Изобретение относится к оборудованию для производства покрьшек пневматических шин и им подобных изделий и может найти применение в транспортно-технологических системах при браслетном методе сборки покрышек с радиальным расположением нитей корда.
Известно устройство для транспортирования кольцевых изделий, например заготовок покрьшгек пневматических шин, содержащее подвижные вакуумприсоски для удержания изделия
Недостатком известного устройства является то, что во время захвата резинокордный браслет, зафиксированный равномерно расположенными по окружности вакуум-присосками, приобретает форму многогранника. При переносе такого браслета с искаженной формой по
окружности на формующий барабан сборочного cjTaHKa наблюдается заворот кромок браслета из-за уменьшенного посадочного диаметра его, что недопустимо.
Известно другое устройство для транспортирования кольцевых изделий, например заготовок покрьш1ек пневматических шин, содержащее опорную раму со смонтированной на ней направляющей подвижной обечайкой с равномерно расположенными по ее окружности радиально подвижными вакуум-присосками для удержания изделия и приводы дпя возвратно-поступательного перемещения обечайки и радиального перемещения вакуум-присосок. Последнее из указанных устройств является боле близким к изобретению.
Недостаток этого устройства заключается в том, что оно также не сохраняет геометрической формы внутреннего диаметра в процессе переноса браслета со стыковочного или транспортирующего барабана на формующий барабана станка для сборки покрышек браслетным способом.
Целью изобретения является сохра нение внутренней геометрической формы транспортируемого кольцевого изделия.
Цель достигается тем, что приводы для радиального перемещения вакуумприсосок выполнены в виде смонтированных на обечайке корпусов с установленными в них концентрично и подвижно друг другу поршнями и пустотельми штоками, на одних концах которых жест ко закреплены вакуум-присоски, а другими концами неподвижно закрепленными в корпусах.
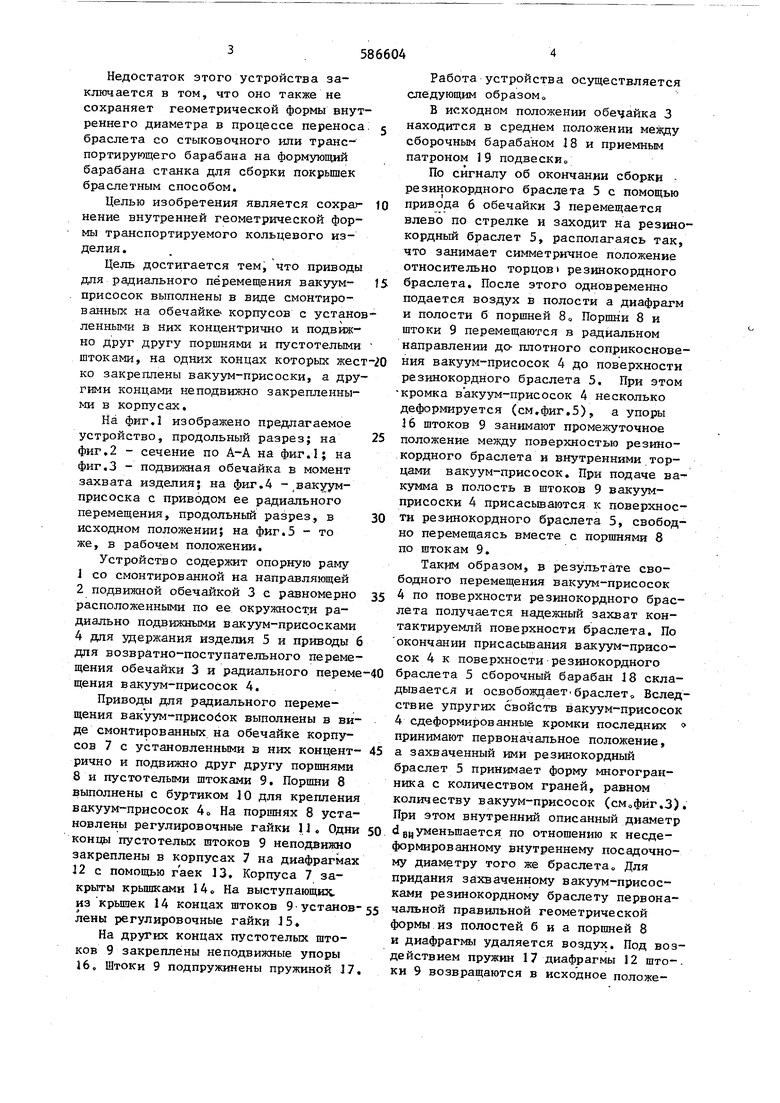
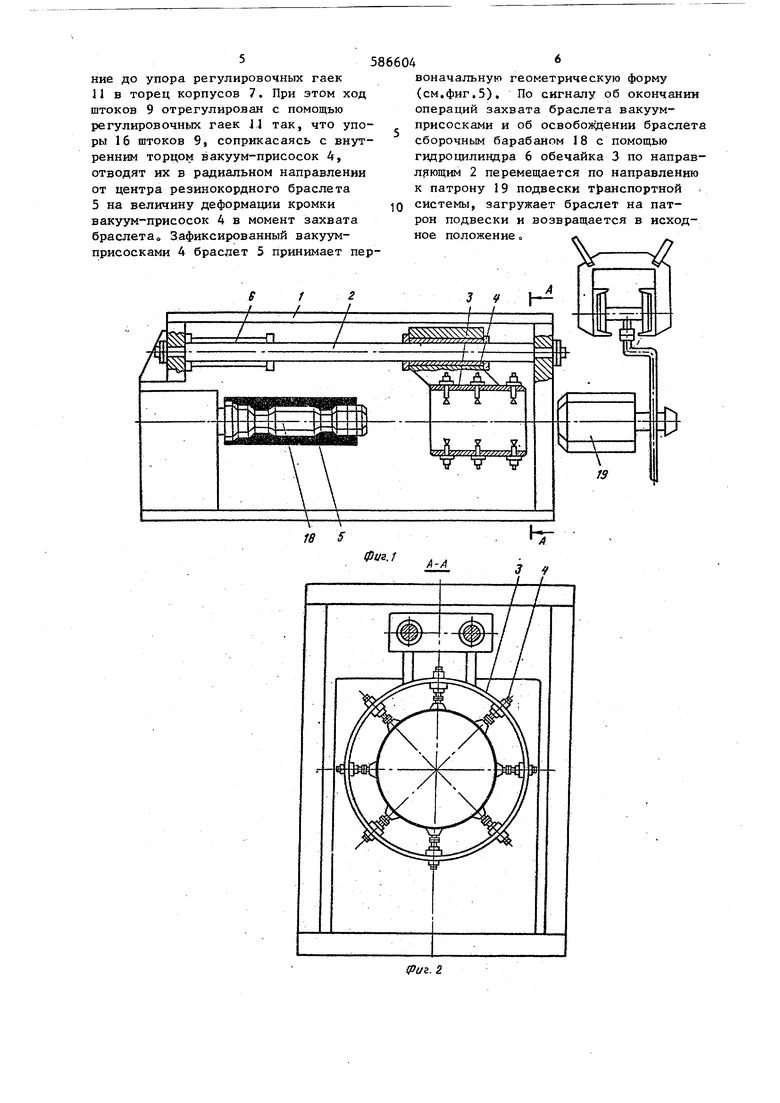
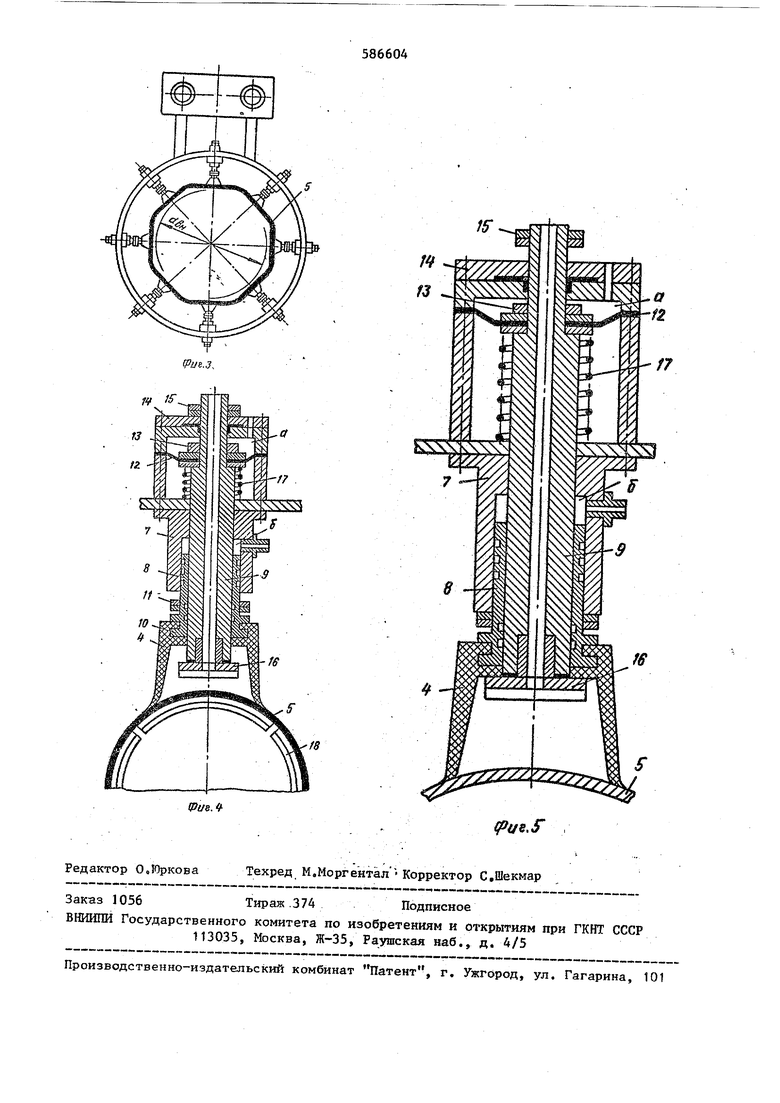
На фиг,1 изображено предлагаемое устройство, продольный разрез; на фиг.2 - сечение по А-А на фиг.; на фиг.З - подвижная обечайка в момент захвата изделия; на фиг.4 - вакуумприсоска с приводом ее радиального перемещения, продольный разрез, в исходном положении; на фиг.З - то же, в рабочем положении.
Устройство содержит опорную раму
1со смонтированной на направляющей
2подвижной обечайкой 3 с равномерно расположенными по ее окружности радиально подвижными вакуум-присосками
4 для удержания изделия 5 и приводы 6 для возвратно-поступательного перемещения обечайки 3 и радиального переме щения вакуум-присосок 4,
Приводы для радиального перемещения вакуум-присойок выполнены в виде смонтированных, на обечайке корпусов 7 с установленными в них концентрично и подвижно друг другу поршнями 8 и пустотелыми штоками 9, Порщни 8 выполнены с буртиком J О для крепления вакуум-присосок 4о На поршнях В установлены регулировочные гайки П « Одни концы пустотелых штоков 9 неподвижно закреплены в корпусах 7 на диафрагмах 12 с помощью гаек J3, Корпуса 7 закрыты крьщгками 14с На выступающшс из крьшек 14 концах штоков 9 установ лены регулировочные гайки J5.
На других концах пустотелых штоков 9 закреплены неподвижные упоры 16. Штоки 9 подпружинены пружиной J7
Работа устройства осуществляется следующим образомо
В исходном положении обечайка 3 находится в среднем положении между сборочным барабаном 18 и приемным патроном 19 подвески„
По сигналу об окончании сборки резинокордного браслета 5 с помощью привода 6 обечайки 3 перемещается влево по стрелке и заходит на резинокордный браслет 5, располагаясь так, что занимает симметричное положение относительно торцов резинокордного браслета. После этого одновременно подается воздух в полости а диафрагм и полости б поршней 8, Поршни 8 и штоки 9 перемещаются в радиальном направлении до- плотного соприкосновения вакуум-присосок 4 до поверхности резннокордного браслета 5. При этом кромка вакуум-присосок 4 несколько деформируется (см.фиг.З), а упоры J 6 штоков 9 занимают промежуточное Положение между поверхностью резинокордного браслета и внутренними торцами вакуум-присосок. При подаче вакумма в полость в штоков 9 вакуумприсоски 4 присасьшаются к поверхности резинокордного браслета 5, свободно перемещаясь вместе с поршнями 8 по штокам 9,
Таким образом, в результате свободного перемещения вакуум-присосок 4 по поверхности резинокордного браслета получается надежный захват контактируемлй поверхности браслета. По окончании присасьшания вакуум-присосок 4 к поверхности резннокордного браслета 5 сборочный барабан 18 складывается и освобождаетбраслет. Вследствие упругих свойств вакуум-присосок 4 сдеформированные кромки последних принимают первоначальное положение, а захваченный ими резинокордный браслет 5 принимает форму многогранника с количеством граней, равном количеству вакуум-присосок (сМсфйг.З) При этом внутренний описанный диаметр dВЦуменьшается по отношению к несдеформированному внутреннему посадочному диаметру того же браслета Для придания зйхваченному вакуум-присосками резинокордному браслету первоначальной правильной геометрической формы из полостей б и а поршней 8 и диафрагмы удаляется воздух. Под воздействием пружин 17 диафрагмы 12 штоки 9 возвращаются в исходное положение до упора регулировочных гаек 11 в торец корпусов 7. При этом ход штоков 9 отрегулирован с помощью регулировочньгх гаек JJ так, что упоры 16 штоков 9, соприкасаясь с внутренним торцом вакуум-присосок 4, отводят их в радиальном направлении от центра резинокордного браслета 5 на величину деформации кромки вакуум-присосок 4 в момент захвата браслетао Зафиксированный вакуумприсосками 4 браслет 5 принимает пер воначальную геометрическую форму (см,фиг,5), По сигналу об окончании операций захвата браслета вакуумприсосками и об освобовдении браслета сборочным барабаном 18 с помощью гидроцилиндра 6 обечайка 3 по направлрющим 2 перемещается по направлению к патрону 19 подвески т)анспортной системы, загружает браслет на патрон подвески и возвращается в исходное положение
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переноса резино-кордного браслета и устройство для его осуществления | 1978 |
|
SU750901A1 |
| Устройство для опрессовки каркаса покрышки | 1976 |
|
SU654445A1 |
| Устройство для наложения кольцевых заготовок покрышек пневматических шин | 1981 |
|
SU1030206A1 |
| Барабан для сборки покрышек пневматических шин | 1982 |
|
SU1030205A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1052419A2 |
| Барабан для сборки покрышек пневматических шин | 1979 |
|
SU927551A1 |
| Станок для сборки покрышек пневматических шин из уширенных слоев корда | 1968 |
|
SU292417A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Устройство для сборки покрышек пневматических шин | 1975 |
|
SU581641A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110662A2 |
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ, например заготовок покрышек пневматических шин, содержащее опорную раму со смонтированной на направляющей подвижной обечайкой с равномерно рас-положенными по ее окружности радиаль- но подвижными вакуум-присосками для удержания изделия и приводы для возвратно-поступательного перемещения обечайки и радиального перемещения вакуум-прчсосок, отличйю- щ е е с я тем, что, с целью сохранения внутренней геометрической формы транспортируемого кольцевого изделия, приводы для радиального перемещения вакуум-присосок выполнены в виде смонтированных на обечайке корпусов .с установленными в них концентрично и подвижно друг другу поршнями и пустотелыми штоками, на одних концах которых жестко закреплены вакуум-присоски, а другими концами неподвижно закрепленными в корпусах,с: $(Л
| Шинодержатель | 1985 |
|
SU1379854A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
| Солесос | 1922 |
|
SU29A1 |
