ, ДЛЯ ШЛИФОВКИ ПЛОСКИХ, ВОГНУТЫХ И ВЫПУКЛЫХ ПОВЕРХНОСТЕЙ, И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2008 |
|
RU2498893C2 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Устройство для ленточного шлифования пера лопаток | 1973 |
|
SU511191A1 |
| Способ ленточного шлифования лопаток газотурбинных двигателей | 1963 |
|
SU454984A1 |
| Способ ленточного шлифования | 1989 |
|
SU1726210A1 |
| Способ ленточного шлифования | 1976 |
|
SU582950A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
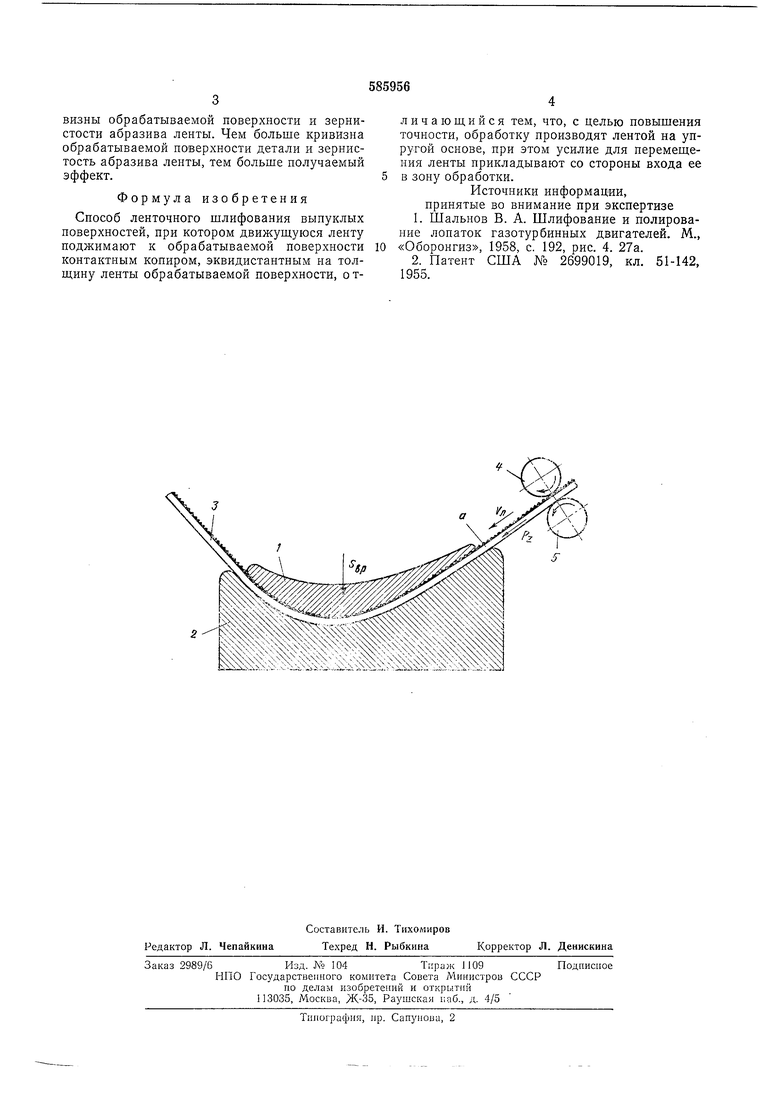
Изобретение относится к обработке выпуклых поверхностей деталей абразивными лентами. Известен способ ленточного шлифования криволинейных поверхностей, при котором перемещающуюся абразивную ленту поджимают к обрабатываемой поверхности контактным копиром, эквидистантным на толщину ленты обрабатываемой поверхности, а движение ленте сообщают, прикладывая усилие натяжения к ее ветви, выходящей из зоны обработки 1. Известный способ эффективен при обработке вогнутых поверхностей. Применение этого способа для обработки выпуклых поверхностей 2 резко снижает точность щлифования, так как натянутая абразивная лента не облегает вогнутые контактные копиры, необходимость применения которых вызывается выпуклой формой обрабатываемых поверхностей. Цель изобретения - повышение точности обработки выпуклых поверхностей - согласно описываемому способу достигается тем, что обработку производят лентой на упругой основе, преимущественно на металлической, при этом усилие для перемещения ленты прикладывают со стороны ее входа в зону обработки, т. е. ленту не вытягивают из зоны обработки, как это делают в известных способах, а наоборот- вталкивают туда. При этом упругая абразивная лента хорошо огибает вогнутую рабочую поверхность контактного копира, что повышает точность обработки. Описываемый способ поясняется чертежом. Выпуклую поверхность детали 1 обрабатывают с помощью вогнутого контактного копира 2, рабочая поверхность которого эквидистантна обрабатываемой поверхности на толщину упругой абразивной ленты 3 на металлической основе; при этом ленте сообщают перемещение со скоростью щлифования. Отличительной особенностью описываемого способа щлифования является то, что усилие PZ перемещения ленты прикладывают к ней со стороны ее входа в зону обработки, т. е. при указанном на чертеже направлении движения ленты УЛ, ее ветвь «а вталкивают в зону обработки. Подачу ленты в зону обработки осуществляют, например, с помощью сжимающих ее вращающихся роликов 4 и 5. Для предотвращения изгиба ленты перед зоной обработки подающее ее устройство располагают как можно ближе к месту обработки. Обрабатываемую деталь 1 подают на врезание (по стрелке 5вр). Величина положительного эффекта, т. е. повыщение точности обработки, зависит от кривизны обрабатываемой поверхности и зернистости абразива ленты. Чем больше кривизна обрабатываемой поверхности детали и зернистость абразива ленты, тем больше получаемый эффект.
Формула изобретения
Способ ленточного шлифования выпуклых поверхностей, при котором движуш;уюся ленту поджимают к обрабатываемой поверхности контактным копиром, эквидистантным на толщину ленты обрабатываемой поверхности, о тличаюш;ийся тем, что, с целью повышения точности, обработку производят лентой на упругой основе, при этом усилие для перемещения ленты прикладывают со стороны входа ее в зону обработки.
Источники информации, принятые во внимание при экспертизе
