1
Изобретение относится к ленточно-шлифовальным станкам, предназначенным для обработки криволинейных поверхностей, преимущественно пера лопаток газотурбинных двигателей.
Известны ленточио-шлифовальные устройства для обработки криволинейных Поверхностей, содержащие контактный копир, эквидистантный на толщину ленты обрабатываемой поверхности, механизм подачи на врезание и лентопротяжный механизм, сообщающий ленте вращение со скоростью шлифования.
Такие устройства просты по конструкции и обладают высокой точностью обработки, достигаемой за счет отсутствия сложных формообразующих движений детали и инструмента. Однако известные устройства позволяют обрабатывать только вогнутые поверхности, например корыто пера лопаток. Выпуклые поверхности, например спиику пера лопаток, на известных устройствах обработать нельзя, так как для этого требуется вогнутый контактный копир, который нельзя обогнуть натянутой шлифовальной лентой.
Цель изобретения - обеспечить возможность обработки выпуклых поверхностей.
Для этого предлагаемое устройство снабжено валом, на котором смонтированы по одну сторону от его оси контактный копир и обрабатываемая деталь, а также установлены
механизм подачи на врезание и лентопротяжный механизм, связанный с приводом его вращения, при этом рабочая поверхность контактного копира обращена к оси вращения вала.
При вращении вала шлифовальная лента центробел нымп силами прижимается к рабочей поверхности контактного копира, что позволяет выполнить ее вогнутой, а следовательно обработать выпуклые поверхности.
Для упрощения конструкции лентопротяжного механизма он выполнен в виде приводного шкива, связанного с роликом, установленным на одном плече двуплечего рычага, второе плечо которого снабжено грузом, под
действием центробежной силы прижимающим ролик к предусмотренному в устройстве неподвижному кольцу. При этом плоскость вращения шлифовальной ленты расположена перпендикулярно оси вращения вала.
Для упрощения конструкции механизма подачи детали на врезание он выполнен в виде установленного на валу с возможностью осевого перемещения клина, взаимодействующего с роликом, установленным на введенном в устройство рычаге, несущем обрабатываемую деталь.
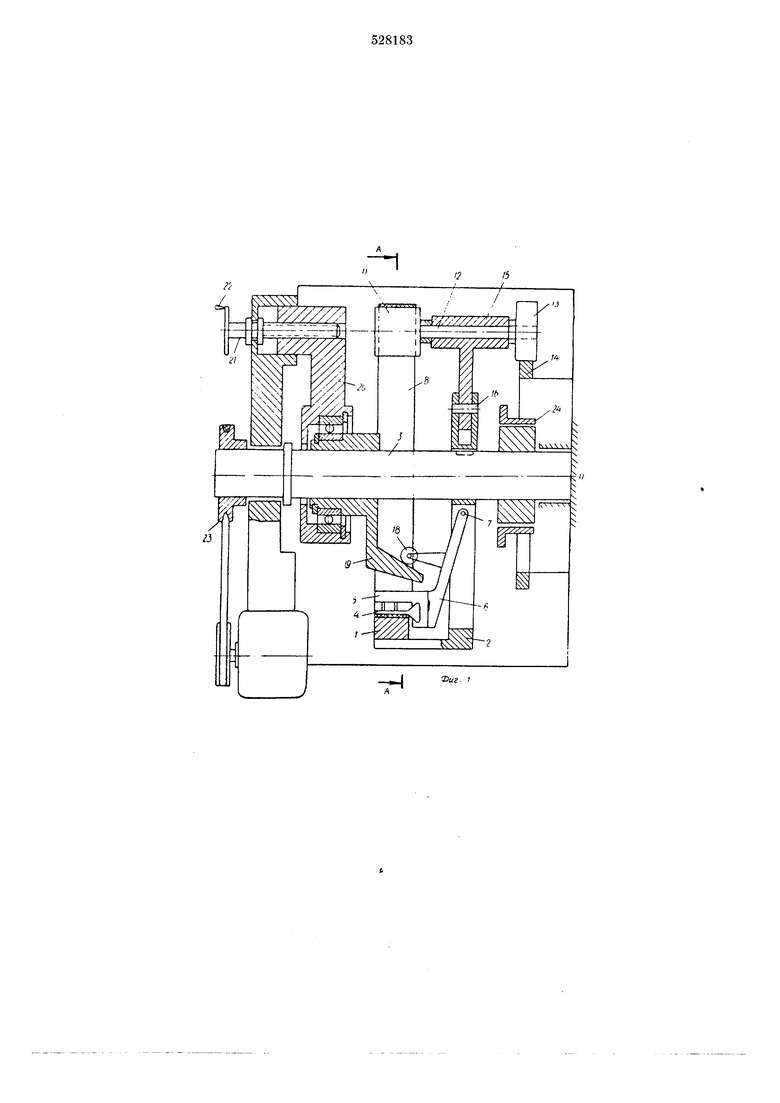
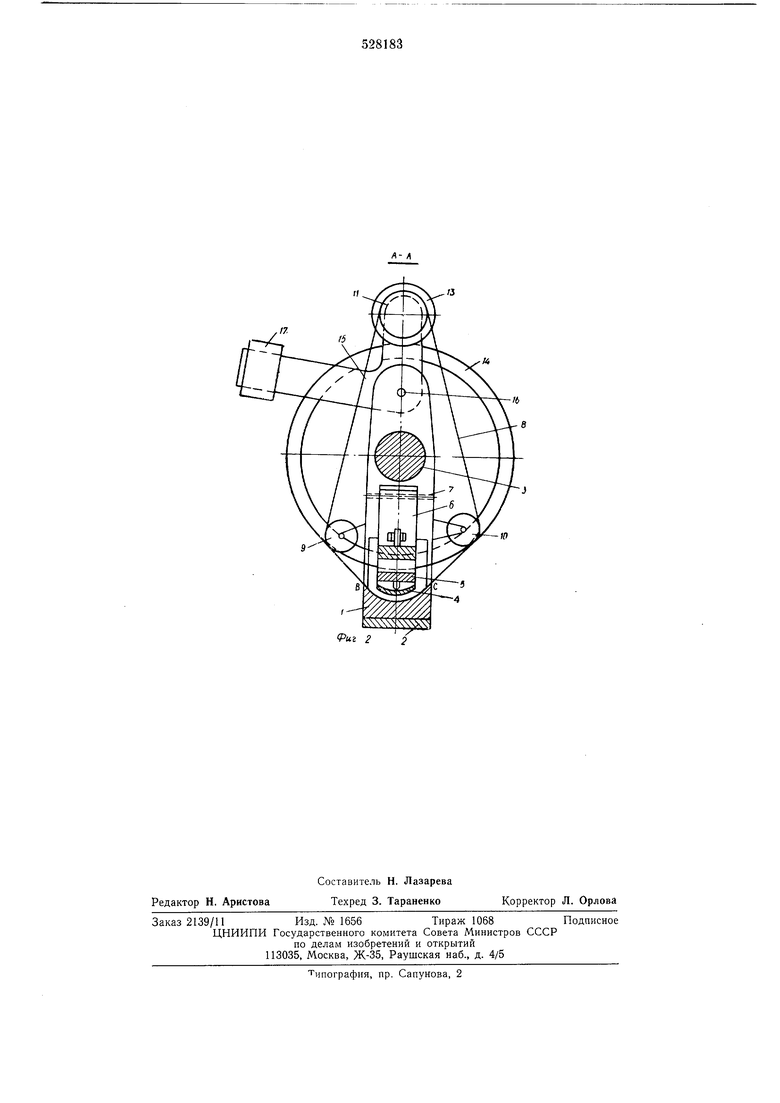
На фиг. 1 изображено предлагаемое устройство в плоскости, проходящей через ось вращения вала; на фиг. 2 - сечение по А-А на
фиг. 1.
Контактный копир 1 с помощью кронштейна 2 установлен на валу 3. Обрабатываемая деталь 4 вместе с базовым ириспособлением о установлена -на коромысле 6, ось 7 качания которого с помощью кронщтейна 2 установлена на валу 3. Шлифовальная лента 8 размещена на направляющих роликах 9 и 10, один из которых натяжной. Ролики закреплены на кронштейне 2 так, что плоскость вращения абразивной ленты перпендикулярна оси О вращения вала 3. Это значительно упрощает конструкцию механизма привода ленты во вращение, содержащего щкив И, на оси 12 которого закреплен ролик 13, взаимодействующий с неподвижным кольцом 14 за счет сил трения. Корпус 15, в котором вращается ось 12, с помощью оси 16-щарнирно установлен в кронщтейне 12 и представляет собой двуплечий рычаг, на втором конце которого установлен груз 17, под действием центробежной силы нрижимающей ролик 13 к неподвижному кольцу 14.
На рычаге 6 установлен ролик 18, взаимодействующий с клином 19, имеющим возможность перемещаться вдоль оси вала 3. Перемещение клина осуществляется через подшинник и корпус 20, например, от винта 21, на конце которого установлен маховичок 22 ручной подачи. Привод вала 3 во вращение производится через клиноременную передачу 23 непосредственно от электродвигателя или через редуктор. Остановка вала 3 производится любым известным и предназначенным для этого устройством, нанример фрикционным тормозом 24.
При работе устройства вместе с валом 3 вокруг его оси О вращается контактный копир 1, обрабатываемая деталь 4 и абразивная лента 8. Участок ленты В С центробежной силой поджимается к вогнутой рабочей поверхности контактного копира 1. Ролик 13 за счет центробежной силы груза 17 и двунлечего рычага 15, поворачивающегося вокруг оси 16, поджимается к неподвижному кольцу 14 и за счет вращения вала 3 приводит во вращение абразивную ленту 8. При этом не требуется специального приводного электродвигателя и т.п., что значительно упрощает приводной механизм. Подача детали 4 на врезание пронзводится за счет центробежной силы рычага, стремящегося повернуться вокруг оси 7. Ограничение этого поворота осуществляется роликом 18 и клином 19 путем перемещения последнего вдоль оси вала вращением маховичка 22. Использование центробежной силы для осуществления подачи врезания упрощает конструкцию станка.
Формула изобретен и я
1.Ленточно-щлифовальное устройство для обработки криволинейных поверхностей, содержащее контактный копир, эквидистантный на толщину ленты обрабатываемой поверхности, механизм подачи на врезание и лентопротяжный механизм, отличающееся тем, что, с целью обеспечения возможности обработки выпуклых поверхностей, оно снабжено валом, по одну сторону которого смонтирован контактный конир, а также установлены механизм подачи на врезание и лентопротяжный механизм, связанный с приводом его вращения, при этом рабочая Поверхность контактного копира обращена к оси вращения вала.
2.Устройство по п. 1, отличающееся тем, что лентопротяжный механизм выполнен в виде приводного щкива, связанного с роликом, установленным на одном плече двуплечего рычага, второе плечо которого снабжено грузом, под действием центробежной силы прижимающим ролпк к введенному в устройстве неподвижному кольцу, при этом плоскость вращения ленты расположена перпендикулярно оси вращения вала.
3.Устройство по п. 1, отличающееся тем, что механизм подачи детали на врезание выиолнен в виде установленного на валу с возмолсностью осевого -перемещения клина, взаимодействующего с роликом, установленным на введенном е устройство рычаге, несущем обрабатываемую деталь.
. j у ///////,
..
/
г ///7////7/Л
////////777А У/
Фиг 2
/3
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальное устройство | 1975 |
|
SU563273A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |
| Ленточно-шлифовальный станок для обработки лопаток газотурбинных двигателей | 1972 |
|
SU460169A1 |
| Ленточношлифовальный станок | 1976 |
|
SU657974A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |