(54) СПОСОБ ИЗГОТОВЛЕНИЯ БАКЕЛИЗИРОВАННОЙ ФАНЕРЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНЕРЫ | 1992 |
|
RU2043921C1 |
| Способ производства фанеры | 2017 |
|
RU2654793C1 |
| Способ изготовления пакетов фанеры с гофрированными внутренними слоями | 1946 |
|
SU76211A1 |
| Способ изготовления композиционной фанеры | 1989 |
|
SU1761468A1 |
| ЩИТ ТЕРМОАКТИВНОЙ ОПАЛУБКИ | 1989 |
|
RU2017910C1 |
| Способ получен я фенолформальдегидной смолы | 1969 |
|
SU441268A1 |
| Способ изготовления фанеры конструкционного назначения | 1987 |
|
SU1521593A1 |
| Клей для фанеры | 1975 |
|
SU612947A1 |
| ДЕКОРАТИВНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ДРЕВЕСИНЫ | 1994 |
|
RU2049674C1 |
| Способ получения фенолформальдегидной смолы резольного типа | 1980 |
|
SU939458A1 |
1
Изобретение относится к деревообрабатывающей промышленности и касается изготовления бакелизированной фанеры, широко применяемой во многих отраслЯХ промышленности, в частности в судостроении, автомобилестроении, для изготовления понтонов, в качестве конструнционного материала (шлюпки, прогулочные катера, полы автобусов и троллейбусов и т. д.).
Известен способ изготовления бакелизированной фанеры путем на-несения на листы шпона фенолформальдегидной смолы с последующей сушкой, сборкой в Пакет и прессованием 1.
Известен способ изготовления бакелизированной фанеры путем нанесения смеси на основе фенолформальдегидной смолы на листы шпона с последующей сушкой, намазанных листов, сборкой их в пакеты и прессованием. Перед прессованием пакеты из намазанного шпона загружают на металлические прокладки, предварительно обработанные смазкой (в качестве смазок на заводах применяют минеральные масла, ЦИАТИМ-203, их смесь, олифу-оксоль, тальк). Затем собранные пакеты с прокладками помещают в пресс и прессуют под давлением 35-40 кгс/см при 140- 160°С 2.
Недостатком существующих способов изготовления бакелизированной фанеры является
невозможность получения изделий с поверхностью требуемого качества. Это обусловлено тем, что фанера прилипает « металлическим прокладкам во время прессования и после его
окончания, что вызывает нарушение целостности наружных листов фанеры, находящихся в контакте с прокладками, и приводит к браку, из-за большого расхода смазочных материалов поверхность листа фанеры излишне покрыта масляными пятнами. Кроме того, использование смазочных материалов быстро выводит из строя транспортеры, на которых собираются пакеты, и другое оборудование, а также оказывает вредное действие на работающих. Обработку металлических прокладок смазочными материалами производят вручную.
Целью изобретения является повышение производительности процесса и качества фанеры, а также сокращение расходы смолы.
Это достигается тем, что в смесь на основе фенолформальдегидной смолы вводят поверхностно-активное вещество и олеиновую кислоту при следующем соотношении компоненТОБ, вес. %:
Поверхностно-активное вещество 3,0-10,0
Олеиновая кислота0,5- 5,0
Фенолформальдегидная смола Остальное,
причем смесь перед нанесением на листы нагревают до 30-35°С и перемешивают с последующей выдержкой в течение 10-30 мин.
Способ осуществляют следующим образом.
В фенолформальдегидную смолу вводят поверхностно-активное вещество, например, ОП-Ю или ОП-7 и олеиновую кислогу, раствор нагревают до 30-35°С при постоянном перемешивании и выдерживают 10- 30минут. Приготовленную таким образом смесь наносят на вальцах на Щпон, используемый для наружных слоев бакелизированной фанеры.
Качество фанеры повышается за счет введения в фенолформальдегидную смолу поверхностно-активного вещества ОП-Ю или ОП-7 и олеиновой кислоты, которые выполняют роль смазочного материала, улучшают отлипание бакелизированной фанеры от металлических прокладок, не оставляют -масляных пятен на поверхности фанеры.
При этом следует учитывать, что введение в фенолформальдегидную смолу поверхностно-активного вещества ОП-10 или ОП-7 более 10 вес. % и олеиновой кислоты более 5,0 вес. % приводит к удорожанию самой смеси, а введение поверхностно-активного вещества менее 3,0 вес. % и олеиновой кислоты менее 0,5 вес. % не обеспечивает нужного эффекта отлипания бакелизированной фанеры от металлических прокладок после прессования при разгрузке пресса.
Экономия расхода смолы обусловлена частичной заменой фенолформальдегидной смолы поверхностно-активным веществом ОП-10 или ОП-7 и олеиновой кислотой.,
Сокращение ручного труда и улучшение санитарно-гигиенических условий труда работающих достигается за счет исключения целой операций в технологическом процессе - нанесение смазочного материала на металлические прокладки.
Предлагаемый способ изготовления бакелизированной фанеры из листов шпона был опробован в лабораторных условиях ЦПИИФ (г. Ленинград) и в производственных условиях Усть-Ижорского фанерного завода.
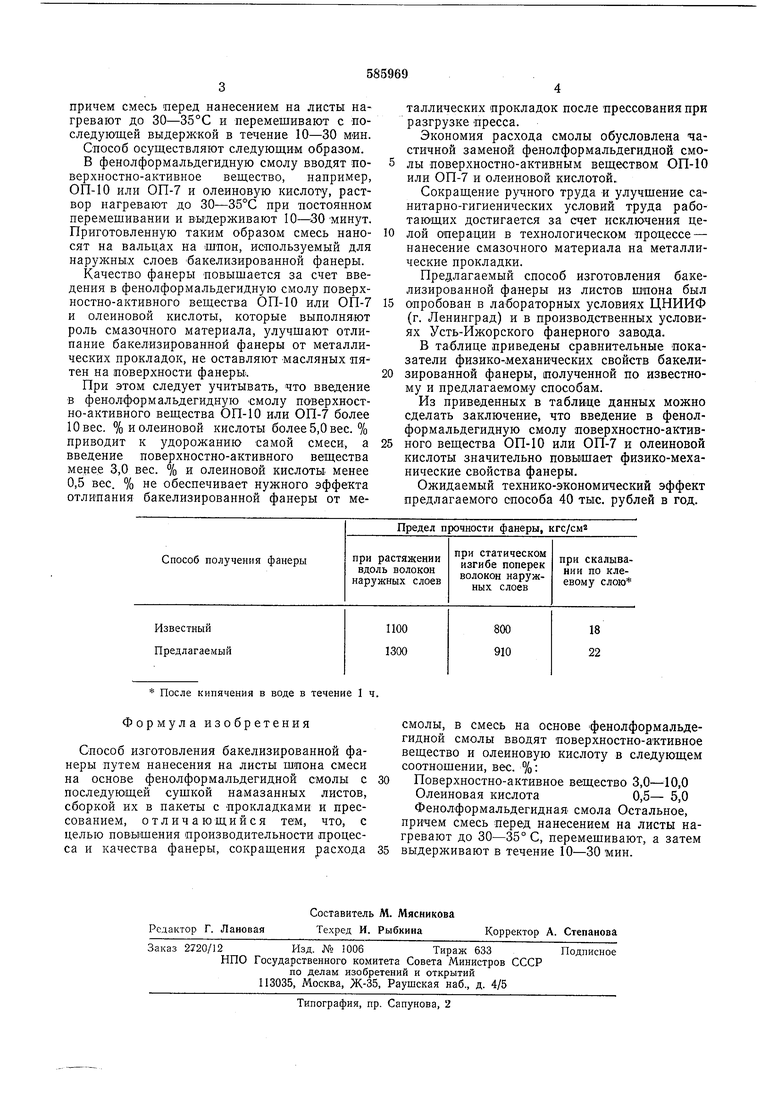
В таблице приведены сравнительные показатели физико-механических свойств бакелизированной фанеры, полученной по известному и предлагаемому способам.
Из приведенных в таблице данных можно сделать заключение, что введение в фенолформальдегидную смолу поверхностно-активного вещества ОП-10 или ОП-7 и олеиновой кислоты значительно повышает физико-механические свойства фанеры.
Ожидаемый технико-экономический эффект предлагаемого способа 40 тыс. рублей в год.
