(54) УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАТОК
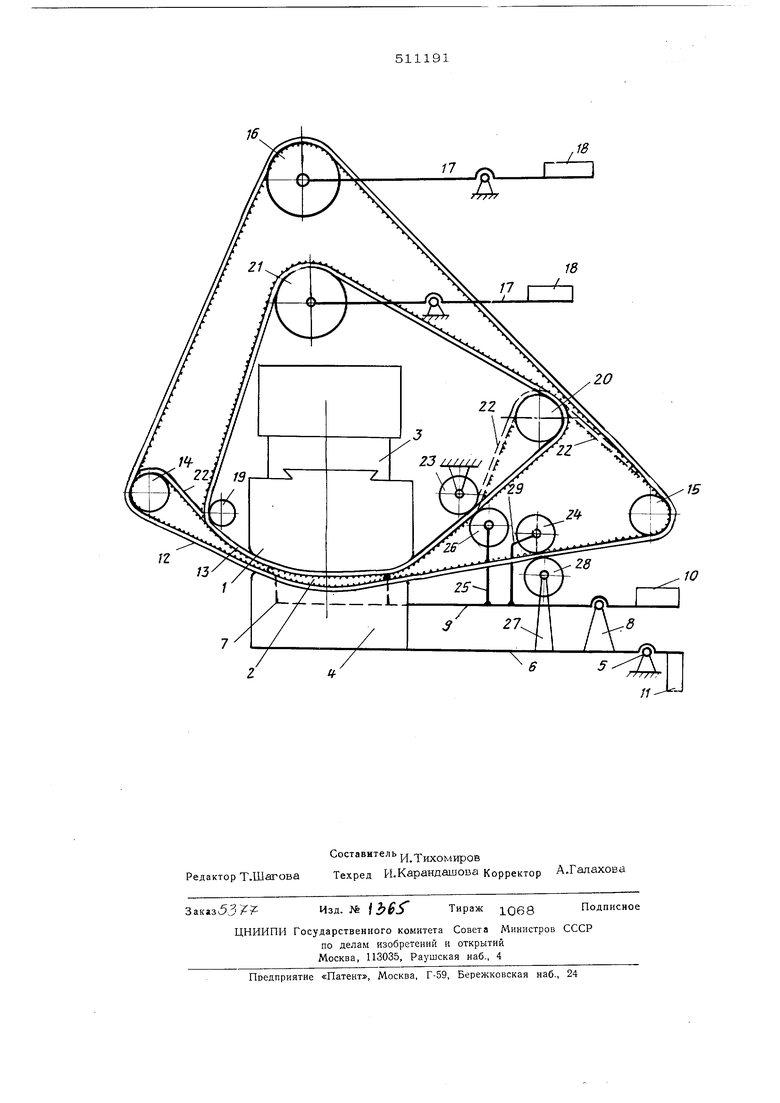
лецнем случае абразивная лента 12 установлена на направляющих роликах 14 и 15 и ведущем шкиве 16, являющемся одновременно и натяжным, для чего он установлен на коромысле 17, имеющем груз 18, а абразивная лента 13 огибает ьыправляюидае ролики 19 и 20 и ведущий шкив 21, являющийся одноврек/енно и натяжным.
На станке возможно применение узких и широких абразивных лент. Сообщение узким лентам поперечного осциллирующего п pe eщeния может осуществляться с помощью роликов 14, 19 или 15,. 20 путег..; наклона их осей к плоскости вращения ленты. Абразивные ленты 12 и 13 могут быть установлены и на одном ведущем шкиве. Встанке возможно пpимeнe шe
и конечных лент, соверщающих возвратнопоступательные перемещения. Кроме того, BNiecTo двух лент может быть применена сана, например бесконечная. На чертеж пунктиром показано, как в зтом случае лента 2 огибает ролики 14, 19, 15 и 20.
Конец обработки на предлагаемом стан ке определяется упорами 23 и 24, с которыми взаимодействуют качающиеся рычаги 6 и 9. Для этого на рычаге 9 с помощью кронщтейна 25 установлена опора в виде свободно вращающегося ролика 26, взаимодействующего с упором 23, а на рычаге 6 с помощью кронштейна 27 - опора в виде свободно вращающегося ролика 28, взаимодействующего с упором 24. Для автоматической компенсации износа абразивных лент по толщине они пропускаются между парой роликов.
Кронштейн 29, несущий упор 24, расположен не на станине станка, а на рычаге 9. Это позволяет выдержать требуемую толщину пера лопатки независимо от величины,и разности износа абразивкых лент.
При работе станка груз 11, поворачивая рычаг 6 по часовой стрелке, с помощью копиров 1 и 4 поджимает движущиеся ленты 12 и 13 к обрабатываемой лопатке. При этом вследствие уравновешенности рычага 9 относительно шарнира 8
5 усилия поджима лент к лопатке с обеих
ее сторон будут одинаковы, что исклкГЧает ае деформаш.г. Конец обработки определяется момент,.м прижима ролика 26 к упору 23, а ролика 28 - к упору 24.
0В том случае, если одна сторона лопатки полностьк обработана раньше другой, вращение соответствующей абразивной ленты отключается, что определяется, например, по потребляемой приводным электро5 двигателем мощности резания или
микропереключателями, взаимодействующими с упорами и т. п.
Формула изобретения
1.Устройство для ленточного щлифования пера лопаток, выполненное в виде установленных на основании огибаемых лентами и
подаваемых на врезание до упора контактных копиров, между которыми размещена С рабать)ваемая деталь, отличающееся том, что, с целью повышения точности обработки, один из контактных копиров
установлен неподвижно, при этом устройство снабжено двумя качающимися рычагами с грузами, один из которых связан со вторым копиром, а второй - с обрабатываемой деталью, причем ось качания второго рычага установлена на рычаге, связанном со вторым копиром.
2.Устройство по п. 1, о т л и ч а ющ е е с я тем, что, с целью обеспечения заданной толщины пера лопатки, рычаг
подвижного копира снабжен опорой, взаимодействующей через ленту с упором, выполненным на рычаге, несущем обрабатываемую деталь, причем последний снабжен опорой, через вторую ленту взаимодействующей с неподвижным упором, расположенным на основании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |
| Ленточно-шлифовальный станок для обработки лопаток газотурбинных двигателей | 1972 |
|
SU460169A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Ленточно-шлифовальное устройство | 1975 |
|
SU563273A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный полуавтомат для скругления кромок пера лопаток газотурбинного двигателя | 1968 |
|
SU284898A1 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |